Резка, пайка, установка полипропиленовых труб своими руками
Пайка полипропиленовых труб востребует от вас наличия нужного материала и инструмента. Фитинги и трубы выбираются персонально для каждой сантехнической системы. Наличие чертежа гарантирует возможность подсчета нужного количества деталей, что весьма принципиально. Учитывается поперечник трубы, количество извивов и переходников, также точек соединения с конвектором либо кранами.
Чтоб очень стремительно произвести установка полипропиленовых труб пригодиться последующий инструмент:
- Маркер (хоть какого цвета, не считая белоснежного);
- Рулетка;
- Ножницы для резки полипропиленовой трубы ;
- Удлинитель;
- Шейвер (пригодиться лишь в работе с армированной трубой);
- Паяльный аппарат с насадками (2-ое заглавие — утюг).
Эти принадлежности неотклонимы, без их наличия высококачественная полипропиленовая сварка нереальна, надежность системы быть может под колебанием. В качестве доп расходного материала может пригодиться обезжиривающее средство и тряпка для протирания трубы.
Паяльный аппарат
Представляет собой утюг пайки полипропиленовых труб (набросок 1): маленькое приспособление, состоящее из ручки, корпуса и нагревательной пластинки. На корпусе непременно есть переключатель температур, который нужно настраивать исходя из размера и толщины трубы (для ППР изделий с поперечником до 40 мм, обычным будет спектр температур от 260 до 300 С 0 ).

Набросок 1 — Паяльничек для пайки полипропиленовых труб
Для правильной работы:
- Подключите аппарат к розетке и разместите его в наибольшей близости от места работы.
- Закрепите на нагревательном элементе насадки нужного поперечника.
- Включите паяльный аппарат для полипропиленовых труб в сеть и, установите его на специальной подставке, оставьте нагреваться.
- Пока паяльничек нагревается, займитесь подготовкой материала к обработке, чтоб продуктивно провести 5—10 минут, которые пригодятся для накаливания насадок.
Подготовка материала
Для того, чтоб создать заготовки для вас пригодится рулетка, маркер и ножницы. Резка полипропиленовых труб не занимает много времени. Нанесите метки на местах нужного отрезания с помощью рулетки и маркера. Выяснить размеры нужной заготовки можно из детализированного чертежа либо без помощи других, вымерив нужные данные рулеткой. Дальше делайте все поэтапно, чтоб правильно провести время нагрева паяльничка:
- Возьмите в одну руку ножницы для резки полипропиленовой трубы (набросок 2), а в другую саму трубу.
- Пространство нужного сечения выложите в особом желобе на ручке ножниц.
- Убедитесь, что срез будет изготовлен ровно и буквально по полосы.
- Режьте трубу без спешки, чтоб ножницы плавненько входили в изделие, а не продавливали его.
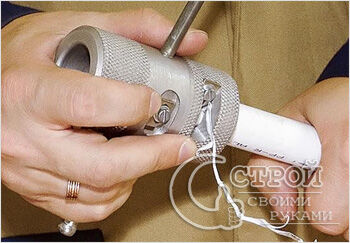
- С помощью шейвера снимите фаску с края трубы (набросок 3).

Набросок 2 — Ножницы для резки полипропиленовых труб
Подготовка материала завершена, и если паяльничек для полипропиленовых труб еще недостаточно нагрелся (это можно выяснить по пылающему температурному маячку на корпусе), сможете протереть трубу снаружи от пыли и остальных загрязнений.

Набросок 3 — Шейвер для снятия фаски
Пайка
Возьмите паяльничек для труб из полипропилена впереди себя, положите в прямой доступности нужные заготовки и фитинги.

Набросок 4 — Работа с паяльничком полипропилена
- Расположите трубу вовнутрь насадки (гильзы) на паяльничке для нагрева внешнего слоя ППР (набросок 4).
- Оденьте муфту на дрон с обратной стороны нагревательного элемента, она создана для плавки внутреннего слоя трубы (набросок 4).
- Держите материал в паяльничке 5—10 секунд, чтоб не перегреть полипропилен (таблица 1).
- Соедините трубу и фитинг меж собой: легким напором труба вгоняется в отверстие фитинга, и выравнивается (набросок 5).
- Пытайтесь не прокручивать трубу в фитинге и не создавать излома.
- Отложите готовое изделие в сторону на 2—5 минут до полного остывания (таблица 1).

Набросок 5 — Соединение нагретой трубы и фитинга
Пытайтесь делать все стремительно и аккуратненько, но если одна из заготовок вышла непонятного свойства, ее лучше не монтировать в систему. Таковой расходный материал, как фитинги и труба полипропиленовая, стоимость на которые достаточно низкая, можно просто поменять на новейшие, не затрачивая большущих средств.
Таблица 1 — Характеристики пайки ПП труб

Установка и соединение системы
Опосля того, как главные магистрали и соединения готовы, нужно произвести установка. Он включает себя:
- Сварку частей, конкретно на месте прокладки магистрали;
- Прикрепление всей системы к полу либо стенке;
- Соединение с радиатором, кранами либо котлом.
Сварка и врезание в систему подачи воды делается уже опосля привязки трубы с полу, стенке либо потолку (набросок 6).

Набросок 6 — Подключение к магистрали
Спустите воду из работающей трубы, сделайте надрез в месте соединения и впаяйте на месте среза тройник, соединив тем подачу и разводку. При монтаже системы отопления нужно применить зачистку (шейвер ).
Давление в системе повсевременно меняется, передвигая таковой мягенький материал, как ППР. Чтоб зафиксировать систему и избавиться от вероятного провисания нужно накрепко закрепить магистрали на недвижную стенку. Для этого употребляют особые клипсы либо хомуты. Обездвиженная система сохранит соединения в целостности на долгие годы.
Другие методы монтажа
Пайка с помощью утюга для ППР — не единственный метод соединения системы. Чтоб соединить полипропиленовые трубы довольно приобрести обжимной агрегат либо прибегнуть к системе с применением фланцев. Всего существует три метода пайки жарких систем:
- Раструбная . Совершенно подступает для труб 16—40 поперечника. Паяльные аппараты для труб большего размера употребляют изредка из-за их неловкого и неэффективного выполнения задачки. Опосля раструбной спайки создается надежное соединение, которое может выдерживать механические удары и высочайшее давление снутри трубы.
- Муфтовая . Для соединения употребляются соединительные муфты. В паяльном аппарате греются дрон и гильза нужного поперечника, дальше происходит плавка конца трубы и муфты. Нагретый полипропилен обязан иметь вязкую форму, чтоб спайка прошла удачно. Способ подступает до труб поперечником до 90 мм.
- Стык встык . Для соединения употребляется особый аппарат, который умеренно прогревает края 2-ух труб. Опосля нагрева оба конца соединяются под давлением до полного остывания полипропилена. Данный способ обычно употребляют для сварки канализационных труб, в каких находится маленькое давление. Отлично употребляется по мере необходимости на трубах сотого поперечника и выше.
Вывод
Сварка труб из полипропилена — это легкая работа, совладать с ней может практически хоть какой человек без вербования спеца. Полипропилен — дешевый, но крепкий материал, он употребляется сотворения для различных сантехнических систем: начиная от прокладки подземной канализации, заканчивая системой жаркого водоснабжения. Установка и подготовка системы к запуску проводится очень стремительно.
Советуем поглядеть

Полипропиленовая труба Wavin EK 25×4,2 мм
Полипропиленовая труба Wavin PPR поперечником 25 мм создана для монтажа систем жаркого и холодно..
3.39 руб. 3.82 руб.

Полипропиленовая труба Wavin Basalt Fiber Plus 20×2,8 мм
Полипропиленовая труба Wavin Basalt Fiber Plus поперечником 20 мм создана для монтажа систем горя..
4.45 руб. 4.88 руб.

Полипропиленовая труба Wavin Stabi Plus 20×2,8 мм
Полипропиленовая труба Wavin Stabi поперечником 20 мм создана для монтажа систем жаркого и холод..
Пайка полипропиленовых труб — как верно?

Полипропиленовые
Возникновение полипропиленовых материалов в строительной теме позволило упростить почти все технологические операции, для выполнения которых ранее требовались практические способности проф мастеров. Сейчас перед тем, как паять полипропиленовые трубы, довольно приобрести либо взять напрокат инструмент, изучить ординарную технологию (можно на видео), попрактиковаться на обычных элементах будущей системы и приступать к работе.
Конструкционные материалы
Наиболее буквально разработка получения неразъемного соединения полипропиленовых деталей именуется раструбной диффузионной пайкой (сваркой). При условии соблюдения критерий эксплуатации производители озвучивают гарантию на срок «жизни» схожих материалов (труб, муфт, фитингов) наиболее 50 лет. Это, согласитесь, много!

Полипропиленовые коммуникации
Уточнение! Препядствия могут появиться при неверном монтаже трубопроводов либо поточном превышении эксплуатационных характеристик (давления, температуры).
Без помощи других монтируют в большей степени бытовые системы водоснабжения либо отопления. В их длительных «перегрузок» не обязано наблюдаться, а короткосрочные аварийные скачки давления либо температуры воды трубы могут выдержать.
Область внедрения
Полипропиленовые трубы с надлежащими монтажно-конструкционными элементами могут быть применены:
- в прокладке водоснабжения домов (стояки, разводка, отводы);
- в системах отопления (стояки, разводка, теплый пол).
Систематизация материалов
PN10 — тонкостенная труба, подходящая для монтажа систем прохладного водоснабжения (t<20 °C). Допустимо применение в системах теплых полов при температуре теплоносителя до 45 °C. Рабочее давления в таковых системах обязано быть наименее 1МПа (до 10,2 кг/см 2 ).
PN16 — боле надежный вариант для разводки прохладного водоснабжения при завышенном давлении в системе. Допустимо применение в системах центрального отопления низкого давления.
PN20 — так маркируется всепригодный представитель полипропиленовых труб, подходящий как для обеспечения транспортировки низкотемпературных жидкостей, так и способный выдержать давление до 2МПа (соответственно 20,4кг/см 2 ) при температуре в 80 °C, что открывает им «доступ» в системы жаркого водоснабжения и системы отопления.
PN25 — надежный вариант армированной (фольга дюралевая) трубы. 2,5 Мпа при t до +95 °C — это обычные условия работы для таковых материалов.

Разрез армированной трубы
Доп монтажные элементы
Для соединения деталей меж собой, также перехода от железных частей трубопровода употребляются разные фитинги:
- соединительные;
- резьбовые.
Процесс сварки
Как верно паять полипропиленовые трубы в бытовых критериях? Более всераспространен метод муфтовой либо растровой сварки полипропиленовых частей. Он применяется для труб поперечником дол 63 мм. В этом процессе непременно присутствие третьей детали. Это элемент, который обеспечивает соединение 2-ух участков трубопровода — муфта либо фитинг.
Трубы большего поперечника нужно паять (в большей степени) встык. При высококачественном выполнении таковой метод наиболее надежен, не просит доп конструкционных частей.
Более сложным в технологическом выполнении является фланцевое соединение труб огромного поперечника, которое просит проф оборудования и способностей.
Разберемся наиболее тщательно в доступном раструбном методе сварки полипропиленовых труб поперечником до 40 мм.
Оборудование
Для ручной пайки полипропиленовых деталей для вас пригодятся:
- паяльничек электронный ручной с насадками различного поперечника;
- ножницы для резки труб;
- уровень строительный;
- рулетка;
- маркер узкий спиртовой.
Самый дорогостоящий инструмент из перечисленного — это паяльничек. Обычно магазины по продаже сантехнического оборудования дают его напрокат. Вы сможете пользоваться данной для нас услугой, чтоб не инвестировать средства в оборудование, которое может пригодится лишь раз при ремонте.

Паяльничек для сварки полипропиленовых частей
Главный элемент паяльной станции (паяльничка) это подошва, снутри которой размещаются ТЭНы. В конце подошвы имеются отверстия для закрепления сменных насадок. Подошва закреплена в корпусе с терморегулятором, которым выставляется температура нагрева, и переключателями включения. Корпус имеет комфортную крепкую ручку и кронштейн для закрепления в настольной подставке. Как верно настроить инструмент наиболее буквально «скажет» {инструкция} к нему.
Для пайки употребляются парные насадки: дорн и гильза. Они имеют антипригарное покрытие (тефлон), которое защищают их поверхность в момент нагрева деталей от прилипания материала (полипропилена). Гильза употребляется для нагрева и оплавления трубы, а дорн делает подобные операции с внутренней поверхностью муфт и фитингов.
Насадки временами по мере загрязнения нужно очищать древесными скребками либо брезентовой ветошью.
Внимание! Насадки непременно должны быть в разогретом состоянии. В неприятном случае можно разрушить антипригарное покрытие.
Для начала работы насадки нужного поперечника, соответственного размерам соединяемых деталей, закрепляют на подошве. Включают аппарат в сеть и дожидаются нагрева в течении 15-30 минут. Температура нагрева выставляется терморегулятором в границах 255-260 °C. Паять можно через некое время опосля нагрева подошвы до нужной температуры, о чем обычно свидетельствует погасшая лампочка-индикатор. В этом случае материал размягчается довольно и создается надежная спайка.
Приемы работы при сварке деталей
Проектирование и сварка (установка) хоть какой системы обычно начинаются от стояка. При всем этом правильна таковая разработка:
Отрезают трубу нужной длины, используя для этого труборез либо ножницы. Принципиально соблюдать перпендикулярность полосы реза к оси трубы.

Правильная отрезка трубы
Нужно! При значимом загрязнении краев соединяемых частей их следует помыть и обезжирить мыльной водой либо спиртом с неотклонимой просушкой — тогда сварка обеспечит герметичное соединение.
Зачищают верхний слой полипропилена и слой алюминия при помощи инструмента шейвера.

Зачистка верхнего слоя полипропилена с удалением армирующего слоя
Внимание! Этот шаг пропускают, если нужно спаять неармированные трубы типа PN10 либо PN20.
В случае использования армированной PN25 ее поперечник существенно больше поперечника раструба фитинга. Потому без снятия верхнего слоя труба не войдет в раструб фитинга. Глубина зачистки более просто определяется упором шейвера.

Шейвер для работы с трубой поперечником 32 мм либо 40 мм
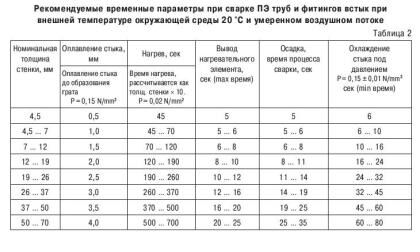
Дальше нагревают трубу и фитинг в соответственных насадках паяльничка, выдерживая нужное для размягчения материала время. Таблица ниже поможет сориентироваться в параметрах нагрева частей различного поперечника.
Таблица данных для пайки труб и фитингов
| Поперечник трубы (внешний), мм | 16 | 20 | 25 | 32 | 40 |
| Глубина нагрева (вдоль оси), мм | 13 | 14 | 15 | 16,5 | 18 |
| Период нагрева, с | 5 | 6 | 7 | 8 | 12 |
| Время монтажа (технол.пауза), с | 4 | 4 | 4 | 6 | 6 |
| Период остывания соединения, мин | 2 | 2 | 2 | 4 | 4 |
Нагрев деталей на паяльничке
Сняв разогретые детали с аппарата, стремительно соединяют их четким движением с соблюдением соосности муфты и трубы, но без вращения вокруг оси.

Соединение разогретых деталей
В таком положении нужно выдержать детали в течении 2-х минут до их полного остывания. Сварка выполнена. Деформация деталей во время остывания недопустима.

Делали в собранном состоянии
Внимание! Направьте внимание на то, как верно паять полипропиленовые трубы к фитингам с запорными кранами. Тут принципиально размещение деталей в момент сварки — неверное размещение кранов не дозволит их ручкам передвигаться.
Потому что схожий тип соединения (сварка) деталей является неразъемным, то при неверном монтаже деталь подлежит лишь нарезке из системы.
Правильная пайка полипропиленовых труб своими руками обязана завершаться образованием на стыке деталей равномерного сплошного двойного валика по всей окружности трубы.
Для нагрева деталей, уже закрепленных в системе, паяльничек держат в руках. Для выполнения таковой пайки желателен ассистент.

Работа с паяльничком «на стенке»
Принципиальный момент! {Инструкция} говорит, что верно сварка полипропиленовых деталей обязана производиться в помещении, где температура окружающего воздуха выше 0 °C. При всем этом температура среды также значительно влияет на время разогрева деталей.
Корректность пайки полипропиленовых частей проверяется опосля заполнения системы водой. При сокрытом монтаже следует проверить все соединения до того момента, как трубы будут укрыты под штукатуркой либо облицовочной плиткой.
Пайка полипропиленовых труб и температура пайки
В крайнее время очень возросло количество материалов, из которых делаются трубопроводы канализации либо водоснабжения. Если ранее абсолютное большая часть таковых трубопроводов изготовлялось в большей степени из сплав, то развитие хим промышленной привело к возникновению новейших материалов, к примеру, полипропилена либо поливинилхлорида. Изобретение новейших материалов привело и возникновению новейших методов соединения таковых трубопроводов. Одним из самых надежных способов фиксации стала сварка. Что такое sololift, Вы сможете прочесть в нашей статье.

Процесс пайки полипропиленовых труб своими руками
Для того, чтоб создать высококачественное сварное соединение нужно знать температуру пайки полипропиленовых труб. Температуру вы можете узреть в таблице ниже, в главном стоит направить внимание, что она зависит от поперечника трубы.
Температура пайки полипропиленовых труб
Избираем полипропиленовую трубу
Процедура выбора начального материала для строительства трубопровода тесновато связан с его будущим предназначением. Критичным показателем для выбор является температура рабочих сред, выдерживаемая изделием. Есть модификации труб как для прохладного, так и для жаркого либо смешанного водоснабжения.
Определившись с модификацией полипропилена, применяемого для производства трубопровода на нужно избрать набор труб и соединительных частей – фитингов. Таковой выбор зависит от проекта вашей системы водоснабжения.
На исходном шаге вы должны измерить ваше помещение и расстояние до сантехнических устройств. Проект может составляться на миллиметровой бумаге, на которой вы сможете буквально соблюсти установка и обозначить все нужные элементы и размеры системы.

Комплектующие для монтажа полипропиленовых труб
Любой из типов соединительных частей, представленных на рисунке имеет определенное назначение. Опосля выбора количества и номенклатуры составных частей для водопровода – приобретите материалы и приступайте к монтажу системы. Что такое флюс для пайки медных труб, Вы сможете прочесть в нашей статье.
Установка водопроводной системы из полипропиленовых труб
Более надежным методом соединения деталей водопроводной системы из полипропилена является сварка либо пайка. При любом заглавии сущность этого процесса заключается в разогреве торцов соединяемых частей до температуры плавления и предстоящая их фиксация.
Инструменты для сварки труб
Для производства сварочных работ на полипропиленовых трубах нужно спец оборудование – аппарат для сварки. Посреди их можно выделить последующие модификации:
-
Устройства с ручным управлением. Такие аппараты употребляются для соединения труб с поперечником до 25 мм. Трубы различного сечения фиксируются при помощи различных насадок.

Ручной сварочный аппарат

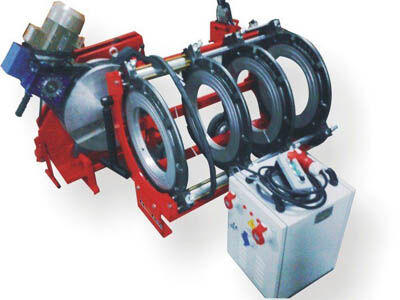
Автоматические модели сварочных аппаратов
Не считая того, для работы для вас пригодятся ножницы для разрезания труб и инструменты, обрабатывающие торцы отрезков труб. Этот инструмент удаляет армирующий слой, который препятствует пайке полипропилена.

Ножницы для резки труб
Разглядим модификации сварочных аппаратов:
- Устройство с нагревательным элементом ручного типа: в таком оборудовании находится диск с электронным нагревательным элементом. Поверхность диска обработана тефлоном, вследствие что пластик при пайке не разливается.
- Есть модификации ручного аппарата, созданные для сварки труб муфтовым методом.
- Стыковая сварка полипропилена употребляется, обычно при промышленном монтаже полипропиленовых труб огромного сечения.
Цены на аппарат для пайки полипропиленовых труб
Избираем насадки для пайки труб
При выбирании нагревательных насадок, кроме соответствия сечению применяемой вами трубы для вас нужно направить внимание на последующие свойства:
- Огромную крепкость конструкции,
- Огромную теплопроводимость насадки,
- Непременное сохранение геометрии и размеров при нагревании либо охлаждении
Почти все сварочные аппараты дают возможность работать сразу с несколькими насадками различного сечения. Это весьма комфортно при монтаже сложных систем.

Насадки для пайки различного поперечника
В насадке имеется два конца – одним она разогревает внешнюю поверхность трубы, а иным – внутренне сечение. Для того, чтоб полипропилен не налипал на насадку – ее покрывают тефлоном. Размеры насадок совпадают с более пользующимися популярностью для сотворения трубопроводов сечениями труб: от 20 до 63 мм.
Подготавливаемся к работе
Опосля приобретения всех нужных инструментов и материалов нам нужно приготовиться к работе. Также запасаемся рулеткой и незапятнанными тряпками.
На исходном шаге, опосля составления проекта соединений и всех схемы водоснабжения нам нужно провести кропотливую уборку помещения, включая удаление всей пыли. Мелкие частички, осаждающиеся на склеиваемую поверхность могут нарушить свойство соединения.
Свариваем без помощи других полипропиленовые трубы
Включение сварочного аппарата можно создавать лишь опосля того, как насадка заняла свое пространство в гнезде. Существует несколько методик сварки полипропиленовых труб, разглядим их поподробнее.
Сварка диффузным методом
При использовании данной для нас методики полипропилен с различных деталей взаимно просачивается друг в друга при разогреве, опосля что при застывании образует единое целое. Это главный метод работы с полипропиленовыми трубами, но он употребляется лишь для соединения однородных материалов.

Диффузионная сварка полипропиленовых труб
Температура пайки при всем этом способе составляет около 260 градусов цельсия. Конкретно при данной для нас температуре полипропилен перебегает в жидкое состояние.
Сварка раструбным методом
При использовании данной для нас методики также употребляются сварочные аппараты с насадками различного поперечника. Что такое припой для пайки меди, Вы сможете прочесть в нашей статье.
На исходном шаге трубопровод режется на участки определенной длины. Труба обрезается только под прямым углом. Если вы используете армированную систему – торцы разрезов зачищаются от сплава.

Одновременное нагревание 2-ух участков полипропиленовой трубы
Сам процесс сварки происходит весьма просто – два соединяемых элемента вставляются в сварочный аппарат, греются до температуры плавления, опосля что фиксируются вместе. В процессе остывания полипропилена отрезки соединяемых труб не должны изменять собственного положения.
Сварка стыковым методом
Этот способ подступает для соеднинения трубопроводов огромного сечения. Как и при использовании прошлых технологии труба режется на отрезки, ее торцы обрабатываются. Пространство соединения греется с помощью специального сварочного зеркала, а потом соединяемые элементы с усилием прижимаются друг к другу. При всем этом достигается настолько высочайшая механическая крепкость соединительного узла, что она не уступает прочности самой трубы. Главным моментом при применении такового метода является обеспечение прижатия друг к другу соединяемых участков.

Сварка стыковым методом — фото
Видео — сварка канализационной трубы стыковым методом



























