Разновидности сварочных автоматов и полуавтоматов
Электродуговая сварка считается более всераспространенным методом получения неразъемных соединений железных деталей. Она обширно применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с главным, применение электронной дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и хим перевоплощения разрешают получить шов с высочайшими механическими чертами.
Оборудование для проведения сварочных работ повсевременно совершенствуется, и на нынешний денек на рынке представлено большущее количество его модификаций. Больший энтузиазм вызывают аппараты, которые относят к категориям автомат и полуавтомат. Невзирая на созвучность заглавий, они имеют ряд принципных различий в конструкции и технологии сварки.
Система автоматического аппарата
Аппарат представляет собой модульную систему, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с остыванием, которые подключаются к магистрали либо резервуару с водой. Полуавтоматы различаются маленьким весом и высочайшей мобильностью. Их можно переносить либо перевозить на шасси к месту проведения работ. Аппараты используются для монтажа инженерных систем, при ремонте в критериях работающего производства и мастерских.
Также есть полуавтоматы стационарной конструкции − сварочные посты. Их используют в серийном производстве металлоконструкций, когда большая часть швов имеет маленькую длину (до 0,8 м).
Основное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно производится в форме пистолетной ручки.
К ней присоединяются:
- кабели питания и управления;
- газовый и водяной шланги;
- рукав с железным кордом для подачи проволоки.
Разработка автоматической сварки
Расплавленный сплав электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Есть две технологии, дозволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Разработка подразумевает внедрение проволоки сплошного сечения, также аргона либо углекислоты. Газы подаются через сопло под маленьким лишним давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы разрешают обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
В задачки оператора автоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в согласовании с поперечником электрода и материалом, активация горелки и выполнение подходящего количества проходов вдоль шва. Скорость подачи проволоки (сохранение неизменной длины дуги) регулируется в режиме автомата.
Почти все современные аппараты имеют доп функции, облегчающие работу сварщика: увеличение напряжения при розжиге дуги, возможность переключения с неизменного тока на переменный либо импульсный для соединения деталей из цветных металлов. Некие модели перестраиваются на сварку неплавящимся электродом либо на обыденную ручную.
Полуавтоматы с электрическим управлением имеют встроенную память для сохранения опций. Для перехода в иной режим оператору требуется лишь избрать соответственный номер программки.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс сверхтехнологичного оборудования. Почаще всего они употребляются в критериях производства. Автоматы без помощи других подают присадочные материалы и перемещают сварочную головку вдоль шва. Обилие конструкций таковых аппаратов обосновано различиями в производственных разработках.
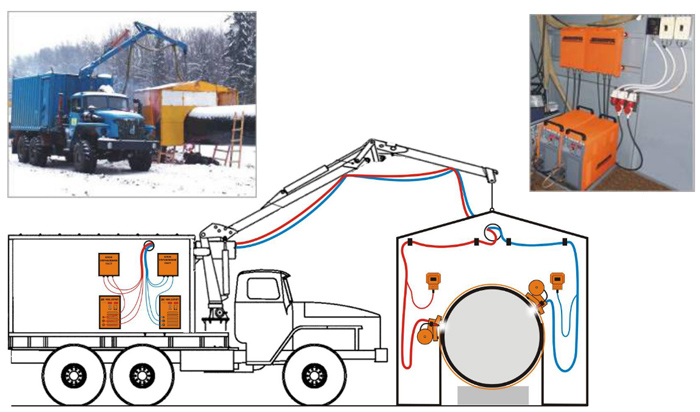
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают последующих типов.
- Навесные. Оператор устанавливает сварочную головку и деталь в необходимое пространственное положение. При всем этом {перемещается} крайняя. Такие автоматы разрешают получать швы фактически хоть какой конфигурации.
- Самоходные. Такие автоматы инсталлируются на специальную телегу. Основная их изюминка – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Более легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор {перемещается} по особым рельсам либо самой детали. Основное преимущество такового автомата – возможность работы с деталями большенный длины. На теоретическом уровне трактор способен выполнить нескончаемый прямолинейный шов.
Сварочные автоматы используются в производстве труб, сосудов и емкостей огромного поперечника, строй и промышленных металлоконструкций. Есть спец аппараты для сварки определенных деталей. Почти все производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу внедрения. К примеру, копирующие устройства разрешают делать сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Крайние различаются наиболее высочайшей производительностью. Некие автоматы могут быть объединены в технологические полосы с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфичности соединяемых деталей. Наибольшее распространение получили последующие виды.
- В среде защитного газа. Для получения шва требуемого свойства могут употребляться аргон, гелий, также разные консистенции.
- Сварка под флюсом. Одна из более производительных технологий, применяемая в большом машиностроении и металлургическом производстве. В качестве присадочных материалов автомат употребляет проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой водянистого шлака. Таковая сварка обеспечивает малое растворение водорода в сплаве и обеспечивает высшую ударную вязкость соединения.
Автоматы могут быть настроены на хоть какой тип переноса присадочного сплава в сварочную ванну, включая струйный. При появлении недлинного замыкания аппарат восстанавливает сварочную дугу без роли оператора.

Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Достоинства и недочеты автоматической сварки
К преимуществам сварки в автоматическом режиме можно отнести последующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и поперечник проволоки, достигают малых термических нагрузок и понижения эффекта коробления.
- Свойство шва не зависит от его протяженности. По мере необходимости детали можно соединять точечной сваркой.
- Обилие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со почти всеми высоколегированными инструментальными. Конфигурацией рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высочайшей хим активностью.
- Удобство опции. Оператор может стремительно настроить требуемый режим, что весьма комфортно при выполнении маленьких работ.
Такие аппараты имеют также ряд недочетов, ограничивающих их применение.
- Невозможность работы с проволокой огромного поперечника из-за ее высочайшей жесткости.
- Трудности в проведении сварочных мероприятий на открытом воздухе. Чтоб ветер не сносил защитную атмосферу, приходится наращивать расход инертного газа.
- Интенсивное разбрызгивание сплава при токах выше 500 А.
- Высочайшая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Плюсы и недочеты внедрения автоматов
Достоинства сварочных автоматов отлично появляются в режимах интенсивной эксплуатации.
- Высочайшая производительность. Установки способны работать с лентой и проволокой огромных сечений. Их производительность дозволяет делать сварку деталей шириной наиболее 100 мм. Также они эффективны, если нужно получить огромное количество маленьких швов при серийном производстве.
- Исключено воздействие людского фактора. Работа автомата не зависит от физического и психического состояния оператора. Если настройка выполнена в согласовании с технологией, шов получится ровненьким по длине и толщине.
- Работа в недоступных местах. Конструкции аппаратов разрешают делать сварку там, где человек не сумеет находиться на физическом уровне. Некие установки рассчитаны конкретно на такие специальные операции.
- Удобство регулировки. Современные автоматы обустроены электрическим управлением и интегрированной памятью. Для всякого новейшего изделия характеристики сварки настраиваются один раз. Потом предустановки можно загрузить из памяти.
- Сохранность оператора. Современные установки оснащаются системами принудительного удаления дыма и иными средствами защиты. Благодаря отсутствию действия вредных и небезопасных причин понижается риск появления проф болезней.
Главные недочеты автоматов – это высочайшая стоимость и издержки на компанию процесса. Для установки неких частей и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтоб получить высококачественный шов, исходная настройка режима обязана быть выполнена кропотливо: оператор обязан иметь подобающую квалификацию.
Чтоб получить доп информацию о сварочном оборудовании и проф советы по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы сделать проект сварочного производства, обеспечить его сопровождение, также комплектацию оборудованием и материалами.
Полуавтомат сварочный – механизм работы, разработка автоматической сварки, режимы сварки
 Существует некоторое количество видов сварочных аппаратов. Для того чтоб избрать пригодный аппарат, нужно знать принцип его работы. Сварочный аппарат помогает получить высококачественный и ровненький шов. Режимы автоматической сварки помогают нагревать и расплавлять сплав.
Существует некоторое количество видов сварочных аппаратов. Для того чтоб избрать пригодный аппарат, нужно знать принцип его работы. Сварочный аппарат помогает получить высококачественный и ровненький шов. Режимы автоматической сварки помогают нагревать и расплавлять сплав.
Что такое сварка и главные механизмы работы сварочного полуавтомата
Для начала, давайте разглядим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей методом нагрева и деформирования. Твердые материалы греются, начинают деформироваться и, таковым образом, соединяются меж собой. Зависимо от метода выбирается и оборудование.
Для того чтоб верно воспользоваться сварочным автоматом, нужно знать базу и принципы его работы. Сам процесс основан на том, что термическая энергия направляется на оплавление поверхности сплава. В итоге сплав расплавляется, и нужные части соединяются меж собой.

Для воплощения высококачественной сварки, оборудование обязано иметь определенную силу тока и напряжение. Также обязана быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предугадывают, что заместо электродов применяется особая сварочная проволока. Для того чтоб процесс сварки был действенным и элементы меж собой были соединены высококачественным и крепким швом, нужно соблюдать последовательность шагов.
Устройство полуавтомата сварочного работает на переменном токе и весьма принципиально установить правильную полярность сварочного тока. Ровная полярность употребляется для работы с флюсовой проволокой, а оборотная при использовании газовой среды. Переставляя клеммы на корпусе, можно поменять полярность с «плюса» на «минус» и напротив.
Разработка автоматической сварки подразумевает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в процессе самого процесса.
Воспользоваться сварочным аппаратом можно лишь соблюдая правила сохранности. Категорически запрещено снимать защитную маску, поэтому как конкретно она предутверждает попадание искр в глаза и на лицо.

Из что состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет выяснить устройство полуавтомата сварочного. К главным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается при помощи электродвигателя, редуктора и подающих роликов.
Автоматическая сварка является, пожалуй, самой пользующейся популярностью. Почаще всего ее используют для алюминия и нержавеющей стали. Но принципиально знать, что, если не употреблять защитный газ, то разбрызгивание сплава возрастает.
Автоматическая сварка – это процесс соединения разных металлов. Устройство полуавтомата сварочного имеет несколько главных режимов:
- повторяющийся – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной недлинной дугой;
- режим импульсивной сварки;
- режим переноса сплава струйного;
- режим ротационного переноса.
Предугадывает полуавтомат сварочный принципы и режимы работы в защитных газах. Главными параметрами этих режимов являются: напряжение и скорость, поперечник проволоки, расход газа и его состав, качание электрода.

Способы сварки полуавтоматом
Потому что сварщик имеет дела с различными видами сплава, он сам должен выбирать лучший режим. Для того чтоб было легче ориентироваться, существует несколько способов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет неширокую направленность, употребляется в главном при ремонте каров, для частичной подмены какого-нибудь покоробленного элемента. Таковой способ сварки просит проф подхода и способностей спеца.
Способ сварки по готовым отверстиям состоит в том, что уже готовую заплату приваривают к поверхности.
И самый обычный, не требующий особенных способностей, способ сварки внахлест. На приготовленную поверхность кладется отрезок сплава, который заваривается внахлест, точечно.
В независимости от того, какой способ будет применен, поверхность обязана быть за ранее подготовлена к сварке. Это делается для того, чтоб по окончании процесса на шве не создавались поры, которые плохо сказываются на результатах сварки.
С поверхности сплава нужно удалить всю пыль, грязюка, воду либо ржавчину, опосля что обезжирить особым средством. Потом, можно приступать конкретно к работе.

Еще по данной теме на нашем веб-сайте:
Сварочные работы больше не преимущество профи, и особые познания по сварке могут понадобиться не только лишь сварщикам. Схема инверторного сварочного аппарата – в нашей статье.
Без маски сварщика сваривать долгое время разные конструкции фактически нереально, так что этот защитный элемент непременно должен находиться в арсенале спеца.
«Ресанта» — это бренд известного в СНГ (Содружество Независимых Государств — региональная международная организация (международный договор), призванная регулировать отношения сотрудничества между государствами, ранее входившими в состав СССР) латвийского производителя электротехнических изделий. Первыми устройствами, выпущенными предприятием в 1993 году, были стабилизаторы напряжения. Сначала производителю хватало мощности.
Сварка полуавтоматом – процесс на техническом уровне наиболее непростой, чем обыденный контактный. Почему так популярна автоматическая сварка — стоимость на полуавтоматы еще выше обыденных? Разработка получила широкую.
Чем различается сварочный автомат от сварочного полуавтомата, плюсы и недочеты всякого

В наше время сварка сплава производится разной техникой. Магазины переполнены аппаратами: трансформаторами, инверторами, выпрямителями, полуавтоматами и, естественно, автоматами.
У их есть суровые отличия. Если хоть какой мастер может различить трансформатор и инвертор, то, без познаний тонкостей этих аппаратов, разница полуавтомата и автомата не на столько ясна.
Наша публикация детально покажет отличие сварки автомата от полуавтомата, и растолкует приемущество первого над вторым.
Сварочный автомат — это вариация устройства для сваривания, он нужен для автоматической сварки. Тут не требуется никакого особенного умения. Довольно верно настроить технику, а всё остальное она сделает сама.
Сварочный автомат — непростая техника, но, вроде бы там ни было, она сохраняет стабильность во время значимых нагрузок. Четкая регулировка влияет на свойство швов.
Потому что этот метод не просит конкретного роли в процедуре сварки, сварщика именуют оператором.
Сварочным автоматом производится сходу несколько задач сразу. Им поджигается дуга, ведется шов, место сваривания защищается от действия кислорода (с данной целью употребляют флюс), не считая того, в ванну для сваривания подается проволока.
Достоинства сварочного автомата
Сварочный автомат имеет много преимуществ. Одно из их — отсутствие людского фактора. Он может работать день с идиентично размеренным результатом. Навряд ли некий человек похвастается таковой производительностью.
Для автомата нет различия, какое сваривание имеет пространство. Он в одинаковой мере совладевает как с маленькими элементами с тонкими швами, так и с конструкциями значимых габаритов. Автомат не утомится, ему не нужен больничный, перерыв либо выходной.
Если мастер ошибется с параметрами, эта ситуация без заморочек исправляется. А нежели мастер из-за, к примеру, физического либо ментального самочувствия выполнит работу некачественно, заготовка будет забракована.
Не считая того, рабочий может сваривать автоматом в малодоступном положении. По мере необходимости, регулированье всех опций может производится автоматом.
Скажем, автомат просто восстанавливает установленные характеристики и продолжает поставленную задачку опосля нежданного обесточивания. Оператору, при всем этом, не надо совершать никаких действий.
Вы не столкнетесь с перерасходованием, «нежданным» пропаданием газа из баллона, бухт с проволокой и т.д., автомат употребляет расходное сырье умеренно.
И, хотя для размеренной работы и требуется много электро энергии, автоматические сварочные автоматы более экономичны.
Следует также учитывать, что угрозы для здоровья либо жизни сварщика нет, т.к. мастер не воспринимает роль в самой процедуре сваривания конкретно. Это преимущество принципиально на опасных производствах.
Разница меж автоматом и полуавтоматом

Различия меж автоматом и полуавтоматом не вызывают колебаний, хотя и именуются они похоже, и метод сваривания подобен.
Мы уже гласили о том, что спец сам управляет автоматической сваркой. Им настраивается автомат, а тот делает всю сварочную функцию.
В этом процессе человек делает функцию настройщика. Ему не надо поджигать дугу, вести шов либо смотреть за действием сваривания. Ему довольно избрать сварочный режим и «приказать» автомату его выполнить.
Полностью иным методом является автоматическое сваривание. Хоть при нем так же употребляется присадочная проволока, газ, флюс другое сырье, тем не наименее, сварщиком производится вся работа, а не только лишь настройка аппарата.
Другими словами, он и горелку ведет, и шов сформировывает. Автоматом подается лишь сварочная проволока, оттуда и заглавие «автоматической сварки».
Почему тогда употребляют автоматическую сварку?

Некие начинающие спецы опосля чтения данной статьи могут задать таковой вопросец. Может показаться, что достоинства автоматической сварки не поддаются сомнению.
Она наименее накладна и производительнее. Также минимизируется возможность ошибки мастера. Тем не наименее, побеседуем о деталях.
Почаще пользуются как раз автоматической сваркой. Применение автоматов нужно на большом предприятии. Но создание в таковых масштабах — редчайшая область для сваривания.
Обычно, компании и мастерские не нуждаются в покупке так дорогой техники. Легче пригласить спеца и употреблять автоматическую сварку, потому что в малых объёмах её употреблять разумнее.
Потому вопросец «Какое устройство лучше, автомат либо полуавтомат» — бессмыслен, здесь дело в каждой ситуации раздельно. В которых-то ситуациях полуавтомата не довольно, а когда-то внедрение автомата будет финансово неоправданным.
Для автоматического сваривания необходимы рациональные условия. Настроить автомат — задачка нелегкая. Сиим должен заниматься спец, который в курсе всех тонкостей процедуры.
У машинки нет ума и временами критичную ситуацию нереально обойти стороной. Сварочный автомат намного дороже и полностью не малогабаритный на фоне полуавтомата.
Полуавтомат может быть даже перевезти с баллоном на созданной для этого тачке. С автоматом это нереально.
В целом, в автоматическом и автоматическом сваривании различия нет. В обоих вариантах используют защитный газ, порошковую проволоку либо флюс, употребляют присадочный материал и горелку.
Выводы
У сварочных автоматов и полуавтоматов есть много общего. Разным является автоматизация сварочной процедуры. Во время автоматической сварки спец без помощи других поджигает дугу и сформировывает шов.
Вмешательство мастера не требуется только при подаче проволоки в область для сварки. А при автомате процедура сваривания производится сама собой, мастеру довольно ввести нужную конфигурацию. Остальные процедуры устройство выполнит само.
На данный момент для вас известны аспекты автоматической и автоматической сварки, различия меж этими 2-мя методами и ситуации, когда автоматическую сварку применить недозволено.



























