Главные правила работы с паяльничком
Зависимо от свойства и нрава выполняемых работ можно избрать разный инструмент для паяния изделий, также применять различные приспособления. Более распространёнными в данной группы инструментами являются:
- паяльнички;
- паяльные фены;
- термовоздушные станции.
Электронный паяльничек является самым распространённым посреди паяльных инструментов и употребляется в бытовых нуждах более нередко. Самые обыкновенные операционные работы с сиим инвентарем можно удачно освоить за считанные минутки.
Устройство электронного паяльничка

При помощи паяльничка детали соединяются меж собой с внедрением специального припоя, который расплавляется под действием высочайшей температуры. Паяльничек – это электронный инструмент со особым жалом на конце, которое греется до определённой температуры, достаточной для того, чтоб расплавился припой. Крепкое и высококачественное соединение деталей выходит, если соблюдать все тонкости и индивидуальности работы с паяльничком.
Электропаяльник состоит из последующих обычных деталей:
- Нагревательный элемент.
- Нажимало.
- Шнур электронного питания.
Нагревательный элемент паяльничка заключён в корпус из специального негорючего материала, который ещё и не плавится. Нажимало паяльничка изготавливают из меди с покрытием особыми сплавами из никеля либо стали.
Отдельные модели паяльничков обустроены регулятором температуры. В конструкции электронного паяльничка нагревательный элемент преобразовывает энергию электро энергии в термическую и передаёт её жалу для расплавления припоя. Для отдельных моделей паяльничков есть сменные нажимала.
Корпус нагревательного элемента представляет собой железную трубку с расположенными вдоль сквозными отверстиями, которые отводят лишнее тепло. Для шнура питания почаще всего берут двужильный провод, сечение которого дозволит без опасений применять инструмент различной мощности.
Регулятор температуры быть может интегрированным и размещаться в корпусе паяльничка, а может находиться на блоке питания. Крайний вариант является желаемым, употребляется при работе по монтажу электронных плат, конструируется почаще и встречается у инструментов, предназначенных для работы в низком спектре напряжений от 12В до 36В.
Материалы, применяемые для пайки

В работе употребляются такие расходные материалы, как припой и флюс. Разработка соединения деталей при пайке и сварке несколько различается. При паянии соединение получается благодаря образованию шва, который возникает меж соединяемыми деталями и материалом припоя за счёт появления крепких связей.
По собственному составу припои бывают различными зависимо от используемых материалов и их количественного соотношения. Для работы нужно брать припой такового состава, который будет отвечать температурным требованиям режима пайки и зависеть от разновидности материалов для соединения.
Флюсы используют в работе зависимо от типов материалов и критерий пайки. Виды применяемых при пайке флюсов:
- Твёрдые.
- Водянистые.
- Кислотные.
- Бескислотные.
Как приготовить к работе нажимало
Перед работой нужно проверить характеристики опции паяльничка и его общее состояние, которое можно установить, пристально осмотрев инструмент со всех сторон. Направьте внимание, что нажимало паяльничка нужно держать в чистоте и не нагретым. Питающий провод должен находиться в целостном изоляционном материале.
Изучите аннотацию к паяльному инструменту, там содержится информация о рабочих параметрах паяльничка – мощности и напряжении. Значение рабочего напряжения указывается на корпусе самого паяльничка и является его маркировочной чертой.
Работу с совсем новеньким инвентарем нужно начинать с его неплохого прогрева. Нужно, чтоб поначалу обгорела снутри корпуса заводская смазка инструмента, при всем этом процессе непременно отлично проветривайте рабочее помещение.
Лёгкими осторожными ударами молоточка сформируйте и заточите нажимало новейшего паяльничка. Таковым образом, конец нажимала станет наиболее плотным и будет меньше сгорать при работе.
Последующим предварительным шагом будет облуживание нажимала паяльничка для того, чтоб рабочий припой не скатывался с него, а отлично приставал. Поначалу нагрейте нажимало паяльничка, позже смажьте его флюсом и немедля прикоснитесь к уже приготовленному оловянному припою, чтоб он расплавился и покрыл всё нажимало, древесной палочкой распределите аккуратненько припой по всей поверхности. Эта подготовка будет препятствовать окислению материала, из которого изготовлено нажимало, а само нажимало будет покрыто узкой плёночкой из олова.
Опосля кропотливого выполнения предварительных мероприятий паяльничком можно воспользоваться для выполнения паяльных работ.
Подготовка деталей и их спайка
Перед действием паяния все детали для осторожного и крепкого соединения нужно поначалу зачистить, позже облудить. Если паяние проходит с внедрением канифоли, то деталь поначалу нагревают, позже покрывают флюсом либо расплавленной канифолью и припоем.
При паянии водянистым флюсом им поначалу покрывают прохладные поверхности деталей, потом нагревают паяльничек и им покрывают слоем припоя.
Чтоб держать при работе паяльничком маленькие спаиваемые детали, комфортно применять маленькой пинцет. Также для фиксирования деталей можно применять особые паяльные столы, щипцы либо разные зажимы.
Детали, которые были уже облужены, соединяют меж собой и фиксируют в подходящем положении. Потом нагревают до температуры, при которой будет расплавляться припой и подают припой на жале паяльничка либо с помощью проволоки. Расплавляющийся припой распределяют равномерным слоем по всему соединительному шву.
Дальше при полнейшей неподвижности стыка соединяемых деталей ждут его полного остывания. Недозволено смачивать шов водой либо обдувать его струёй воздуха, чтоб он резвее остыл. Дальше нужно смыть остатки флюса, не считая нейтрального, который смывать не нужно.
Разные примеры паяния
Самая обычная пайка – это пайка проводов при выполнении электромонтажных работ. Для этого провода скручивают меж собой и пропаивают, чтоб они не нагревались в сети и не оказывали доп сопротивления. Для выполнения данной работы лучше воспользоваться водянистым флюсом, который может умеренно покрывать всю скрученную поверхность проводов и проникнет вовнутрь скрутки.
По мере необходимости запаять какое-либо маленькое отверстие нужно создать работу мало по другому. Под отверстие нужно подсунуть таковой туго плавящийся материал, как асбест либо текстолит, за ранее смазанный техническим жиром, потом покрыть водянистым флюсом края отверстия и расположить припой на подкладке снутри дырки. Позже расплавить его паяльничком, распределив по всей площади отверстия и захватить его края, прогревая их паяльничком. Опосля того, как припой остынет, можно убирать подкладочный материал.
В заключение нужно напомнить о необходимости соблюдать главные правила сохранности работы, воспользоваться подставкой и ковриком для паяльничка, а работу проводить в помещении с неплохим проветриванием. Если освоить этот легкий инструмент, то можно без помощи других чинить разные бытовые устройства.
Как паяют паяльным устройством, выбор припоя

Хоть какой человек, который хоть когда-то занимался ремонтом, хоть раз употреблял паяльничек либо использовал функцию паяния. Наиболее-менее опытнейший юзер может похвастать тем, что может без усилий припаять какие-либо детали. Эта же статья будет посвящена паянию и может послужить полезным материалом для неопытных юзеров, которые ранее с данной процедурой не сталкивались либо просто никогда этого не пробовали.
Недозволено утверждать, что паять просто либо, напротив, весьма трудно. В принципе, если совладать хотя бы несколько раз, беря во внимание все нужные деяния, которые используются для процесса паяния, то уже можно будет созодать это всё чуток ли не на автомате.
Ниже будут представлены виды паяльных устройств, описание процедуры паяния, также несколько советов для начинающих юзеров.
Паяльнички

Перед тем как ознакомиться конкретно с паянием, следует для начала тщательно пробежаться очами по представленной инфы, касающейся видов паяльничков. Это поможет начинающему юзеру, который ещё не разбирается в во всём многообразии имеющихся на рынке устройств.
Паяльнички бывают различные. Различаются они по размерам и по мощности. Различные паяльные устройства используются для различных паяльных работ. К примеру, наиболее слабенькие по мощности паяльнички подходят для спаивания наиболее маленьких деталей, в том время как массивные приборы могут быть применены для паяния больших деталей.
Типы паяльничков по способу нагрева
Можно произвести систематизацию паяльничков по способу нагрева. Если применять таковой принцип для различия устройств, то можно найти несколько типов паяльничков:
- электронные паяльнички, также именуемые «обыкновенными». В принципе такие паяльнички почаще всего встречаются у юзеров. Эти приборы обустроены спиральным либо глиняним нагревателем
- встречаются также паяльнички газовые. Устройство таковых устройств можно вывести уже из самого наименования. Они обустроены газовой горелкой
- термовоздушные паяльнички. Механизм работы таковых паяльничков состоит в том, что тепло передаётся направленным воздушным потоком
- индукционные.
Паяльнички с различной мощностью
Главным параметром, по которому выбирают паяльнички, является их мощность. Мощность является тем параметром, который описывает величину термического потока, который потом будет передан паяемым деталям. От мощности паяльничка зависит его применение. Для того чтоб спаять электрические составляющие и детали следует применять паяльнички, мощность которых не превосходит 40 Вт. Детали, стены которых не толще 1-го мм, требуют внедрения мощности в спектре от 80 до 100 Вт. Для деталей со стенами толще 2 мм следует применять паяльнички, чья мощность выше 100 Вт.
В вариантах с толстостенными деталями часто употребляются молотковые электронные паяльнички, которые владеют мощностью до 250 Вт и выше. К самым энергоёмким паяльничкам такового типа можно отнести модель Ersa Hammer 550, чья мощность составляет 550 Вт. Этот агрегат способен достигать температуры до 600 градусов по Цельсию и предназначен для таковых сложных паяльных работ, в каких употребляются особо мощные и большие детали, таковых как радиаторы и детали каров.
Но при всех её качествах, существует также и значимый недочет, который заключается в его цены. Такую стоимость за электронный молотковый паяльничек почти все посчитают даже неадекватной, что, непременно, является значимым минусом данной модели. Так что лучше выискать на рынке экземпляры с наиболее рациональной стоимостью.
На нужную мощность паяльничка влияет не только лишь массивность деталей. Толстые стены паяемых частей это не единственный и не главный фактор, влияющий на выбор паяльничка по принципу мощности. Следует учесть и теплопроводимость сплава, участвующего в пайке. С повышением этого значения нужно наращивать мощность паяльничка и температуру его нагрева. Необходимо знать, что в случае пайки медных деталей паяльничек должен быть нагрет посильнее, чем при пайке детали, аналогичной по размеру, но сделанной из стали. К слову, из-за высочайшей теплопроводимости меди нередки случаи, когда в процессе пайки расползаются места, которые были запаяны ранее.
Ещё есть огромные промышленные паяльнички с весьма высочайшей мощность, но они уж буквально рядовому юзеру никак не пригодятся, потому что употребляются для присоединения калибровочных кабелей либо шасси.
Припой

Сейчас следует перейти к последующему вопросцу, который касается паяния. Сиим вопросцем является выбор припоя.
Для того чтоб процесс паяния прошёл удачно, следует избрать припой, который будет употребляться для спаивания деталей. Для разных деталей следует избрать определённый вид припоя. К примеру, в случае пайки электронных устройств можно избрать лишь определённые виды припоя, которые подходят конкретно для деталей такового типа. Для того чтоб запаять контакты колонок либо же материнской платы следует прибегнуть к использованию канифоли. Для медных проводов, малеханьких контактов и тонких соединений безупречным вариантом будет кислота. Если применять канифоль при пайке электрических деталей, то кислота просто убьет контакты, что вызовет серьёзные повреждения у схемы.
В неких вариантах употребляются свинец либо олово. Незапятнанное олово подступает для паяния пищевой посуды. Почти все юзеры избегают внедрение свинца из-за его токсических параметров, которые могут воздействовать на здоровье. Но в пользу этого припоя можно привести тот факт, что свойство пайки при использовании свинца в качестве припоя куда лучше, чем в тех вариантах, когда для пайки употребляют бессвинцовые припои.
Следует держать в голове, что любые припои в процессе пайки испытывают на для себя температурное действие, вследствие чего же в воздух выделяются разные соединения. Потому очень рекомендуется работать в помещениях с неплохой циркуляцией воздуха. К тому же следует применять перчатки, для того чтоб избежать попадания раскалённого ядовитого припоя на кожу рук.
Флюсы
Мстера делят фактически все сплавы на те, которые отлично паяются и на те, которые паяются плохо. Можно даже составить перечень, разделив некие сплавы на три группы по степени их паяемости:
- Отлично паяются: свинец, олово, бронза, латунь, нейзильбер, серебро, золото, медь;
- Удовлетворительно: никель, цинк, низколегированные и углеродистые стали;
- Плохо: высоколегированные стали, нержавеющие стали, алюминий и дюралевая бронза, титан, магний, чугун и хром.
Безусловн, они правы, беря во внимание тот факт, что вправду любой сплав паяется по-своему, потому что у всякого из их различные характеристики и структура. Но почти все высмеиваются эти заявления, утверждая, что не существует труднопаяемых металлов, потому что есть такие причины, как: верный температурный режим, верно подобранный флюс и не плохая подготовка детали.
Перед действием пайки обязательно следует подобрать верный флюс. Это может решить все препядствия, с которыми почаще всего сталкиваются неопытные юзеры при пайке. Свойство флюса описывает паяемость сплава, трудность либо лёгкость самого процесса и крепкость соединения.
Действенными флюсами при пайке стали могут называться: аква раствор хлористого цинка, также паяльные кислоты, основой которых является этот раствор.
Следует держать в голове, что при пайке нержавеющих сталей, нужно применять наиболее активные флюс, чем в случае пайки низколегированных либо углеродистых сталей. Дело в том, что нержавеющие стали покрыты наиболее сильными и стойкими окислами, что делает неосуществимым применение слабеньких флюсов в процессе пайки этих сталей. Для нержавеющей стали употребляют ортофосфорную кислоту, которая сумеет совладать с химически стойкой окисной плёнкой.
Также необходимо знать, что в случае пайки чугуна, требуется применять очень высочайшие температуры нагрева, из чего же следует, что внедрение электронного паяльничка для таковой процедуры является нецелесообразным.
Для покрытого цинком железа мастера время от времени используют раствор, состав которого является последующим: этиловый спирт, канифоль, хлористый цинк и хлористый аммоний. Этот флюс носит заглавие ЛК-2. Его несложно отыскать на рынке либо в магазинах, предоставляющих продукты для ремонта.
Как паять
Подготовка паяльничка к работе

Перед тем как приступить к процедуре пайки, следует держать в голове, что нужно приготовить устройство к работе.
При первом включении паяльного устройства в сеть, может быть он начнёт дымить. Этого пугаться не стоит, потому что это достаточно нередкое явление, случающееся от того, что происходит выгорание масел, которые были применены для консервации паяльничка. Если это вышло, следует просто проветрить помещение.
Перед тем как применять паяльничек в работе, нужно непременно приготовить его наконечник. Этот процесс зависит от начального вида наконечника паяльничка. Дело в том, что если он выполнен из непокрытой меди, то в этом случае употребляется отвёртка чтоб отковать его краешек. Это даст меди завышенную износоустойчивость, ну и к тому же уплотнит её. Также можно просто заточить наконечник, используя такие всем известные инструменты, как наждак либо ратфиль. В неких вариантах наконечник паяльничка быть может покрыт никелем для предотвращения окисления меди. В таком случае настоятельно не рекомендуется затачивать либо ковать наконечник, потому что это может негативно воздействовать на его покрытие.
Процедура паяния
Опосля того как инструмент готов к работе, следует приступить уже к самому процессу пайки. Дальше будет описана пошаговая {инструкция}, которая поможет начинающим юзерам ознакомиться с действиями во время паяния.

- Лужение нажимала. Лужением именуют процесс покрытия нажимала паяльничка узким слоем припоя. Эта процедура помогает очистить рабочее нажимало паяльничка, к тому же лужение содействует термообмену меж припоем и материалом обработки.
- Разогрев. На данном шаге следует хорошо разогреть паяльничек. Требуется надзирать нагрев рабочего припоя, его свойство и температуру. При игнорировании этого правила паяльничек имеет риск покрыться коррозией.
- Подготовка рабочего места. Перед тем как приступить к пайке, требуется приготовить рабочее пространство. Рядом с собой следует иметь губку, смоченную в воде, кусочек картона либо плотной бумаги. Это поможет в этом случае, если в процессе пайки капнет припой.
- Смазка. Перед работой следует кропотливо смазать нажимало паяльничка припоем. Нужно проверить покрытие, так смазкой обязана быть покрыта вся поверхность. Если смазки очень много, то юзер может с лёгкость убрать этот недочёт, используя картон для снятия излишнего припоя.
- Очистка насадки. Вершину следует покрыть припоем, потом нужно протереть наконечник паяльничка тряпочкой для того, чтоб удалить остатки флюса. Работа обязана проходить стремительно во избежания застывания припоя.
- Пайка. Мы подошли к описанию конкретно процесса пайки. Паять следует, за ранее нанеся на нажимало паяльничка и на пространство пайки маленькое количество припоя. Это улучшает проводимость сплава. Деталь, которую нужно припаять, следует задерживать несколько секунд при процессе термовоздействия паяльным устройством для того, чтоб паяемые элементы довольно нагрелись и объединились. Нужно непременно смотреть за действием пайки, потому что если очень длительно задерживать паяльничек на детали, то она просто расплавится.
Базы пайки для новичков
Точность и аккуратность приходят с опытом, но получить крепкое соединение меж 2-мя элементами при помощи пайки можно стремительно. Нужно лишь верно подобрать инструменты и мало попытаться.
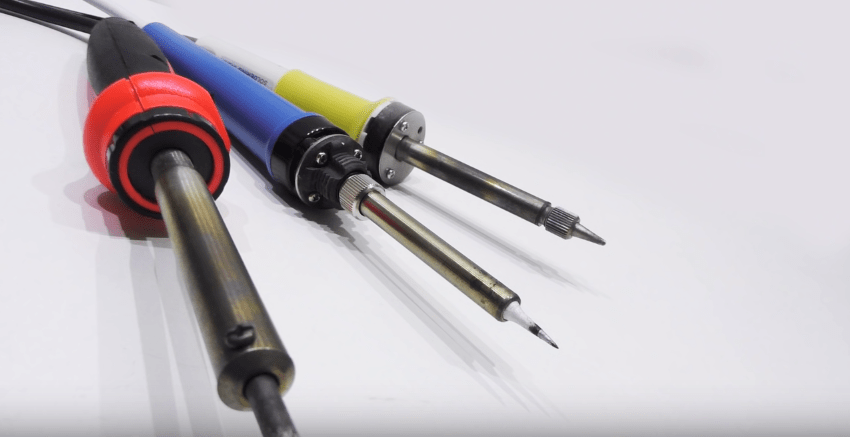
Выбор паяльничка
Для первого опыта подойдёт старенькый русский паяльничек, который непревзойденно управится с большинством задач. У него несъемное медное нажимало, которому можно придать всякую форму при помощи ратфиля. Оно стремительно выгорает и деформируется, потому поправлять его придётся достаточно нередко, но при редчайшей пайке никаких заморочек это не доставит.
На последующем уровне, когда пайка уже становится частым занятием, можно глядеть в сторону паяльничков с необгораемыми сменными жалами. Их недозволено поправлять ратфилем, ну и необходимости таковой нет — довольно просто поменять насадку.
Мастера употребляют паяльные станции. Это самое драгоценное решение. Одно из преимуществ — поддержка данной температуры, нужная для пайки чувствительных частей. На станциях тоже употребляются сменные нажимала, а ещё есть фен. Но думать о покупке станции следует лишь в этом случае, если вы серьёзно занялись пайкой, а не попросту решили соединить два провода.

При выбирании паяльничка также нужно уделять свое внимание на его мощность:
- Для электрических компонент — 40-60 Вт.
- Для деталей шириной до 1 мм — 80-100 Вт.
- Для частей шириной 2 мм и наиболее — от 100 Вт.
Обычно, у мастеров есть два паяльничка, малой и средней мощности. Приобретение паяльной станции устраняет от необходимости иметь доп инструменты.
Выбор расходного материала
Для пайки непременно пригодится:
- Припой.
- Флюс.
- Губка для очистки нажимала.
Также стоит добавить в перечень паяльную кислоту, которая поможет соединить сложные элементы — к примеру, провод и различные разъёмы: «цветок», «крокодил» и остальные.
Для первого опыта советуем применять традиционный набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтоб она поглотила её и раздулась. Всё нужное лежит на столе – можно включать паяльничек и приступать к первому опыту пайки.
Подготовка паяльничка
Чтоб пайка была удобной и высококачественной, нужно залудить нажимало паяльничка.
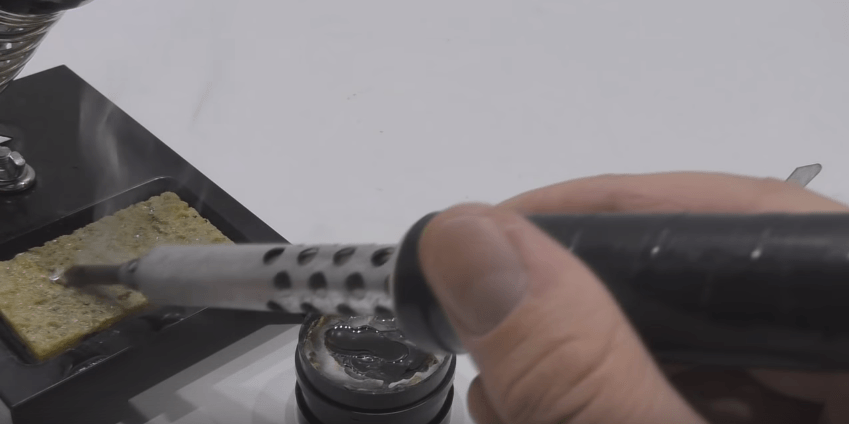
- Разогреваем паяльничек до рабочей температуры.
- Окунаем нажимало в канифоль.
- Добавляем каплю припоя на нажимало.
- Обтираем нажимало о губку либо древесную поверхность.
Поверхность нажимала обязана стать блестящей. Это означает, что паяльничек готов к работе.
Пайка разных частей
Зависимо от того, какие детали вы соединяете, порядок пайки некординально изменяется. Разглядим более распространённые примеры работ, чтоб мало набить руку.
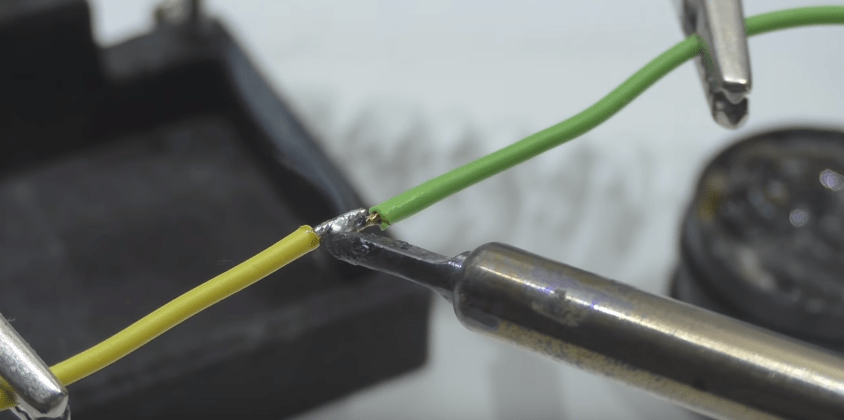
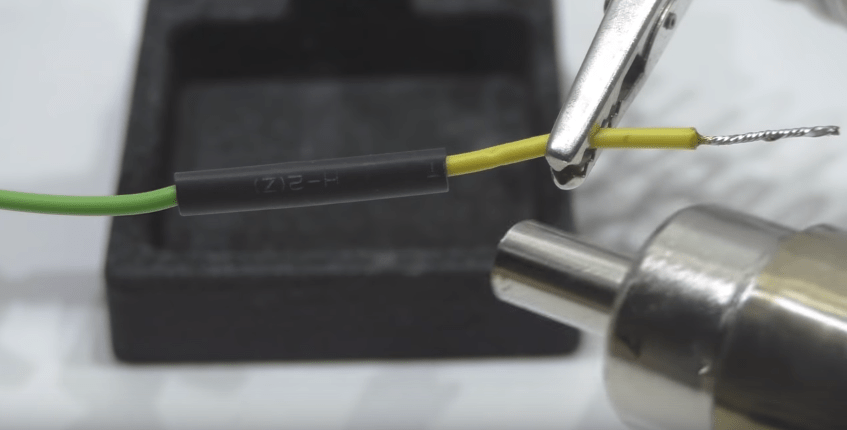
Пайка проводов
Одна из самых фаворитных задач — соединение проводов. Поначалу нужно их залудить:
- При помощи бокорезов либо остальных инструментов убираем изоляцию.
- Скручиваем медные провода, чтоб жилки не торчали в стороны.
- Берём капельку припоя на краешек нажимала паяльничка.
- Окунаем провод и нажимало в канифоль.
Операцию нужно повторить со всеми элементами, которые будут участвовать в пайке. С первого раза может не получиться, но мало практики, и провода начнут лудиться весьма отлично.
Чтоб соединить два приготовленных провода, довольно придавить их друг к другу и поднести паяльничек с капелькой припоя.
При пайке проводов нужно уделить внимание изоляции. Для этого нужно применять термоусадочную трубку, которая миниатюризируется в поперечнике при нагреве и обжимает пространство соединения. На паяльной станции для нагрева комфортно применять фен. Если его нет, то возможно обойтись и обыкновенной зажигалкой.
Пайка печатных плат
На интегральных схемах перед пайкой нужно залудить медные токопроводящие дорожки. Самый обычной метод — взять каплю припоя на нажимало, обмакнуть его в канифоль, а потом размазать вещество по плате. Иной вариант — нанести флюс (к примеру, раствор канифоли в спирте) и растирать каплю припоя по нему.
Опосля подготовки можно располагать на плате элементы. Для соединения есть два варианта: водянистый флюс либо припой, снутри которого уже содержится канифоль. Самый удачный вариант — припой в виде проволоки.
- Касаемся кончиком нажимала вывода компонента.
- Подносим проволоку припоя, чтоб он умеренно растёкся по контакту и выводу компонента.
- Повторяем операцию для всех соединений.
1-ое время капли могут получаться не весьма ровненькими, но соединение будет крепким, если вы сделаете всё верно.
Пайка разъёмов
Труднее всего лудить разные разъемы: «цветки», «крокодилы», «джеки». Припой к ним не пристаёт. Но эту делему можно решить при помощи паяльной кислоты, которая наносится кисточкой. На обработанное пространство остаётся лишь приложить нажимало паяльничка с припоем. Разъём залудится, так что при пайке не возникнет никаких заморочек с соединением.
Чтоб припаять провод, довольно приложить его к залуженному разъёму и прогреть паяльничком. Если вы не обрабатывали разъём заблаговременно, то нужно подсоединить провод, нанести паяльную кислоту и прогреть пространство спайки каплей припоя.
Видите ли, ничего сложного в пайке нет. Эти обыкновенные советы посодействуют совладать с различными задачками, распространёнными в быту, даже если ранее такового опыта у вас не было.
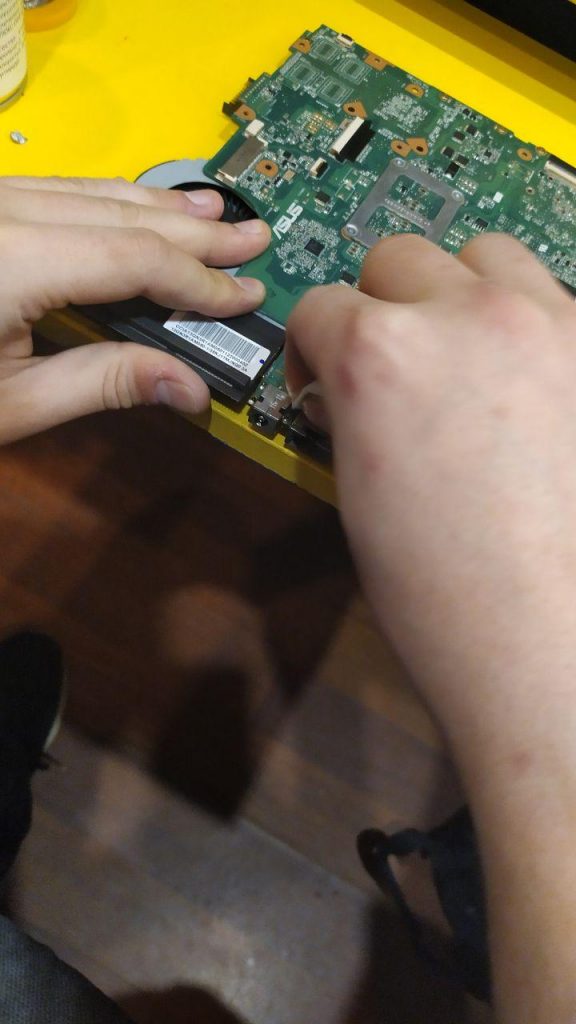
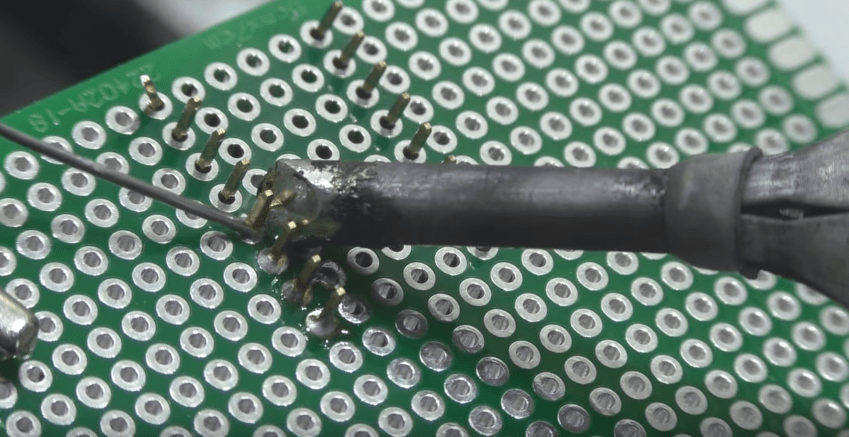
Пайка разъемов на материнской плате
С пайкой других частей не обязано появиться заморочек, если вы справитесь с данной задачей. Для пайки без фена будем применять сплав Розе. Температура его плавления составляет +94 °C.
- Наносим флюс на контакты разъема таковым образом, чтоб все контакты были «мокроватые», и устанавливаем на один из их капельку сплава Розе.

- Потом нагреваем эту капельку паяльничком. Нужно, чтоб тугоплавкий припой смешался с легкоплавким. Найти конечный итог можно легким надавливанием на контакт разъема – он должен чуток приметно покачиваться под давлением нажимала. До подобного результата проходимся по любому контакту. Потом по доле секунды дотрагиваемся до всякого из контактов жалом паяльничка, и разъем практически отваливается сам.
- У сплава Розе есть один суровый недочет – он весьма хрупкий, потому применять его для соединений контактов недозволено, так что удаляем его при помощи оплетки. Смачиваем флюсом самый краешек оплетки.
- Через оплетку дотрагиваемся паяльничком до контактных площадок на материнской плате, припой будет впитываться в оплетку. Через пару секунд можно убирать оплетку, а изменившийся участок оплетки обрезаем ножницами, наносим флюс и повторяем до полной чистоты контактных площадок.
- Устанавливаем разъем в паз и наносим мало флюса на любой из контактов.
- Дотрагиваемся паяльничком до контакта и подаем обыденный припой до образования цельного соединения.
- Удаляем флюс с мест пайки с помощью спрея Flux-Off и ткани (Строение тканей живых организмов изучает наука гистология). Это созодать непременно, по другому к флюсу будет прилипать грязюка, а некие кислотосодержащие флюсы могут повредить слои текстолита. Чтоб этого избежать, довольно нанести Flux-Off на ткань (мед. система клеток и межклеточного вещества, объединённых общим происхождением, строением и выполняемыми функциями) и протереть следы пайки.