Как можно паять без паяльничка
Пайка крепко соединяет меж собой провода и остальные железные элементы. Но не постоянно подходящий инструмент есть под рукою. Создать крепкое соединение частей электросхемы без паяльничка можно различными методами. Основное, верно нанести припой и подогреть зону контакта.

Зажигалка либо свеча
Тонкие провода соединяются при помощи обыкновенной зажигалки. Температуры ее пламени довольно для прогрева маленького участка. Для таковой пайки пригодятся:
- флюс;
- припой;
- рядовая зажигалка;
- кусок фольги.
Тонкие провода паять можно без фольги, если созодать скрутку. Она локализует нагрев и делает соединение крепким, шов осторожным.
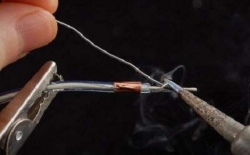
Пайка при помощи зажигалки
Порядок действий таковой же, как при пайке при помощи паяльничка.
- Очистить концы провода от изоляции и окисленного слоя любой на длину 20 – 30 мм.
- Подогреть их пламенем зажигалки и обмакнуть во флюс для неплохого прилипания припоя.
- Уложить плотно рядом на фольгу, ширина которой равна длине очищенных концов. Для большей прочности лучше создать скрутку.
- Насыпать припой и завернуть фольгу.
- Греть пространство соединения снизу зажигалкой.
Таковой метод нагрева подойдет и для лужения концов. На железную крышку насыпать мало припоя и «обмакнуть» в него очищенный участок провода, расположенный вертикально.
Вместо зажигалки удобнее использовать свечу. Температура пламени у нее таковая же. Но она стоит без помощи других и 2-ая рука свободна.
Паяльничек из свечки
Припаять небольшую деталь и не перегреть ее можно самодельным паяльничком из свечи. Для его производства пригодится:
- древесный брусок размерами 40×60×120 мм;
- медная проволока сечением 0,8 – 1 мм кв;
- гвоздь;
- свеча.
Свеча фиксируется проволокой к нижней части бруса параллельно ему на расстоянии 50 – 60 мм. Меж ними должны свободно проходить пальцы руки.
В верхний торец забивается гвоздь с зазором под шляпкой 1 мм. К нему прикручивается проволока, направленная над свечой. Ее конец должен быть заточен и выходить на 15 – 20 мм за пламя.
Пылающая свеча нагревает проволоку, брус служит ручкой. Паяльничек для одной малеханькой детали готов.
Турбозажигалка
Спаять меж собой провода огромного сечения, и даже железные детали, поможет турбозажигалка. У нее узенький факел с большенный температурой.
- Очистить места соединения от грязищи пленки окислов.
- Обмакнуть их во флюс. Если детали огромные, использовать пастообразный материал, нанести его кисточкой.
- Соединить провода, при способности создать скрутку. Детали нужно агрессивно зафиксировать в подходящем положении.
- Насыпать припой. Прогреть зону пайки при помощи турбозажигалки. Пламя по способности подводить снизу, чтоб факелом не раздуло маленький порошок.
При использовании турбозажигалки подойдет и проволочный припой для соединения больших деталей. Но паять микросхемы ею недозволено.
Соединение проводов будет прочнее, сам процесс пайки проще, если использовать фольгу. Греть можно будет сверху и сбоку, порошок остается на месте.
Разогретая отвертка
Прихватить точечно отломавшуюся деталь можно при помощи отвертки. Ее конец следует подогреть на открытом огне, к примеру, на горелке газовой печки. Процесс пайки проходит так же, как и паяльничком.
Неудобства при использовании отвертки:
- трудно надзирать процесс нагрева;
- стремительно остывает;
- нагревается ручка;
- не соответствует форма нажимала.
Если нередко приходится припаивать отломавшиеся концы провода, лучше создать самодельный паяльничек. Взять толстую медную проволоку, заточить конец. С иной стороны обмотать его стеклополотном либо остальным теплоизолятором.
Паять подручными устройствами труднее, чем паяльничком, но при необходимости они выручат. Основное, сделать прогрев в зоне соединения пламенем либо жарким прутком. Железная фольга поможет создать крепкое соединение проводов.
Инструменты
Обычно пайку алюминия создают в рамках промышленных цехов. В домашних критериях эту функцию провести довольно проблематично, поэтому что опосля зачистки на поверхности сплава практически сходу возникает оксидная пленка, которая и усложняет процесс. Но не стоит расстраиваться, все-же существует несколько методов пайки алюминия своими руками, когда пленка окислов, что покрывает деталь, разрушается конкретно в момент проведения пайки.
Содержание:
Черта алюминия как сплава
Алюминий характеризуется высочайшими показателями электро- и теплопроводимости, коррозионной и морозостойкости, также пластичности. Температура плавления этого сплава составляет около 660 градусов по Цельсию.
Зависимо от уровня чистки, первичный алюминий бывает высочайшей либо технической чистоты. Технический алюминий получают методом электролиза криолит-глиноземных расплавов. Иной вид алюминия, высочайшей чистоты, появляется опосля доборной чистки технического алюминия. Основное различие меж высоокоочищенным и техническим алюминием соединено с различием в коррозионной стойкости сплава к неким средам. Естественно, чем больше степень чистки алюминия, тем алюминий дороже.
Принципиальное свойство алюминия состоит в его высочайшей электропроводности, он уступает по этому показателю лишь серебру, золоту и меди. Сочетание высочайшей электропроводности и маленький плотности делает алюминий суровым соперником меди в области производства кабельно-проводниковой продукции. Долгий отжиг алюминия при 350 градусах улучшает проводимость сплава, а нагартовка — усугубляет. Электропроводность алюминия доходит до 60-65% от проводности меди и вырастает с уменьшением содержания примесей.

Алюминий по теплопроводимости уступает лишь меди и серебру, превышая в три раза теплопроводимость малоуглеродистой стали, что можно выяснить и видео о пайке алюминия. Отражательная способность сплава зависит от его чистоты. Отражаемость для фольги с присутствием алюминия 99,5% составляет 84%.
Алюминий сам по для себя является химически активным сплавом. Но на воздухе сплав покрывается узкой пленкой окиси алюминия – около микрона. Владея хим инертностью и большенный прочностью, она защищает материал от окисления и описывает высочайший уровень его противокоррозионных параметров в почти всех средах. Окисная пленка в алюминии высочайшей чистоты является сплошной и беспористой, имеет крепкое сцепление с самим сплавом.
Потому алюминий высочайшей чистоты весьма стоек к неорганическим кислотам, щелочам, морской воде и воздуху. Сцепление алюминия с окисной пленкой в месте нахождения примесей приметно усугубляется, и эти места являются уязвимыми для коррозии. Например, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия различается в 10 раз.
Применение алюминия и сплавов
Алюминий обширно употребляется как конструкционный материал благодаря своим главным плюсам — легкости, податливости штамповки, коррозионной стойкости, высочайшей теплопроводимости, неядовитости его соединений. А именно, данные свойства сделали алюминий пользующимся популярностью при изготовлении дюралевой фольги, кухонной посуды и упаковки в пищевой индустрии.
Но сплав из-за низкой прочности применяется только для ненагруженных частей конструкций в вариантах, когда на 1-ый план выносится электро- либо теплопроводимость, пластичность и коррозионная стойкость. Таковой недочет, как малая крепкость, возмещается методом сплавления алюминия с маленьким количеством магния и меди. Сплав именуют дюралюминий.

Электропроводность алюминия полностью можно сопоставить с медью, но алюминий при этом стоит дешевле. Потому этот материал обширно употребляется в электротехнике для производства проводов, их экранирования и при изготовлении проводников в чипах в микроэлектронике. Внедрение в строительстве дюралевых сплавов уменьшает металлоемкость, наращивает надежность и долговечность конструкций при использовании в экстремальных критериях.
На современном шаге эволюции авиации дюралевые сплавы выступают главными конструкционными материалами. Крайнее изобретение — пеноалюминий, который ещё именуют «железным поролоном», ему предрекают огромное будущее. Но у алюминия как электротехнического материала имеется одно противное свойство – сложность пайки алюминия из-за крепкой оксидной пленки.
Индивидуальности пайки алюминия
Задачи, которые касаются пайки алюминия, можно разъяснить тем, что поверхность данного материала покрыта узкой, очень крепкой и эластичной пленкой окисла. Из ежедневного знакомства с предметами из алюминия либо его сплава у почти всех сложилось неверное представление, что подобно великодушным сплавам алюминий не склонен к окислению в атмосфере. Окисная пленка, как и большая часть иных окислов, инертна и плохо смачивается расплавленным сплавом, потому эту пленку при пайке нужно за ранее удалить.
Удаление окисной пленки
Окисел не удается удалить механическими способами, поэтому что при соприкосновении поверхности алюминия с водой либо воздухом он опять мгновенно покрывается пленкой окисла. Флюсы, обычно, не растворяют окись. Вот почему пайка алюминия и изделий, сделанных из него, считается довольно сложной задачей, а разработка пайки алюминия различаются почти во всем от технологии паяния остальных металлов.
Для механической чистки поверхности от окисла рекомендуется зачищать сплав под пленкой масла, но масло обязано быть в этом случае совсем обезвожено, для чего же его рекомендуется прогревать в протяжении некого времени при температуре близко 150-200 градусов. Идеальнее всего использовать минеральные масла либо вакуумные ВМ-4, ВМ-1.

Предлагается также метод зачистки поверхности при помощи грубых стальных опилок, что растираются по поверхности сплава под слоем канифоли либо масла жалом паяльничка вкупе с припоем. В этом случае опилки делают функцию абразива, сразу происходит процесс облуживания. Наиболее надежную пайку алюминия можно получить, облуживая сплав по подслою меди, что электролитически нанесен на поверхность материала.
Для тех же целей можно использовать и подслой цинка, что нанесен также, как в рецепте хромирования алюминия. Пленка окисла наиболее накрепко удаляется при помощи особых активных флюсов. Отлично соединять функцию механической обработки поверхности с внедрением активных флюсов.
Пайка с внедрением канифоли
Для спаивания 2-ух проводов из алюминия их необходимо за ранее залужить. Для этого покрывают конец провода канифолью, помещают на шлифовальную шкурку, что имеет среднее зерно, и придавливают жарким залуженным паяльничком к шлифовальной шкурке. Также для пайки можно использовать раствор известной нам канифоли в диэтиловом эфире. Паяльничек при этом не отымают от провода и добавляют на залуживаемый конец канифоль.
Провод залуживается непревзойденно, но все манипуляции необходимо повторять пару раз. Опосля этого пайка алюминия в домашних критериях идет обыденным чередом. Также неплохой итог можно получить, если взять вместо канифоли минеральное масло для швейной машинки и четких устройств либо щелочное масло, что создано для очистки опосля стрельбы орудия.
Паяют алюминий отлично нагретым паяльничком. Чтоб соединить узкий алюминий, нужно, чтоб паяльничек имел мощность 50 Вт, для сплава шириной около 1 мм и больше желательна мощность порядка 90 Вт. При пайке материала, что имеет толщину больше 2 мм, пространство пайки за ранее нужно прогреть паяльничком.
Химическая методика
2-ой метод пайки алюминия заключается в том, что перед конкретной пайкой поверхность (пластинку либо провод) нужно за ранее омеднить, используя самую ординарную установку для гальванического покрытия. Но вы сможете создать проще. Зачистите пространство пайки шлифовальной шкуркой и нанесите на него аккуратненько пару капель насыщенного медного купороса.
Дальше подключите к дюралевой детали отрицательный полюс источника тока (выпрямитель, аккумулятор, батарейка от карманного фонаря), а к положительному полюсу присоедините кусочек медного провода без изоляции шириной 1— 1,2 мм, который находится в особом устройстве.

Медный провод должен находиться в щетине зубной щетки таковым методом, чтоб он не касался поверхности во время трения щетины — процедуры омеднения детали. Через определенное время на поверхности детали из алюминия в итоге электролиза будет оседать слой красноватой меди, который лудят опосля промывки и сушки обычным методом при помощи паяльничка.
Как вариант, вы сможете использовать при пайке алюминия своими руками вместо раствора купороса соляную аккумуляторную кислоту: нужно капнуть мало вещества в пространство пайки и позже водить по контактной площадке медным приводом. Осаждение меди будет происходить резвее, чем в первом варианте, но с кислотой следует обращаться осторожно.
Чтоб кислота не разъела излишний участок, его следует залить парафином либо заклеить скотчем, оголив подходящую площадь. Пространство пайки непременно промывается кропотливо водой. Таковым образом, можно проводить надежную пайку алюминия и меди, а контактные площадки при этом будут иметь аккуратную форму.
Пайка алюминия припоями
При пайке алюминия припоем основная задачка кроется в начальном покрытии поверхности сплава слоем припоя и пайке деталей, что облужены припоем. Залуженные детали из алюминия можно спаивать не только лишь меж собой, да и с деталями, что сделаны из остальных сплавов и металлов.
Вы сможете создавать паяние алюминия легкоплавкими припоями на базе цинка, олова либо кадмия и тугоплавкими на базе алюминия. Припои легкоплавкие числятся комфортными тем, что разрешают проводить процесс пайки алюминия оловом при низких температурах (150—400 градусов) и избежать тем существенного конфигурации начальных параметров алюминия.

Соединения алюминия, что спаяны легкоплавкими припоями, в особенности это касается сплавов кадмия и олова, образуют нестойкую с коррозионной позиции пару и коррозионным разрушениям плохо сопротивляются. Более надежными являются наиболее тугоплавкие припои на базе алюминия, которые содержат медь, цинк и кремний.
Простым из их выступает сплав алюминия с кремнием (11,7%). Еще наиболее надежный итог дает легкоплавкий сплав алюминия с 28% Сu и 6% Si. Пайку совершают обыденным паяльничком, его нажимало прогревают до температуры 350 градусов по Цельсию, с внедрением флюса, который представляет из себя смесь йодида лития и олеиновой кислоты.
Пайка сплавов алюминия
Используя припой 34А и флюс 34А, вы можете паять не только лишь сам алюминий, но также определенные его сплавы. Пайке легче всего поддаются сплавы АМц и авиаль, труднее — дуралюмин, В95, АК4 и литейные сплавы, которые имеют наиболее низкую температуру плавления. Паять сплав В95 и дуралюмин припоем 34А можно только при изготовлении маленьких изделий и с большенный осторожностью для избегания пережога либо образования в процессе пайки расплавления сплава.
Вследствие огромного нагрева при пайке, сплав В95 и дуралюмин перебегают в отожженное состояние, при этом наблюдаются утраты не меньше 30% прочности материала в области пайки, а его крепкость в случае пережога материала падает больше чем в два раза.

При нагреве также необходимо учесть риск коробления сплава, потому пайку горелкой нагруженных и крупногабаритных деталей из сплава В95 и дуралюмина советовать не будем. Пайку маленьких изделий из дуралюмина также безопаснее и целесообразнее создавать в печи, а не горелкой, где можно регулировать температуру пайки поточнее и благодаря этому избежать коробления и пережога деталей.
Для снятия стойкой окисла Аl2О3 принято использовать особо активные флюсы. Самое обширное применение получили при пайке алюминия флюсы на дюралевой базе, что известны под индексами НИТИ-18 и 34А. При употреблении флюса 34А стоит держать в голове, что он способен вызывать сильную коррозию сплава, потому остатки флюса опосля пайки должны быть удалены.
Паяное изделие с данной для нас целью необходимо подвергнуть специальной обработке:
- Помыть щетками в жаркой воде (температура 70—80 градусов) в протяжении 15—20 минут;
- Помыть в прохладной проточной воде ещё 20—30 минут;
- Обработать в растворе хромового ангидрида;
- Помыть в прохладной воде;
- Просушить при температуре около 80—120 градусов по Цельсию в течение 20 минут – получаса.
Таковым образом, чтоб спаять данный сплав необходимо запастись особым оборудованием для пайки алюминия и избрать один из способов пайки: паяние с механическим разрушением окисла либо с хим разрушением пленки.
Как припаять провод без паяльничка
Время от времени случаются такие ситуации, когда необходимо срочно спаять провода, а паяльничка под рукою не оказалось. Возникает неувязка: как припаять провод без паяльничка? Здесь на выручку приходят советы домашних мастеров.
Материалы для пайки проводов без паяльничка
Чтоб выполнить паяльный процесс, пригодятся источник нагрева и всё те же припой и флюс (канифоль). Для облегчения соединения проводов лучше использовать припой в виде узкой проволоки.
Принципиально! Наилучшим вариантом для пайки будет внедрение свинцово-оловянной трубочки с флюсом снутри. Не надо раздельно наносить канифоль и припой.
Внедрение способа лужения при пайке
Резвым методом припаивать провода является лужение. Для этого можно воспользоваться обычным гвоздём либо кусочком медной проволоки, конец которой необходимо расплющить молотком. Пайку создают последующим образом:
- Очищенные от изоляции концы проводов скручивают.
- На скрутку наносят флюс.
- Припой при помощи ратфиля либо надфиля превращают в порошок.
- Флюс на скрутке обильно посыпают свинцово-оловянной крошкой.
- Железный стержень (гвоздь, медный провод и пр.) нагревают на открытом огне. Для этого может употребляться газовая конфорка либо паяльная лампа.
- Раскалённым сердечником проводят вдоль скрученных проводов до получения луженой поверхности соединения.
Индивидуальности пайки в жёлобе
Соединение как одножильных, так и многожильных кабелей сечением 3 мм2 без паяльного оборудования может быть необычным методом:
- делают скрутку зачищенных концов проводов;
- кусочек фольги сгибают так, чтоб вышла удлинённая ванночка;
- в неё помещают скрутку;
- на зачищенные провода наносят флюс и засыпают оловянный порошок;
- фольгу прогревают открытым огнём зажигалки либо остальным источником пламени;
- во время прогрева скрутку поворачивают вокруг собственной оси;
- по окончании пайки остатки фольги убирают;
- спаянную скрутку оборачивают термоусадочной плёнкой и прогревают до получения плотного слоя изоляции.
Пайка посуды либо ёмкостей
С течением времени железная посуда может проржаветь. Не нужно торопиться выбрасывать прохудившуюся кастрюлю, её стоит запаять.
Как это создать без паяльничка? Для этого существует обычной метод. Для нажимала пригодится кусочек железной полосы шириной 30-40 мм и шириной не наиболее 1 мм. Это то, что можно использовать вместо паяльничка. Также необходимо приготовить кусочек свинцово-оловянного сплава, флюс и паяльную лампу либо газовую горелку. Работу делают в несколько шагов:
- Железную полосу подрезают таковым образом, чтоб было комфортно её держать рукою. Эту сторону полосы оборачивают термостойким материалом.
- 2-ой конец подрезают в виде литеры V. Его затачивают ратфилем.
- Кастрюлю переворачивают ввысь дном. Под неё подкладывают какой-нибудь материал с железной пластинкой так, чтоб сплав плотно прилегал снизу к отверстию в днище.
- Наждачкой зачищают поверхность вокруг дырки.
- Припой нарезают кусками ø 3-5 мм.
- На зачищенную поверхность наносят флюс.
- Потом вокруг отверстия укладывают куски припоя.
- Рабочий конец полосы нагревают на открытом огне.
- Самодельным паяльничком лудят ремонтируемый участок днища кастрюли.
- Опосля остывания пайку полируют наждаком.
Направьте внимание! Для пайки посуды и разных ёмкостей для готовки пищи необходимо использовать пищевой сплав, который состоит на 90% из олова. Этот сплав полностью безобиден для здоровья человека.
Паяльная паста для пайки без паяльничка
Паяльная паста содержит в себе флюс и припой. Это весьма комфортно при пайке без паяльничка. Не нужно возиться раздельно с этими 2-мя компонентами. Довольно 1-го нанесения пасты на пространство соединения проводов и потом прогреть его до температуры плавления припоя.
Паяльная паста состоит из железного порошка, флюса и фиксатора (клейкое вещество для удержания сплава в водянистом состоянии в границах пайки). Паста содержит порошок из олова и свинца с добавкой серебра. Пропорции состава варьируются зависимо от назначения средства.

При нагреве флюс одномоментно испаряется, припой крепко и плотно обхватывает всю скрутку проводов. В итоге пайка выходит высочайшего свойства. Применимый состав дозволяет обходиться без паяльничков и паяльных станций.
Для пищевой пайки рекомендуется применить пасты последующих марок: ПОС 63, ПОМ 3 и остальные. Пайку пастой употребляют для работы с микросхемами, где вместо паяльничков берут тонкие железные стержни, прогреваемые наружными источниками тепла.

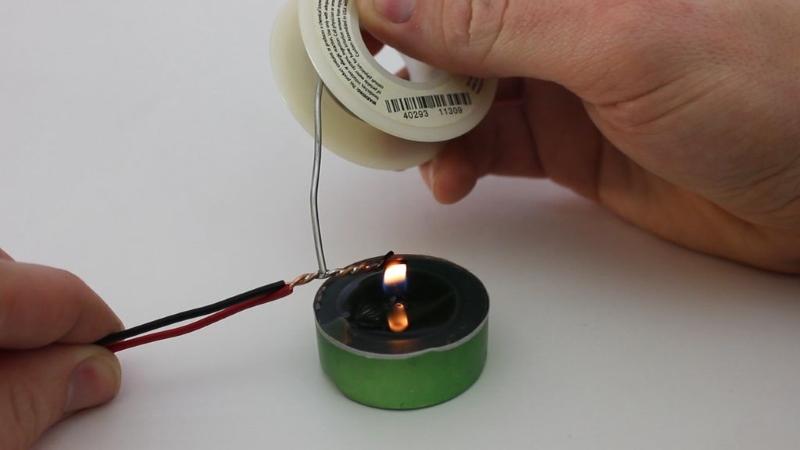
Способ пайки фольгой
Фольга с фуррором может поменять припой. Это узкая дюралевая плёнка, которая для плавки просит минимум термический энергии. Таковой метод пайки комфортен для соединения тонких проводов, которые употребляют китайские производители в собственных бессчетных электронных и электрических изделиях. Поступают последующим образом:
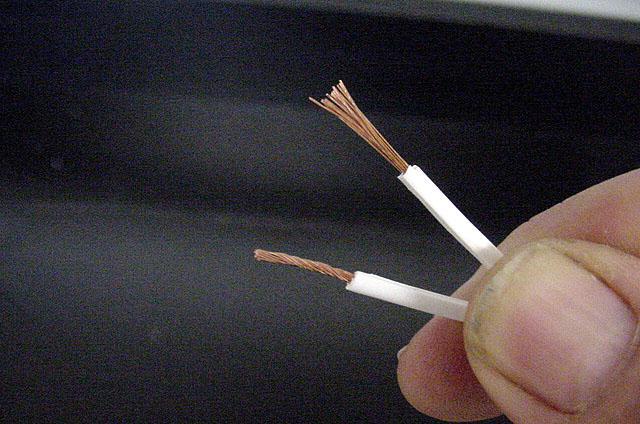
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают узким слоем паяльной пасты и заворачивают в фольгу;
- приобретенное соединение прогревают газовой зажигалкой либо пламенем свечки;
- в течение 1 минутки появляется крепкое спаянное соединение проводов.
Пайка проводов гирлянды и наушников без паяльничка
На рынке радиотоваров фактически все гирлянды и большая часть наушников сделаны в Китае. Китайские производители в собственной борьбе за экономию материалов употребляют в продукции провода так тонкие, что припаять их друг к другу обыденным паяльничком достаточно тяжело.
Потому при выполнении ремонтных работ лучше обойтись совершенно без паяльничка. Зачищенные концы проводков скручивают в плотное соединение. Берут заострённый стержень из медной проволоки ø 1-2 мм. Скрутку покрывают паяльной пастой. Пруток прогревают свечой на расстоянии 3 см от кончика нажимала. Сразу с сиим жалом проводят по скрутке, получая доброкачественную пайку. Это один из наилучших способов, как припаять тонкие провода без паяльничка.
Существует ещё один смышленый метод пайки тонких проводов. В качестве паяльного стержня употребляют обыденную канцелярскую скрепку. Её изгибают так, чтоб было комфортно паять, удерживая пруток пассатижами.
Пайка проводов к плате без паяльничка
Бывают такие случаи, когда проводок отрывается от платы. Как идеальнее всего припаять провод к старенькому месту схемы электрического устройства, когда не оказалось под рукою паяльничка?
Будет нужно источник нагрева. Если рядом окажется газовая конфорка либо паяльная лампа, то это будет наилучшим условием. В отсутствие их понадобится обычная зажигалка и хоть какой заострённый железный предмет, лучше гвоздь. Чем тоньше будет сплав, тем резвее он нагреется от пламени зажигалки.
Обычно, на месте старенькой пайки могут оказаться остатки припоя и флюса. Если даже их не окажется, то краешек оторванного проводка зачищают и прижимают его раскаленным гвоздём к старенькому месту крепления. Действовать необходимо осторожно, чтоб не разрушить саму плату. Эту же операцию можно провести при помощи швейной иглы.
Доборная информация. Некие домашние умельцы употребляют обычный карандаш. Его зачищают так, чтоб графитовый стержень был длиной 1,5 см. На конец карандаша одевают проволочную петлю, соединённую с одним из проводов 12 вольтового блока питания. Иной провод подсоединяют к скрутке. Соприкасаясь с паяльной пастой на скрутке, графит нагревает и плавит припой.
Кроме обрисованных способов пайки, можно отыскать ещё много методов обходиться без паяльного оборудования. Основное условие в этом деле – это обеспечение крепкого неразрывного и неопасного соединения проводов.



























