Как без помощи других сделать гибочный станок для профильной трубы
Материалом для каркаса большинства дачных строений служит железная труба – круглая либо профильная. Для соединения их употребляется сварка, намного пореже – крепление. При сборке системы отрезки круглого сечения стыкуются и через муфтовые соединения, а профильные – через хомуты.

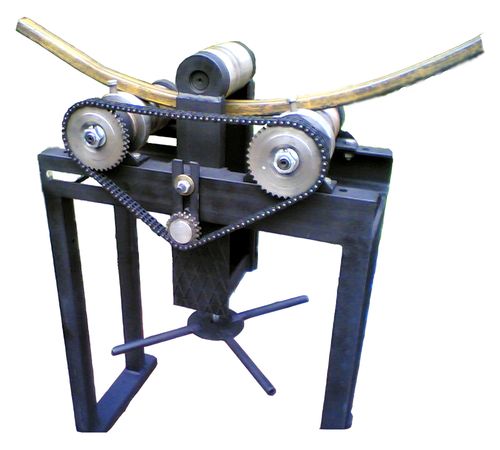
Ручной станок для гибки труб
При всем этом понятно, что стык, даже в случае самого отменно шва, является слабеньким звеном.
Разновидности гибочного станка
Изгибать профильные трубы своими руками, естественно, нереально. Для этого употребляются особое устройство – гибочный станок. Зависимо от технических черт он дозволяет работать со железными, дюралевыми, медными изделиями разной толщины и поперечника.

Большая часть моделей, применяемых на дачных участках, разработаны домашними мастерами и делаются своими руками. Размер таковых работ в личном хозяйстве невелик, и брать дорогостоящее оборудование нерационально.
Гибочные станки делят по способу установки:
- стационарные – предполагающие недвижную установку, размеры и варианты при всем этом могут быть самые различные: от бетонной плиты со штырями до станка с гидравлическим домкратом;
- переносимые – имеют малогабаритные размеры и некоторое опорное устройство;
- носимые – маленькие модели, опоры у их отсутствуют, опорную поверхность необходимо подбирать сообразно прилагаемым усилиям.

По типу привода конструкции делятся на три вида:
- ручные – все варианты, где давление просит мускульных усилий: от извива по древесному шаблону, до устройства с обыденным домкратом;
- электронный – приводится в движение при помощи электроприводов;
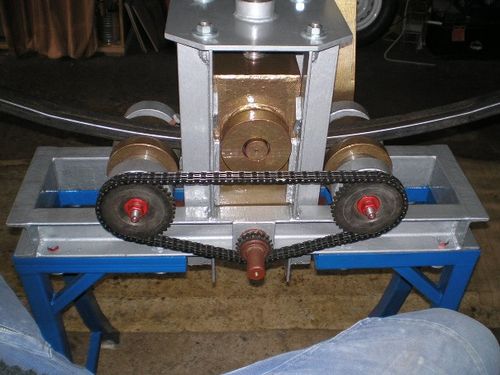
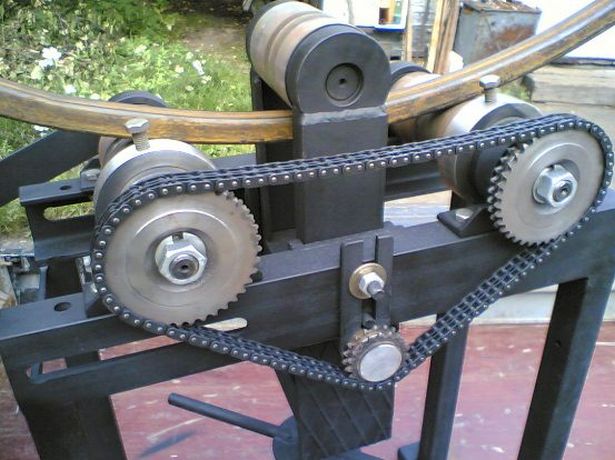
- гидравлический – давление создается при помощи гидравлического домкрата. Из вариантов, изготавливаемых своими руками, это самый всераспространенный вариант. На фото – ручное устройство.
Метод извива
Описывает главную конструкционную изюминка аппарата, его производительность и предназначение.
- Извив выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на древесном шаблоне труба фиксируется сверху и, на самом деле, обжимается по эталону, то тут деформация создается уровнем прижимания ролика к извиву. Этот вариант просит установки на крепкую опору и предназначен для работ маленького размера. Огромным плюсом способа служит получение изогнутых профильных труб без складок.
- Извив прессованием – отрезки трубопровода зажимаются недвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство делает своими руками, то основой вправду берут слесарные тиски.
- Извив прокаткой – профильная труба протягивается меж вращающимся деформирующим роликом и двум опорными. Этот способ более всепригоден, потому что дозволяет гнуть как тонкие трубки – в этом случае употребляются капролактамовые ролики, так и толстостенные изделия. На фото приведен эталон.

Конструкционные требования к гибочному станку
Рекомендуется сделать чертеж изделия, с учетом неотклонимых требований.
- Толщина сплава для станины рассчитывается исходя из предполагаемого размера изгибаемого трубопровода – не наименее 1/6 от поперечника либо ширины.

К примеру, если предполагается работа с профильной трубой сечением 20*30 мм, то толщина уголков, из которых сооружается станина, обязана быть не наименее 5 мм. В неприятном случае гибочный станок будет гнуть себя, а не профильную трубу.
- Толщина опорного основания вдвое больше, чем величина уголков, так же как и толщина матрицы.
- Поперечник роликов равен не наименее чем тройным характеристикам сечения.

Изготовка гибочного станка
Сначала сваривается база. Для нее пригодится чертеж, чтоб не ошибиться в размерах.
- Болгаркой нарезаются элементы станины и свариваются.
- Валы и ролики для устройства, обычно, заказывают у токаря. Но если есть токарный станок и надлежащие способности, то изготавливают без помощи других.
- Собирается верх механизма: вырезается железная пластинка по чертежу, высверливается отверстие для прижимающего винта, приваривается гайка требуемого поперечника.
- Устанавливается П-образная система по чертежу, сваривается. Вовнутрь помещается вал на 2-ух подшипниках и ролик – деформирующий. Потом вся система приваривается к станине.
- На равном расстоянии от краев станины и так, чтоб деформирующий ролик был буквально по центру, инсталлируются два остальных вала с роликами. На оси закрепляются звездочки передачи – можно применять звездочки с авто распредвала, на их надевается цепь.
- Если предполагается ручной привод, то к оси приваривается ручка. Гибочный станок можно оборудовать электроприводом: тогда к оси закрепляется шкив с ременным приводом.
На видео можно узреть все подробности производства устройства.
Как согнуть профильную трубу своими руками. Методы
Профильные трубы нужны в почти всех сферах жизни.
Из их изготавливают конструкции разных изделий в индустрии, строительстве и быту. Нередко для этих целей приходится придавать таковым трубам гнутую форму при помощи определенной деформации. Сгиб профильных труб может проводиться при помощи особых станков, именуемых трубогибами.
Без трубогиба подходящую форму придать изделию трудно. Их можно приобрести готовыми, произведенными в промышленных критериях, а можно создать без помощи других, если потребность в таком станке возникает временами для домашних нужд. Для этого, принципиально знать, как можно сделать самим устройство для сгибания профильных изделий.
Методы получения гнутых профилей
Используют два варианта гибки профильных труб своими руками: прохладный и жаркий.

Оба они преследуют цель сохранить целостность профильной формы при сгибании изделия. Для этого в противовес к наружному сдавливающему усилию при процедуре гибки внутреннее место профиля заполняется определенным веществом, препятствующим сдавливанию.
При прохладном методе таковым веществом является замороженная вода, а при жарком – речной песок.
Индивидуальности прохладного метода
Сгибание заготовки с внедрением воды обычно используют в зимнее время при мощных морозах. Для этого профильная труба с одной стороны герметично запирается пробковой затычкой, а с иной стороны заполняется водой.
Изделие оставляют на морозе в вертикальном положении герметичной стороной вниз до полного промерзания воды. Опосля этого производят процесс сгибания изделия до подходящего радиуса.
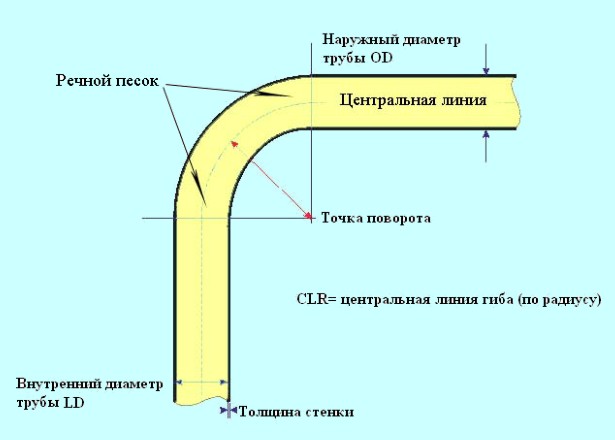
Жаркий метод сгибания
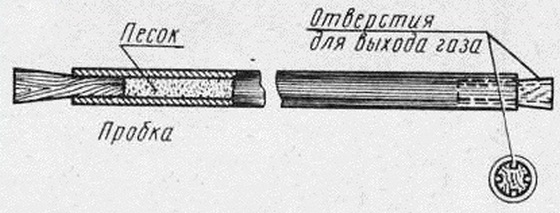
В базе метода лежит нагревание области сгиба профильного изделия. Его можно использовать в хоть какое время года. Трубу с 1-го конца также герметизируют, закрывая пробкой либо хоть каким подручным средством.
Потом вовнутрь с иной стороны засыпают речной песок и закрывают конец заглушкой. Размер длины заглушки должен превосходить поперечник трубы приблизительно в 2 раза, чтоб она могла выдержать вес помещенного в трубу песка.
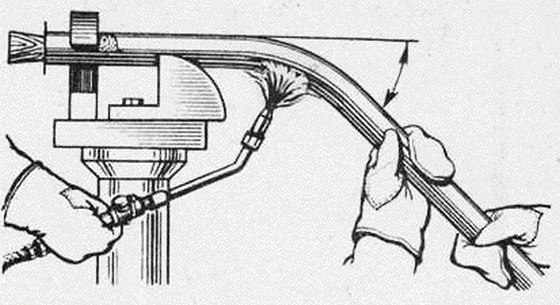
Пространство сгиба отмечают мелом либо маркером и создают его нагрев. Для отхождения образующихся при нагревании газов на концах изделия лучше просверлить маленькие отверстия.
При нагреве участка до подходящей температуры создают сгибание трубы на станке, соответственном характеристикам изделия.
Принципиально! При сгибании трубы не надо допускать искрения сплава.
Схема жаркого метода сгибания профильной трубы показана на рисунке:
Индивидуальности конструкций станков для сгибания различных профильных труб
Невзирая на простоту выполнения гибки профильных изделий, необходимо учесть их свойства перед тем, как приступать к сгибанию.
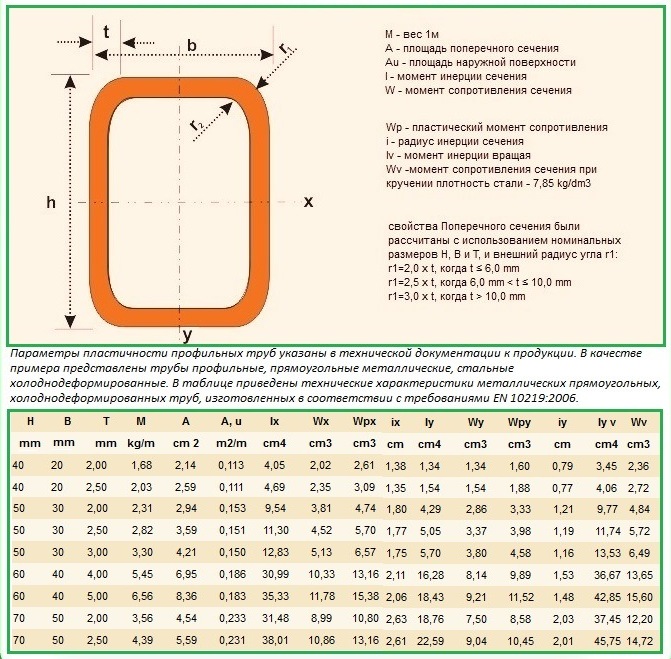
Выбирать систему устройства для сгибания следует с учетом размеров и параметров материала профилей. Это соединено с тем, что изделия различного поперечника и толщины стен, также выполненные из разных железных сплавов, имеют различный критичный малый поперечник извива.
Его значения указаны в особых таблицах, в каких учтены все характеристики труб. При сгибании профиля ниже критичного значения радиуса существенно понижаются прочностные свойства сплава в месте извива.
Таблица технических черт:
Станок для гибки профильной трубы, сделанный своими руками, может иметь различное устройство. Его сложность зависит от характеристик трубы и ее черт.
Для изделий с поперечным сечением до 2–2,5 см можно применять самые обыкновенные варианты устройства с внедрением бетонной плиты либо приготовленного шаблона планируемой дуги извива.
Для поперечных сечений профилей большего размера система станка наиболее непростая, в ней применяется метод загиба при сдавливании трубы во время прохождения через валки на подобии прокатного стана.
Разглядим наиболее тщательно, как сделать такие устройства.
Облегченные виды трубогиба
1. При помощи бетонной плиты
Для сотворения конструкции будет нужно бетонная плита, алмазное либо победитовое сверло для бетона и железные штыри.
Изготовка устройства проводят так:
- на поверхность бетонной плиты наносят схематическую сетку с ячейками 4×4 см либо 5×5 см;
- в месте пересечения сеточных линий просверливают углубления, предназначенные для железных штырей;
- вставленные в ячейки штыри кропотливо закрепляют бетонной заливкой, чтоб не допустить их выпадения под действием перегрузки от трубы.
Схема такового устройства изображена на рисунке:
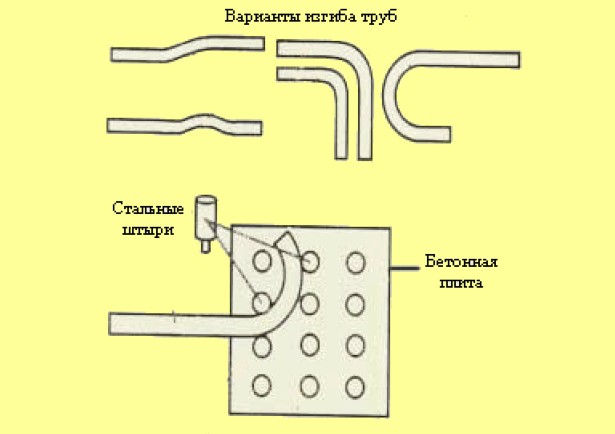
Процесс сгибания профиля осуществляется таковым образом:
- Труба вводится меж 2-мя, рядом расположенными штырями, и при помощи усилия сгибается в подходящем направлении. Радиус сгибания можно поменять, передвигаясь по элементам штырей, расположенных на искосок.
- Прикладывать сгибающее усилие необходимо равномерно, чтоб не допустить ненадобной деформации профиля. Для облегчения работы профиль можно подвергнуть маленькому нагреву.
- Сходу опосля деформации трубу вынимать из устройства не советуют, чтоб закрепить приобретенный извив. Для надежности концы изделия временно приваривают к вспомогательному железному прутку.
2. При помощи шаблона
Самым обычным приспособлением для гибки профильных изделий, нужным в домашнем применении, является метод сгибания по заблаговременно приготовленному шаблону. Сгибать можно не только лишь изделия из дюралевых сплавов, да и железные трубы маленьких размеров.

Шаблон делается из древесных досок, имеющих толщину чуток больше поперечника (размера сечения) сгибаемого изделия. Для удобства работы доски шаблона выпиливают под уклоном в сторону плоскости стола. Сам шаблон фиксируется на столе при помощи шурупов.
Не считая него на рабочей плоскости стола на маленьком расстоянии от шаблона закрепляют упор для удержания трубы.
Система роликового станка
Принцип деяния такового станка основан на прокатке профильной трубы через передвигающиеся валки, в каких она под действием давления приобретает подходящий извив. Движение происходит при помощи 2-ух горизонтальных роликов, установленных на основании швеллера.
Самодельный станок можно создать имея в наличии последующие детали:
- три валика, имеющие ось вращения для воплощения сгибания;
- профильный швеллер для производства рамы основания станка;
- цепь передачи привода;
- приводящий в движение механизм.
Порядок производства станка должен быть последующим:
- Поначалу необходимо сделать каркасную раму из железного швеллера. Элементы швеллера для рамы можно соединить сваркой, но для надежности систему лучше закрепить болтами.
- По вертикали в центре горизонтальной станины устанавливается система, имеющая форму в виде буковкы П, наверху которой крепится вал с муфтой. В центре муфты вставляется шпилька, на которую приваривается ручка, а сбоку устанавливается ролик.
- Два цилиндрических валка с вращающимися роликами крепятся на горизонтальной станине основания станка на схожем расстоянии от центра.
- К роликам крепится цепь для приведения механизма в движение при помощи ручного привода.
Крепление валков осуществляется болтами. Для этого в швеллере просверливают прорези, дозволяющие валкам передвигаться для конфигурации опции радиуса сгибания.

Работа на таком самодельном станке осуществляется так:
- профильная труба вставляется на горизонтальные подающие валки;
- вращением ручки струбцина придавливает трубу третьим валком. В итоге происходит деформация профиля при прохождении в данной для нас зоне.
- первоначальное деформирующее давление изменит конфигурацию трубы некординально, потому процесс протягивания через валки необходимо повторять до получения подходящего извива.
Радиус извива профиля зависит от расстояния меж нижними цилиндрами, которое можно изменять при помощи роликов методом их перемещения и фиксации при помощи стопора.
Для такового варианта конструкции станка употребляют способ «жаркой» подготовки изделий. Песок снутри нагретой области трубы, подлежащей извиву, не дозволяет ей деформироваться и держит форму профиля во время процесса сгибания.
Конструкции самодельных станков могут иметь различные варианты. Их устройство почти во всем зависят от имеющихся подручных материалов для производства.
При простых способностях конструирования можно усовершенствовать этот вид устройства станка по собственному усмотрению и создать его применение в домашних критериях всепригодным.
Как создать трубогибы для профильной трубы своими руками?

В современное время существует огромное количество разных инноваторских технологий, но даже они нередко не могут поменять обычные и обыкновенные в воззвании станки. Один из таковых станков предназначен для сгибания труб. Почаще всего трубогиб употребляют на производствах, но есть и маленькие компании, которые занимаются строительством и употребляют эту аппаратуру.
В хоть какой момент может пригодиться профильный трубогиб. Его употребляют не только лишь для сгибания материала трубопровода. Трубы могут пригодиться для установки каркаса теплицы либо навеса во дворе личного дома. Схожий станок просто заказать на специализированных фирмах, а можно всё создать и своими руками, при всем этом сберечь огромное количество валютных средств.
Разница сгибания профильной и круглой трубы

Сначала стоит осознать, в чём заключается основная разница меж трубогибами для круглых и профильных труб. Круглые трубы, обычно, предусмотрены для установки в водопроводную систему, или в виде стоек под навесы либо теплицы. Профильный либо тонкий материал употребляется только для установки каркаса, причём это касается производственных и личных целей.
Профильные трубы нередко употребляются при личном строительстве. Круглые трубы, в отличие от профильной модели, должны быть очень устойчивы и герметичны, потому станки для их сгибания имеют индивидуальности. Конкретно потому трубогибы для круглого материала, постоянно имеют жёлоб оправки и упрямого колеса определённого поперечника.
Система профильных трубогибов мало проще современных аналогов. Жёлоб почаще всего прямоугольной формы либо совершенно установлен лишь «зуб» относительно окружности. Размеры сечения сохраняются благодаря поднятию стены трубы вовнутрь. Это сказывается на качестве конечной работы, ведь профильные трубы в итоге загибаются под малый радиус. Трубогиб применяется для производства профильных труб, нередко нужен для сотворения декоративных деталей «прохладной ковки».
Профильный трубогиб с вальцами своими руками
Самодельный вариант хоть какого станка, обычно, взят из схем производственных технологий. Трубогиб не является исключением, но выстроить его довольно просто, ведь схемы облегчены и могут подойти для мастера, даже с маленьким опытом работы по сборке станков. Вальцевые трубогибы можно поделить на две модели. Выделяют варианты с пресс-вальцами и подъёмные (платформенные) модели. По конструкции они практически совпадают, отличие лишь в деталях, которые задают радиус арки. При строительстве стены своими руками, идеальнее всего выбирать платформенный вариант.
Этапы выполнения работы
Сперва при постройке трубогиба своими руками, необходимо приготовить нужный материал. Пригодится три подшипника с поперечником высадки не наименее 30 мм для сотворения основного вальца. Опосля этого необходимо подобрать главные валы, которые будут установлены в подшипники. Подходят заводские валы либо детали от авто техники. Главный материал станка трубогиба это швеллер, пластинка из стали в 10 мм. Угол материала, обычно, подбирается мастером зависимо от количества железных листов.
Главные этапы выполнения работы:

- Необходимо взять швеллер с толстыми стенами. Для базы подойдёт материал с размерами 100– 150 мм и длиной 800 мм.
- Платформа обязана быть выполнена из такового же материала. Подходят две полосы швеллера по 300 мм.
- С хоть какой стороны швеллера необходимо отмерить расстояние 50 см и приварить к данной для нас части центральную стойку, высота которой обязана приравниваться 35 см. Центральная стойка производится из трубы квадратной формы либо спаренного швеллера.
- Недвижная платформа приваривается строго по горизонтали в высшей части. Нужно также приварить и заднюю стойку.
- При помощи профильной трубы нарастить стены, на высоту приблизительно 120 мм. Высота обязана соответствовать схеме трубогиба, также подступать по размерам наибольшей толщины трубы для её предстоящего сгибания.
- Сборку подвижной платформы необходимо начать с сотворения петли. Для этого нужно подобрать петлю и так именуемый палец. Размеры должны позволять заходить в трубу без свободного хода. Труба разрезается по ширине швеллера на три части. Две последние части инсталлируются при помощи сварки на станину, а оставшаяся деталь прикрепляется к швеллеру на отрезке 300 мм.
- Подшипники привариваются к платформе на расстоянии 50 мм от края. Потом буквально так же привариваются подшипники на участках наращённых стен. Уголки добавочно усиливаются. Потом перекос подшипников может помешать установке вала.
- Вальцы инсталлируются в подшипники, при всем этом на среднюю деталь устанавливается съёмный вороток. Может подойди хоть какой элемент, даже педаль от обыденного велика.
- Под конец сборки подвижной платформы необходимо установить регулировочный устройство. Здесь можно применять обыденный гидравлический либо резьбовой домкрат. Подъёмник для надёжности необходимо закрепить при помощи болтов.
- На болты для удобства работы прикрепляются ещё и лампы.
Практически станок завершён. Остаётся лишь смазать детали и проверить его на практике.
Профильный трубогиб с гидравликой

Трёхточечные станки для сгибания труб существенно различаются от аналоговых моделей. Это связанно не только лишь с установкой гидравлического привода, да и с конструкцией, которая существенно понижает сложность работы. Механизм работы станка при всем этом довольно прост. Труба просто фиксируется в 2-ух точках и в средней части продавливается упором. Для этого употребляется круговая бабка и оправка с жёлобом. Труба в итоге равномерно воспринимает форму сгиба.
Практически, трубогиб с гидравлической системой разрабатывается на базе подвижной платформы. Конкретно потому схемы первого варианта станка придётся в любом случае делать и лишь позже устанавливать гидравлику. Подвижная платформа нужна для того, чтоб усилия, которые идут на оправку трубы компенсировались упором. Для заслуги таковой силы, необходимо будет применять механический либо гидравлический домкрат.
Для производства гидравлического трубогиба пригодится материал.
- Пружины на растяжение размером 200 мм.
- Гайки с болтами по 10 и 20 мм.
- Пластинки из стали 10 мм. Пластинки должны соответствовать четким размерам 600х150 мм — 2 шт., 300х80—1 шт.
- Полосы и нарезки металлической пластинки обязаны иметь размеры 6–10 мм ширина, длина 450 мм — 4 шт.
Не считая материалов для производства гидравлического трубогиба, пригодятся и инструменты.
- Сварочный аппарат, болгарка и дрель с мощностью 850 Вт либо выше.
- Рулетка, маркер, угольник и керкер.
- Для болгарки пригодиться расходный материал. Диски по сплаву должны быть отрезными и шлифовальными.
- Для дрели расходный материал — это свёрла по 6, 10 и 16 мм.
Система станка в итоге будет состоять из авто, гидравлического домкрата, который в хоть какой момент можно снять из жёсткой, пространственной рамы. Естественно, что основное достоинство гидравлического станка, это съёмный домкрат. Не надо брать силовой привод раздельно для трубогиба.
Индивидуальности производства рамы

На самом деле, система рамы весьма обычная, ведь здесь пригодиться создать две «зеркальные» стены и установить пятку, которая будет служить местом установки домкрата.
Приступать к работе необходимо с разметки металлической пластинки. Разметка делается от вертикальной оси пластинки. Для начала стоит установить отметки на нижней части на расстоянии 40 мм от края и 75 мм от главный оси. Последние отверстия при всем этом находятся на расстоянии 25 мм от края. При окончании разметки последних и первых отверстий крыла можно установить положение промежных отверстий и позже их разбить на равные отрезки. Осями отверстий являются пересечённые опасности и наклонная ось.
Размеры отверстий должны соответствовать 22 мм. Если под рукою нет специального устройства для сверления отверстий таковых размеров, можно применять ординарную дрель. Чтоб не перенапрягать инструмент, рекомендуется отверстия высверливать равномерно. Поточнее говоря, необходимо равномерно наращивать поперечник отверстий, начиная со сверла в 8 мм.
Пластинка, которая устанавливается в зеркальном положении, разрабатывается аналогичным образом. Упрямая пластинка, которая размещается в нижней части, устанавливается умеренно осям и в это время выявляются месторасположения отверстий для домкрата. Обычно, пятка для домкрата уже имеет штатные отверстия, которые будут служить креплением.
При разработке 2-ой конструкции стоит учесть размеры домкрата и расстояние от днища желоба оправки до высшей части упрямого ролика. При всем этом соблюдаются строгие характеристики вертикали. Если шток домкрата на сто процентов задвинут, и перегрузки нет, то расстояние обязано быть равно 20 мм. Такое расстояние нужно избрать при установке трубы с наименьшим поперечником в 15– 16 мм для следующего сгибания.
Все вольные углы в конце работы срезаются. Кромки и торцы, которые находятся на станке, срезаются либо отшлифовываются болгаркой. Так станок приобретает симпатичный вид, работать становиться комфортнее и безопаснее.
Главные нюансы при сборке станка своими руками

Зеркальные железные пластинки должны быть установлены друг от друга на несколько мм далее наибольшего поперечника трубы. Для станка гидравлического типа наибольший предел расстояния должен составлять 50 мм, другими словами разница меж зеркальными пластинами обязана быть 53–55 мм.
Упрямые ролики инсталлируются сначала перед сварочными работами, при всем этом необходимо избрать размеры, которые соответствуют высоте цилиндра. Далее определяется положение установки железных полос на пятку, и вся система сваривается в одно целое.
Промежная полка устанавливается согласно хорошему положению на нижнем участке трети. Опосля этого крепится пружина оборотного хода. Крепление для пружины оборотного хода к штоку гидравлического либо механического домкрата подбирается по личным характеристикам. Здесь стоит учесть сначала систему домкрата и средства находящиеся под рукой.
Особые элементы
При сборке своими руками трёхточечного, гидравлического трубогиба могут появиться некие аспекты. Обычно, оправку создать в домашних критериях просто не получиться, потому придётся обращаться за помощью к токарю либо брать деталь на рынке. Обычно стоимость производства оправки колеблется от 10 до 25 баксов зависимо от трудности работы, которая определяется размерами детали. На рынке оправка стоит около 20 баксов.
Упрямые ролики также заслуживают отдельного внимания. Эта деталь представляет собой втулку с массивными качествами под ось, равную 20 мм. Здесь под плоскость снаружи можно сварить оправки своими руками. По размерам они должны соответствовать главным характеристикам поперечника, который равен 25, 38 и 50 мм. Оправка в этом случае делается из трубы огромного поперечника. Опосля установки оправки под упрямый ролик, она рихтуется при помощи молотка.
Заключение
На любом производстве либо в личных целях может пригодиться станок для сгибания труб. Обычно, почти все станки можно приобрести на рынках либо создать на заказ. В неких вариантах, если есть нужный материал и инструменты, трубогибы можно расслабленно создать и в домашних критериях при малых валютных издержек.



























