Как создать станок для загиба профильной трубы своими руками
Профильные трубы являются обширно всераспространенным материалом, который употребляют при разработке мебели, изготовлении разных металлоконструкций, оформлении интерьера и пр.Их индивидуальностью является высочайшая крепкость на извив, что с одной стороны отлично, но с иной – существенно усложняет процесс загиба для получения криволинейной детали. Но, решить эту делему можно с помощью специального станка.
Если для вас приходится нередко иметь дело с профильными трубами, то таковым механизмом нужно непременно обзавестись. В данной статье мы разглядим, как создать гибочный станок для профильной трубы своими руками, потому что стоимость готового оборудования весьма высочайшая.

Станок для загиба профильных труб
Изготовка станка
База
На 1-ый взор может показаться, что создать устройство, схожее на фирменные гибочные станки для профильной трубы, весьма трудно. Но, человеку, который умеет обращаться с сплавом и сварочным аппаратом – это полностью под силу. Основное – подступать к работе не спеша и поэтапно.

Начинать следует с производства крепкой базы – железного стола. Выполнить его можно из железного профиля либо другого материала. Самое основное, чтоб он был устойчивым и крепким, в неприятном случае даже отменно выполненный механизм окажется никчемным.

Механизм для загиба профильных труб
Изготовка механизма
Опосля того, как стол будет готов, можно приступать к изготовлению самого механизма. Для этого нужно сначала приготовить три вала, которые и будут производить сгибание детали. Валы представляют собой толстые железные ролики, непременно владеющие осью для вращения.
Их можно заказать в мастерской либо выискать в продаже на «барахолках». Когда эта детали будут готовы, следует сделать корпус для механизма и выполнить сборку.
{Инструкция} смотрится последующим образом:
- Сначала нужно из листа сплава шириной не наименее 5 мм вырезать корпус для устройства, который состоит из 2-ух трапеций, меж которыми и размещаются валы.
- Потом в получившихся трапециях нужно выполнить отверстия для осей роликов. Два вала должны размещаться над столом, а 3-ий над ними, на равноудаленном от их расстоянии.
- Следует подразумевать, что расстояние меж 2-мя нижними валами описывает радиус загиба. Чтоб самодельный гибочный станок для профильной трубы был всепригодным, систему можно усложнить и создать радиус регулируемым, для этого нужно просто выполнить несколько посадочных мест для роликов, что дозволит изменять меж ними расстояние.
Размещение верхнего ролика описывает наибольший поперечник труб, с которыми можно работать.Его положение также можно создать настраиваемым с помощью штока с резьбой, который дозволит передвигаться валу по направляющим и при всем этом быть накрепко зафиксированным. - Дальше нужно закрепить детали корпуса на верстаке. Создать это можно с помощью сварки или болтовым соединением. Во 2-м случае нужно снизу предугадать отогнутые ушки с отверстиями. Расстояние меж деталями корпуса обязано соответствовать ширине валов.
- Опосля закрепления корпуса на базе, нужно установить другие детали.
- Когда валы будут установлены, следует позаботиться о передаче им крутящего усилия. Лучшим вариантом является цепной механизм. Для этого необходимо приобрести цепь с 3-мя шестернями.

Вариант устройства привода
Две шестерни следует установить на нижние валы. 3-я будет делать функцию натяжителя, который размещается снизу меж 2-мя верхними шестернями.
- Потом к одному из валов нужно приделать ручку для вращения.
Сейчас станок для сгибания профильной трубы готов. Осталось лишь завести профиль меж верхним и нижними валами, и испытать изделие в действии.
Если на всех шагах все работа была выполнена без ошибок, то функционал изделия и его система будет вполне соответствовать фирменному станку. Естественно же, невзирая на все издержки, которые пригодятся для приобретения деталей, стоимость такового станка получится несравненно ниже, чем стоимость готового оборудования. (См. также статью Трубогиб для труб: индивидуальности.)

На фото – фирменный станок
Изготовка обычной конструкции
Если у вас нет способности либо времени выполнить настоящий станок по описанной чуть повыше схеме, то на этот вариант имеется наиболее обычной вариант. Для устройства таковой конструкции пригодится:
| Бетонная плита | Будет служить основанием конструкции. |
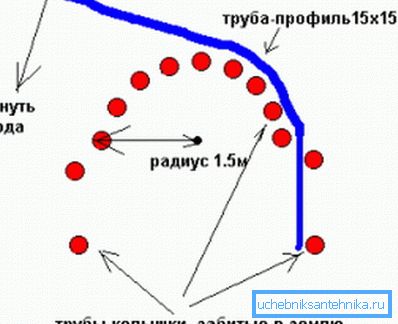
| 10 железных штырей фиксаторов | Вокруг их будет загибаться труба, потому штыри должны быть крепкими. |
Совет!
Если бетонной плиты нет, можно без помощи других залить бетонную базу и подождать пока она застынет.

Схема устройства обычной конструкции
Выполнить такую систему весьма просто:
- Сначала на основании нужно начертить радиус извива.
- Потом вдоль полосы извива необходимо выполнить 10 отверстий на схожем расстоянии друг от друга.
- Дальше в отверстиях нужно зафиксировать железные штыри (если основания заливается, штыри можно вбетонировать).
- На 2-ух последних штырях нужно выполнить механизм фиксации трубы – это быть может рядом расположенный доп штырь, набрасывающийся крючок либо что-либо еще.
Итак, система готова. Для загибания профиля нужно зафиксировать его конец на последнем штыре и медлительно огибать вокруг других стоек. Когда деталь состыкуется с крайним штырем, ее нужно зафиксировать и на некое время бросить в таком виде.
Вывод
Выполнить станок для загибания профильных труб, имея некие способности работы с сплавом, достаточно просто. Единственное, придется потратиться на детали, которые не получится выполнить без помощи других. Если же у вас нет потребности в неизменном загибании труб, можно выполнить наиболее ординарную систему, на изготовка которой уйдет еще меньше времени и средств, правда, она востребует еще больше усилия для загиба профиля.
Из видео в данной нам статье можно получить доп информацию по этой теме.
Профильные трубы являются широко всераспространенным материалом, который используют при разработке мебели, изготовлении различных металлоконструкций, оформлении интерьера и пр.Их изюминкой есть большая крепкость на извив, что с одной стороны отлично, но с иной – значительно усложняет процесс загиба для получения криволинейной детали. Но, решить эту делему может быть с помощью особенного станка.
В случае если для вас приходится достаточно нередко иметь дело с профильными трубами, то таковым механизмом необходимо в неотклонимом порядке обзавестись. В данной статье мы разглядим, как создать гибочный станок для профильной трубы своими руками, так как стоимость готового оборудования достаточно высочайшая.

Изготовка станка
На 1-ый взор может показаться, что создать устройство, схожее на фирменные гибочные станки для профильной трубы, очень трудно. Но, человеку, который может обращаться с сплавом и сварочным аппаратом – это полностью под силу. Основное – доходить к работе не торопясь и поэтапно.

Затевать направляться с производства крепкой базы – стального стола. Выполнить его может быть из стального профиля или другого материала. Самое основное, чтобы он был устойчивым и крепким, в другом случае не считая того как надо выполненный механизм окажется ненадобным.

Изготовка механизма
По окончании того, как стол готовься , может быть приступать к изготовлению самого механизма. Для этого необходимо до этого всего приготовить три вала, каковые и будут производить сгибание детали. Валы являются толстые стальные ролики, в неотклонимом порядке владеющие осью для вращения.
Их может быть заказать в мастерской или выискать в продаже на «барахолках». В то время, когда эта детали готовься , направляться сделать корпус для механизма и выполнить сборку.
{Инструкция} смотрится последующим образом:
- До этого всего необходимо из странички сплава шириной не меньше 5 мм вырезать корпус для устройства, который складывается из 2-ух трапеций, меж которыми и находятся валы.
- Опосля этого в оказавшихся трапециях необходимо выполнить отверстия для осей роликов. Два вала должны размешаться над столом, а 3-ий над ними, на равноудаленном от их расстоянии.
- направляться подразумевать, что расстояние меж 2-мя нижними валами описывает радиус загиба. Чтобы самодельный гибочный станок для профильной трубы был всепригодным, систему может быть усложнить и создать радиус регулируемым, для этого необходимо пара посадочных мест для роликов, что разрешит изменять меж ними расстояние. Размещение верхнего ролика описывает большенный поперечник труб, с которыми может быть работать.Его положение не считая этого может быть создать настраиваемым с помощью штока с резьбой, который разрешит передвигаться валу по направляющим и вместе с сиим быть накрепко зафиксированным.
- Позже необходимо закрепить детали корпуса на верстаке. Создать это может быть с помощью сварки либо болтовым соединением. Во 2-м случае необходимо снизу предугадать отогнутые ушки с отверстиями. Расстояние меж деталями корпуса обязано соответствовать ширине валов.
- По окончании закрепления корпуса на базе, необходимо установить другие детали.
- В то время, когда валы будут установлены, направляться позаботиться о передаче им крутящего усилия. Лучшим вариантом есть цепной механизм. Для этого нужно приобрести цепь с 3-мя шестернями.
Две шестерни направляться установить на нижние валы. 3-я будет созодать функцию натяжителя, который находится снизу меж 2-мя верхними шестернями.
- Опосля этого к одному из валов необходимо приделать ручку для вращения.
На данный момент станок для сгибания профильной трубы готов. Осталось только завести профиль меж верхним и нижними валами, и попробовать изделие в действии.
В случае если на всех шагах все работа была выполнена без ошибок, то функционал изделия и его система будет всецело соответствовать фирменному станку. Естественно же, не обращая внимания на все издержки, каковые понадобятся для приобретения деталей, стоимость для того чтоб станка окажется несравненно ниже, чем стоимость готового оборудования. (См. не считая этого статью Трубогиб для труб: изюминки.)

Изготовка легкой конструкции
В случае если у вас нет способности или времени выполнить настоящий станок по обрисованной выше схеме, то на данный вариант имеется наиболее легкий вариант. Для устройства такой конструкции понадобится:
| Цементная плита | Будет являться основанием конструкции. |
| 10 стальных штырей фиксаторов | Около их будет загибаться труба, исходя из этого штыри должны быть крепкими. |
Совет! В случае если цементной плиты нет, может быть без помощи других залить цементную базу и подождать пока она застынет.
Выполнить такую систему очень просто:
- До этого всего на основании необходимо начертить радиус извива.
- Опосля этого вдоль полосы извива нужно выполнить 10 отверстий на монотонном расстоянии друг от друга.
- Позже в отверстиях необходимо зафиксировать стальные штыри (в случае если основания заливается, штыри может быть вбетонировать).
- На 2-ух последних штырях необходимо выполнить механизм фиксации трубы – это может быть рядом расположенный доп штырь, набрасывающийся крючок или что-либо еще.
Итак, система готова. Для загибания профиля необходимо зафиксировать его конец на последнем штыре и копотливо огибать около других стоек. В то время, когда деталь состыкуется с крайним штырем, ее необходимо зафиксировать и на некое время покинуть в таком виде.
Совет! Чтобы трубу легче было загибать, ее за ранее направляться подогреть.
Вывод
Выполнить станок для загибания профильных труб, имея кое-какие способности работы с сплавом, довольно просто. Единственное, необходимо будет потратиться на детали, каковые не окажется выполнить без помощи других. В случае если же у вас нет потребности в неизменном загибании труб, может быть выполнить наиболее легкую систему, на изготовка которой уйдет существенно меньше времени и средств, вправду, она востребует существенно больше усилия для загиба профиля.
Из видео в данной статье может быть взять доп данные по этой теме.
Самодельный трубогиб для профильной трубы: устройство и аспекты производства
 Необходимость в надежном и ординарном устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с сплавом. Основа для беседки, навес для кара, садовая лавка, верстак…
Необходимость в надежном и ординарном устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с сплавом. Основа для беседки, навес для кара, садовая лавка, верстак…
Эти и почти все остальные конструкции получаются крепкими и прекрасными, если профильный сплав для их аккуратненько согнут на особом профилегибе.
Покупке готового станка постоянно есть экономная кандидатура, так как создать трубогиб для профильной трубы своими руками можно в домашней мастерской. Перед тем, как в тисках будет зажата 1-ая заготовка, мы хотим предложить для вас познакомиться с механизмом работы и существующими разновидностями самодельных трубогибов.
Как работает трубогиб?
Принцип деяния данного приспособления прост: меж 3-мя опорными валами помещают профильную трубу. Центральный вал делает давление, сгибающее сплав под необходимым углом.
Для загиба трубы на одном локальном участке употребляют точечный станок.

Если необходимо получить арочный профиль, то используют прокатный гибочный станок, совмещающий загиб сплава с протяжкой.

Разновидности трубогибных станков
Зависимо от привода, передающего усилие на профильный сплав, различают три разновидности трубогибов:
- механические (давление создается вручную при помощи центрального винта либо рычага);
- гидравлические (употребляется гидравлический домкрат);
- электронные (сгибающее усилие делает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).


Необходимо подчеркнуть, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу маленького сечения (максимум 40х40 мм). Большой профиль протянуть вручную нереально. Для его сгибания употребляют массивные станки с электронным протяжным механизмом.

Видео про устройство станка с электродвигателем:
Как создать гибочный станок своими руками?
Главный принцип, которым необходимо управляться при разработке чертежа самодельного трубогиба – наибольшая простота конструкции и надежность.
Вариант 1
Станок для точечного гнутья можно собрать из 2-ух кусков швеллера, 4 уголков и 2-ух обрезков пальцев от тракторных гусениц.
Сгибание трубы в нем делает обычный гидравлический домкрат усилием не наименее 5 тонн. На его рабочий шток устанавливается металлической «ботинок». Его можно заказать у токаря либо создать самому из старенького шкива, ширина «ручейка» у которого равна ширине профильной трубы. Отрезав половинку от шкива и высверлив в нем посадочное гнездо для штока домкрата, получают гидравлический приводной механизм.

Станина самодельного устройства состоит из 4 уголков (полка 60-80 мм), приваренных к металлической плите. К верхним торцам уголков параллельно приваривают два швеллера. В их стенах симметрично высверливают отверстия для регулирования угла загиба заготовки.
В рабочее положение ручной станок для гибки профильной трубы приводится весьма просто:
- В отверстия на швеллере вставляют два железных пальца и насаживают на их ролики-упоры.
- Домкрат с ботинком поднимают так, чтоб меж ним и упорами прошла профильная труба.
- Установив трубу, работают ручкой домкрата, создавая изгибающее усилие.
Видео сборки и работы точечного трубогиба:
Вариант 2
Прокатный ручной трубогиб для профильной трубы также полностью реально сконструировать своими силами. Для его производства будет нужно 2 погонных метра швеллера (высота стены 15-20 см), из которого нарезают основание и стойки.
Для производства вальцов берут 6 маленьких обрезков металлической трубы. Она будет делать роль обоймы для подшипников. Потому ее внутренний поперечник должен быть равен наружному поперечнику подшипника. Заказав у токаря три вала для насаживания гибочных вальцов, приступают к сварке станины.
У рассматриваемого станка роль направляющей, задающей угол загиба профиля, играет последняя правая опора. Она устанавливается на швеллере, шарнирно связанном с главный станиной с помощью обыденных дверных петель. Домкрат рабочим штоком упирается в поворотную платформу и поднимает ее.
Вращением ручки, насаженной на вал промежного упора, профиль протягивают через станок.

Регулировать радиус загиба профиля можно не только лишь наклоном поворотного швеллера, да и последними вальцами. Для этого их не приваривают намертво к станине, а делают сдвижными (сверлят отверстия в швеллере и опорных пластинках).
Заместо гидравлического домкрата для подъема последнего вальца можно применять винтообразной авто.



Видео по изготовлению прокатного трубогиба:



























