Как создать станок для гибки профильной трубы своими руками: чертежи, видео
Применение профильных труб всераспространено не только лишь в строительстве. Почти все домашние умельцы приспосабливают их для декорации фасада и ворот, при постройке теплиц, в остальных бытовых нуждах. В почти всех вариантах изделию необходимо придать изогнутый контур. Заказывать услугу либо получать заводской станок будет дорого. Выходом станет самостоятельное изготовка станка для гибки профильных труб.
Виды профилегибочных станков
Размер производства почти во всем зависит от толщины и материала изгибаемых труб. Трубогибы, изготовленные своими руками, в состоянии сделать сгибание изделия из алюминия, стали, меди. Габариты сечения профиля зависят от расположения валов и способности их регулировки.
По типу установки гибочное приспособление быть может:
- стационарной установки. В главном, таковыми изготовляют мощные механизмы для огромных размеров гиба. Под установку необходимо создать бетонное основание либо сварная коробка верстака;
- переносные профильные трубогибы владеют средним весом и производительностью. Под их устраивается сварное основание либо основа, собранный на болтах своими руками;
- носимые. Такие трубогибы создаются, в главном, для гибки узкого профиля, с внедрением в декоративных целях. Установка гибки делается на всякую ровненькую, устойчивую поверхность: бетонную, железную, древесную. Гибка осуществляется ручным методом.
По типу приводного устройства станки бывают:
- ручные — сгибание осуществляется средством передачи усилия мускул. Недочетом является неудобство сотворения нескольких извивов и неконтролируемый радиус искривления;
- электронные – гибка осуществляется работой электродвигателя;
- гидравлические – усилие на элемент передается средством гидравлического домкрата. Это самый всераспространенный при самостоятельном изготовлении вариант.
К электронным самодельным трубогибам можно подключить электрический контроллер точности гиба.
Профилегиб быть может роликовым и плитным. В первом случае радиус труба приобретает за счет проката меж 2-мя рядами роликов. Во 2-м случае она гнется на штырях, замоноличенных в бетон. 2-ой вид самый обычной в изготовлении, но просит усилий при работе своими руками.
Различие станков по способу гиба
Извив трубы по радиусу и по углу весьма различаются. В особенности это касается конструкций, предназначенных для транспортировки жидкостей. Пластического изгиба трубы можно достигнуть несколькими методами:
- гибка по шаблону;
- выдавливание;
- прессовка;
- прокатка.
Выгибной либо лучковый трубогиб представлен древесным цилиндром и палками воротками. Труба закрепляется на конструкции. Концы натягиваются ручным методом. Метод не дает способности надзирать поперечник гиба. Для четких работ лучше создать станок по инженерным расчетам своими руками.
Для сохранности трубы и равномерности распределения усилий она заполняется песком. Наполнение происходит с постукиванием молотком, содействующим усадке материала.
Выдавливание представляет собой безматричную прессовку с помощью 1-го пуансона. Благодаря, заменяющим матрицу роликам либо поворотным ботинкам, вектор усилия перпендикулярен изделию. Это дает точность гиба.
Процесс различается необходимостью медлительно и плавненько подавать нагрузку. Пригождается в данном методе ручные гидравлические домкраты. Таковой вариант особо всераспространен при монтаже своими руками.
Извив прессовкой можно создать, используя обыденные тиски, тормозной барабан и шкив. Станок своими руками устанавливается методом прикрепления на губы тисков пуансона и матрицы.
Чертежи профилегиба с возможностью прокатки можно отыскать на форумах и веб-сайтах. Механизм работы заключается в прохождении труб меж 2-мя рядами роликов. Позицию недвижных деталей можно создать переставной, регулируя радиус кривизны.
Валы представляют собой железные цилиндры с осью вращения. Два крепятся приблизительно в 10 см от установочной поверхности, 3-ий над ними подходящей создать с возможностью ручной вертикальной регулировки.
Изготовка станка своими руками

Для производства своими руками даже самого обыденного самодельного профилегиба пригодится расчет. В таком случае мала возможность ошибиться с размерами, потребностью в материале и выдерживаемыми усилиями.
- с помощью болгарки нарезаются железные либо древесные элементы основания;
- изготовка валов и остальных ответственных деталей доверяется токарю. При наличии токарного станка и способностей работы с ним можно все создать без помощи других. Размеры вала должны быть согласованы с используемыми подшипниками и звездочкой;
- в кольцах просверливаются пазы и отверстия;
- готовится основание для прижимающего вала. Он крепится к полке через шпонку;
- устанавливается основа основания;
- устанавливаются опорные валы и устраивается портальная система для верхнего вала;
- все движимые элементы станка соединяются цепью;
- крепится ручка вращения для работы вручную либо подкрепляется к движку. Устанавливается домкрат.






Выбирать тип станка, необходимо ориентируясь на толщину стен изгибаемых труб.
| Толщина стен, мм | Тип приспособления гибки |
| до 20 | бетонная плита с металлическими стержнями, лубковое приспособление |
| наиболее 20 | устройство на гидравлике либо электронный станок |
Благодаря сборке станка своими руками реально избежать излишних издержек на заводское оборудование. Плюсом личного станка станет его полная адаптация под определенные нужды и потребности. В случае необходимости изготовленный без помощи других агрегат можно усовершенствовать и перекомплектовать.
Закрепить способности производства ручного гибочного станка, можно посмотрев видео:
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является весьма пользующимся популярностью видом металлообрабатывающего оборудования. Разъясняется это тем, что трубные изделия данного типа сейчас интенсивно используются в почти всех сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы просто производится даже с помощью ручного инструмента, то для изгиба такового изделия нужно употреблять особый станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такового станка в свое распоряжение быть может всего два: приобретение серийного оборудования, на что нужно будет выделить значимые денежные средства, либо изготовка устройства для гибки профильных труб своими руками. На нынешний денек есть огромное количество конструктивных схем, по которым могут быть сделаны самодельные станки для гибки профильных труб. На более обычных из их и, соответственно, более фаворитных посреди домашних мастеров стоит тормознуть подробнее.
Устройство трубогибочного станка и {инструкция} по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской либо гараже, станок для гибки профильной трубы своими руками быть может сделан по разным конструктивным схемам. Сделав даже простой самодельный трубогиб, в предстоящем, если в этом возникнет необходимость, вы можете усовершенствовать его систему, наделив такое оборудование рядом доп функций.

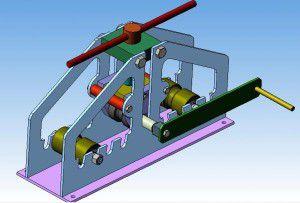
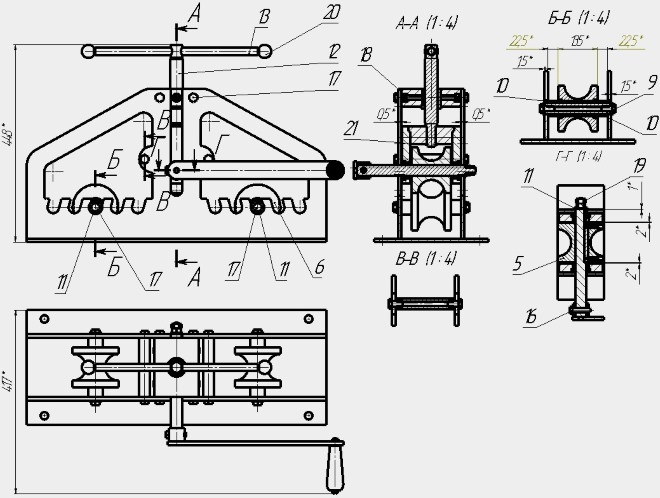
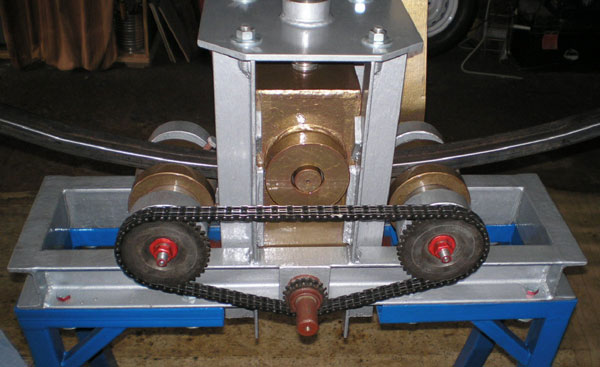
Система станка для гибки труб (в разрезе)
Главными элементами конструкции хоть какого станка, на котором производится гнутье труб, являются:
- несущая рама, которая делается из массивного железного профиля;
- три вала, крутящиеся на отдельных осях (конкретно средством таковых частей, которые должны различаться высочайшей прочностью, гибочные станки и действуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, с помощью которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед созданием самодельного оборудования для гибки лучше приготовить его чертеж либо отыскать готовый в вебе. Наиболее того, там можно найти и видео с подробной аннотацией, объясняющей процесс производства устройства для изгиба профильных труб.
Опосля того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете использовать собственный трубогибочный станок для труб огромного поперечника, то для сборки его несущей рамы лучше не употреблять сварку: она не сумеет обеспечить конструкции оборудования требуемую надежность. В таковых вариантах элементы рамы лучше соединить меж собой с помощью болтов. Внедрение болтовых соединений, не считая того, сделает ваш трубогибочный станок наиболее мобильным, вы в хоть какой момент можете стремительно разобрать его и перевезти в другое пространство.

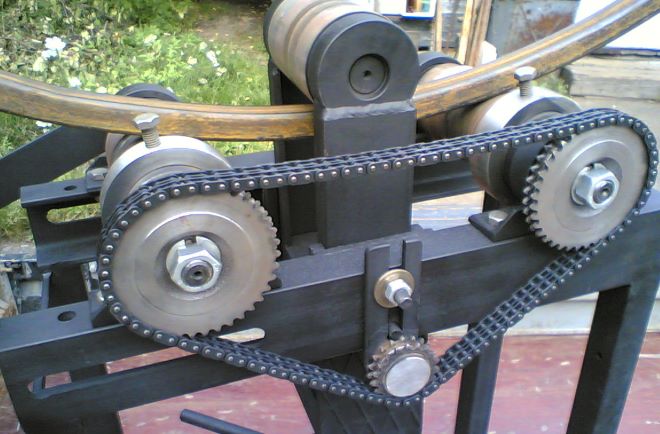
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается хоть какой гибочный станок для профильной трубы, – это цилиндры с осями вращения, сделанные из прочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при всем этом два из их фиксируются мало выше поверхности десктопа, а 3-ий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии размещаются меж собой рабочие поверхности нижних валов. Таковым образом, если, создавая собственный трубогибочный станок, вы сходу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы можете регулировать характеристики выполняемого сгиба, также обрабатывать трубы различного размера.

Сваренная из толстого сплава П-образная каретка с прижимающим валом

Для закрепления подшипников употребляются «полумесяцы» из 4-миллиметрового сплава
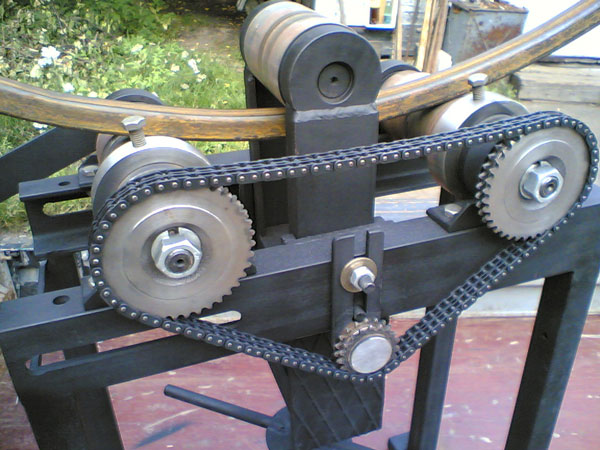
Опосля того как все рабочие валы трубогибочного станка установлены на раме, нужно собрать механизм, который будет приводить их во вращение. В качестве такового механизма идеальнее всего употреблять цепную передачу, элементами которой будут три звездочки и сама цепь, соответственная им по своим характеристикам. Две звездочки инсталлируются на оба нижних вала трубогиба для профильной трубы, а 3-я фиксируется ниже, на одном из частей несущей рамы. Весьма принципиально предугадать возможность конфигурации положения нижней звездочки, потому что это дозволит для вас делать натяжку цепи на трубогибочном станке. Чтоб приводным механизмом станка можно было просто управлять, на одной из звездочек фиксируют ручку, которую следует создать не только лишь крепкой, да и очень комфортной в работе.

Трубогиб собран и готов к испытанию
По окончании сборки станка следует выполнить на нем тестовый извив трубы. Если результаты теста вас удовлетворили, можно начинать воспользоваться своим оборудованием.
Как сделать профилегиб еще наиболее обычной конструкции
Профилегибочный станок своими руками можно сделать по еще наиболее обычной конструктивной схеме. Если вы остановите собственный выбор на приспособлении данного типа, следует подразумевать, что для того, чтоб согнуть профильную трубу своими руками на схожем устройстве, для вас потребуются суровые физические усилия.
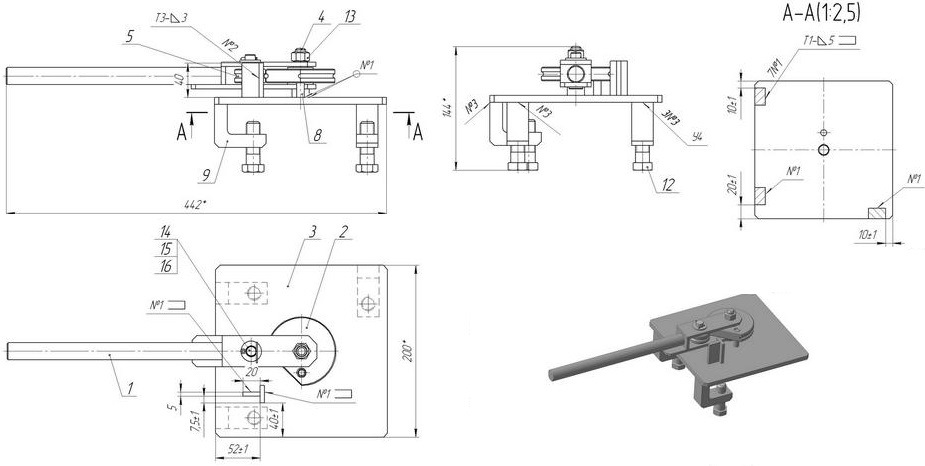
Чертеж маленького ручного профилегиба, фиксируемого на слесарном верстаке (нажмите для роста)
Если оборудование для гибки, снаряженное рабочими валами, употребляется для проката профильной трубы, в процессе которого производится ее загибание, то профилегибы простейшей конструкции, о которых речь идет, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который за ранее нужно сформировать из агрессивно закрепленных частей. В качестве таковых частей почаще всего употребляются крепкие железные штыри, закрепленные в бетонном основании. Из таковых штырей формируется дуга, по которой и производится загибание профтрубы.
Чтоб сделать устройство, на котором можно будет отлично выполнить гибку трубы по радиусу, идеальнее всего без помощи других залить бетонную площадку и очень накрепко зафиксировать на ней железные штыри.
- Один конец трубы накрепко фиксируется.
- На физическом уровне воздействуя на 2-ой, незакрепленный конец трубы, изделие начинают плавненько и аккуратненько гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- Опосля того как труба заполучила требуемую конфигурацию, ее 2-ой конец тоже закрепляют и оставляют изделие в таком положении на некое время, чтоб сплав привык к новенькому состоянию.
Так как работа на таком приспособлении просит приложения значимых физических усилий, то для облегчения задачки (в особенности при гибке труб огромного поперечника) пространство грядущего сгиба за ранее нагревают газовой горелкой либо на костре. Наиболее тщательно познакомиться с правилами работы на таком устройстве можно по соответственному видео.
Естественно, такое приспособление, которое можно сконструировать во дворе собственного дома, владеет малой эффективностью и функциональностью. К примеру, с его помощью довольно трудно делать гибку нержавеющих труб либо производить непростой извив. Тем не наименее употреблять его для простых гибочных работ полностью можно. Такие работы, к примеру, могут быть соединены с прокладкой трубопровода либо созданием каркаса для домашней теплицы.
Изготовка рычажного трубогиба
Выборка фото и чертежей для самостоятельного производства трубогиба рычажного типа, также видеоролик с комментами и пояснениями от создателя.

Этот рычажный трубогиб не очень сложен в изготовлении и дозволяет работать с достаточно толстыми трубами








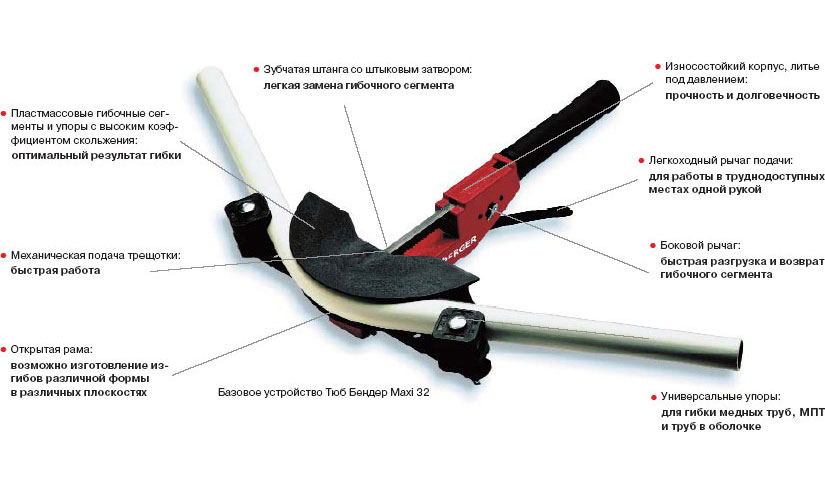
Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей проф деятельностью, то наилучшим выбором для вас станут серийные станки для гибки профильной трубы, которые различаются не только лишь высочайшей эффективностью, да и расширенным функционалом. Сейчас существует огромное количество самых различных моделей профилегибов, которые различаются друг от друга как собственной производительностью, так и набором многофункциональных способностей. Такое обилие дозволяет подобрать станок для выполнения гибки профильной железной трубы, ориентируясь на свои потребности и денежные способности.

За маленькие средства можно приобрести компактный ручной станок
- Отдельные модели могут быть обустроены электрической системой управления, что дозволяет заавтоматизировать процесс гибки.
- Внедрение сменных рабочих насадок существенно расширяет многофункциональные способности профилегибов.
- Не считая электрической системы управления, отдельные модели таковых станков могут оснащаться дистанционным пультом.
- Серийные профилегибы различаются малогабаритными габаритами, что делает их весьма мобильными.
- Устанавливать такое оборудование можно на хоть какой ровненькой и жесткой поверхности.
- Технические способности таковых станков разрешают делать даже весьма сложные извивы на трубах (П-образные, N-образные и др.).

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем шириной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует подразумевать, что стоимость такового оборудования зависимо от его технических черт и функциональности начинается от нескольких сотен баксов США (Соединённые Штаты Америки — государство в Северной Америке) и может достигать нескольких тыщ.
Как создать трубогиб для профильной трубы своими руками? Индивидуальности гибки вручную и на профилегибочном станке
Изгибание круглой либо профильной трубы просит особенного подхода, а неискусные деяния приведут к повреждениям и деформациям. Трубогибы помогают решить данную делему, обеспечивая изгибание по подходящему радиусу с высочайшим качеством.
Это приспособление можно приобрести в готовом виде, но можно создать и своими руками, избегая ненадобных издержек (смотрите остальные инструменты для строительства и ремонта).
Назначение приспособления
Трубогиб – это приспособление, которое обеспечивает высококачественное изгибание по данному поперечнику (при изгибании профильной трубы – профелегиб). Для что он нужен? Его необходимость разъясняется тем, что трубная система представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При вольном извиве вероятны такие трудности:
- высшая часть подвергается значительному растяжению, прямо до разрыва сплава;
- нижняя часть сжимается с не малым усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что значительно усугубляет проходимость внутреннего канала;
- извив весьма тяжело обеспечить строго по данному поперечнику – появляются разнонаправленные поперечные деформации.
Трубогиб (профлегиб) делает серьезное направление деформации по окружности и умеренно перераспределяет перегрузки, что обеспечивает извив с данными параметрами и без нарушения проходимости изделия.
Данное приспособление обширно употребляется при монтаже всех конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, огораживания и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
Нужные элементы конструкции
Система трубогиба обязана удовлетворять последующим главным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются лишь при наличии таковых неотклонимых частей в конструкции устройства:
- Цилиндрическая поверхность с нужным поперечником снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответственного поперечника.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная неувязка решается лузой на роликах конкретно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для сотворения нужного усилия. Он может отсутствовать при ручном гибе за вольный конец. Система механизма определяется видом привода трубогиба (механический, электронный, гидравлический).
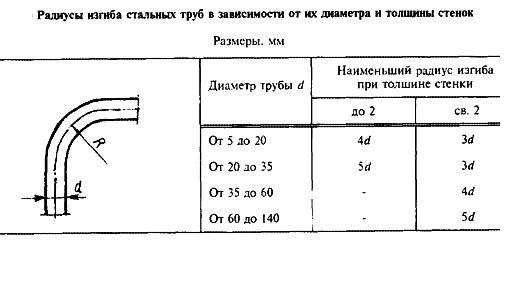
[stextbox defcaption=»true»]Извив ограничивается мало допустимым поперечником.[/stextbox]
Для железных труб до 20 мм при стене наименее 2 мм он устанавливается 4D (где D – поперечник), выше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стеной наиболее 2 мм — 4D; труб выше 60 мм – 5D.
Конструктивные разновидности устройств
Работа хоть какого трубогиба либо профлегиба базирована на схожем принципе — фиксация трубы в месте большего напряжения и гнутие по определенному поперечнику с допустимым усилием. Но реализация его может осуществляться различными конструктивными решениями. Выделяются такие главные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимающим роликом
Приспособления с прижимающими роликами либо вальцовочного типа. Базу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в железном каркасе. Он имеет лузу с размерами трубы, а его поперечник соответствует поперечнику изгиба. Сверху в контакт с опорным роликом заходит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимной перегрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. К примеру, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для сотворения подходящего изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.

Устройства намоточного типа
Принцип намотки на цилиндр реализуется таковым образом. Один конец трубы накрепко фиксируется. В месте изгиба она зажимается меж опорным роликом и стационарным прижимающим устройством. Лучший вариант – 2 недвижных ролика с лузой подходящей формы и размера.
Изгибание осуществляется за счет приложения перегрузки к вольному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большенный нужен гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с внедрением 3-х роликов. Труба в месте изгиба устанавливается на 2-ух опорных роликах схожего поперечника. Сверху на нее давит 3-ий ролик, ось которого размещается строго посредине меж осями опорных частей.
Извив происходит по поперечнику верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Разработка изгибания не поменяется, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, таковой вариант дозволяет сделать усилие при помощи домкрата.
Как создать своими руками?

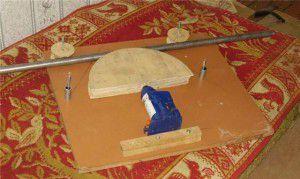
Для бытовых критерий можно сделать более обычной ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровненькой горизонтальной либо вертикальной поверхности закрепляется шаблон в форме полукруга с поперечником, равным поперечнику изгиба. Его проще создать из дерева. Толщина данной детали обязана превосходить размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона накрепко крепится упор в виде древесного либо железного бруска, шириной приблизительно равной либо большей толщины шаблона. Расстояние меж упором и шаблоном обязано быть равно поперечнику. Безупречный вариант – изготовка в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор меж упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание делается вручную за счет усилия, прикладываемого к вольному концу трубы.
Как облегчить процесс?
По мере необходимости изгибания труб огромного поперечника требуются значимые усилия, что осложняет работу. Есть определенные хитрости для облегчения гибки:
- Более всераспространенный вариант – удлинение рычага. Вовнутрь круглой трубы следует вставить железный стержень. При изгибании профильного изделия почаще удлинитель одевается сверху, чтоб не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его нужно располагать сбоку. Если он окажется снизу либо сверху, то возможность разрушения велика.
- Нагревание намного упрощает процесс. Его можно выполнить при помощи газовой горелки. Рекомендуется нагревать круглые трубы выше 50 мм и профильные – при высоте наиболее 30 мм.
Индивидуальности гибки профильных труб

Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учесть определенные аспекты:
- Профильное сечение наиболее подвержено деформации, при этом добавляется крутящее искажение и сплющивание боковых стен. Для исключения этого луза роликов обязана строго соответствовать форме и размерам профиля. В обыкновенной круглой лузе возможность деформации велика.
- Малый поперечник изгиба определяется по высоте профиля (h). Когда нужно согнуть трубу с высотой наименее 20 мм, поперечник изгиба должен быть наиболее 2,5h, а при высоте наиболее 20 мм – 3,5h. При толщине стены 1 и наименее мм, гнуть не рекомендуется, т.к. велика возможность деформации. Придется употреблять сварку.
- Особенное внимание сварному шву. Он должен размещаться лишь сбоку.
Способности изгибания без станка
Трубогиб либо профлегиб нужен при серьезном нормировании поперечника изгиба и при значимом размере трубы. Если поперечник изгиба не весьма важен, а нужно обеспечить определенный угол изгиба, то операцию можно выполнить вручную без особых приспособлений.
Употребляются такие варианты:
- Наполнение полости трубы песком. Применяется тонкодисперсный песок, который плотно засыпается вовнутрь. Торцы следует закрыть заглушками. Такое {наполнение} не дозволит деформироваться материалу, а поэтому трубу можно гнуть по хоть какому цилиндру вручную. Поперечник цилиндра, по которому делается гибка, не должен быть меньше мало допустимого.
- Наполнение водой. Наилучший вариант – наполнение полости с следующей заморозкой воды. Если концы трубы накрепко загерметизированы, то ее можно смело гнуть по хоть какому цилиндрическому шаблону.
- Роль амортизатора может отлично исполнить пружина. Если нужно согнуть трубу маленькой длины, то можно в ее внутренний канал ввести железную пружину, которая будет плотно посиживать в полости. Такую пружину следует без помощи других намотать из металлической проволоки.
- Искривить трубу без станка, по шаблону можно опосля подготовительного нагрева при помощи газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как создать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, кроме одной детали — протяжного вала, видео будет любопытно тем, кто обустраивает домашнюю мастерскую, или желает сберечь во время строй работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовка дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании нужно держать в голове о том, что она склонна к деформации и повреждениям при таковой операции. Для исключения этого следует употреблять такое приспособление, как трубогиб. Оно может иметь разную систему и изготавливаться своими силами.



























