Ультразвуковой дефектоскоп и приборы ультразвукового контроля сварных соединений

Сейчас, для обследования конструкций и изделий применяется огромное количество способов: радиографический, визуально-измерительный, способ капиллярного поднятия, магнитный, эхо-импульсный, термический и т.д.
Принцип ультразвукового контроля, получение и характеристики ультразвуковых колебаний
Одним из самых всераспространенных и более достоверных способов обследования, можно считать способ ультразвуковой дефектоскопии. Этот способ основан на применении эффекта колебания волн. При прохождении колебаний через какую-либо однородную среду, они не откланяются от данной линии движения, но, если на пути волн, встречаются трещинкы, пустоты, шлаковые включения, выпуклости, неоднородности структуры и другое, то это все будет отражено на панели устройства для ультразвукового контроля — дефектоскопа. Это оборудование ультразвукового контроля помогает исследовать свойство монтажа сварных соединений, пространство расположения брака в соединениях и системах, размер недостатка, время от времени может быть определение вида недостатка по видимым чертам.

Применение УЗК дефектоскопии
- Входной контроль железных и пластмассовых изделий.
- Определение износостойкости магистральных трубопроводов, конструкций термический, хим и нефтеперерабатывающей индустрии.
- Проверка состояния деталей и частей на предприятиях машиностроительного комплекса.
- Обследование соединений и сварных швов частей.
- Проверка свойства и состояния разных железных частей в лабораторных и полевых критериях.
Приборы ультразвукового контроля
Сфера внедрения ультразвуковых установок довольно широкая. УЗК дефектоскопы способны определять несоответствия структуры в железных системах и неметаллических изделиях. Их большущее преимущество в том, что проводить обследование может быть также на геометрически различных элементах, кругах, ромбах, пластинках либо остальных сложных фигурах.
Аппаратура для ультразвукового контроля применяется на исходном шаге строительства, производства материала, в процессе монтажа, при долговременной эксплуатации элемента и т.д.
Также эти приборы обширно используются, поэтому что относятся к одному из способов неразрушающего контроля, другими словами, используя хоть какой дефектоскоп, отсутствует риск повреждения как внутренней, так и наружной структуры материала.
Из чего же состоит дефектоскоп
Чтоб более буквально осознать принцип деяния УЗК, разберем, из чего же состоят приборы ультразвукового контроля:
- источник испускания ультразвуковых волн;
- особый приемочный элемент для приема волн;
- датчик контроля;
- панель вывода результатов исследования.

Для определения расстояния до недостатка, проводится застыл времени распространения волны до начала посторонних показаний на приемнике, а для того, чтоб выяснить точную величину нарушения, употребляют амплитуду отраженного импульса.
Приборы для ультразвукового контроля
Сейчас есть разные виды дефектоскопов и их модернизации, в целом их все можно поделить на две главные группы: это толщиномеры и, конкретно, дефектоскопы, работающие засчет акустических колебаний. В составе с ними используются преобразователи звуковых колебаний и особые кабели. Для сотворения подходящей среды для прохождения волн, при обследовании используются особые гели, которые наносятся на материал изделия.
Вихретоковый дефектоскоп вит-4
Более пользующееся популярностью в Рф устройство для нахождения и определения глубины трещинок в сплаве.
Масса такового изделия не наиболее 500 гр, что дозволяет ему быть абсолютным мобильным.
Устройство применяется на изделиях из сплава с малой шириной 2 мм.

В комплекте к данному оборудованию идут:
- Преобразователь вихретоковый.
- Батарея.
- Кабель соединительный.
- Наушники.
- Особое управление по правильному использованию.
- Чехол для данного оборудования.
- Два контрольных эталона из стали и алюминия с трещинками для проверки пригодности.
Примерная стоимость дефектоскопа ВИТ-4 равна 50000 руб. с эксплуатационным сроком годности 3 года.
Ультразвуковой дефектоскоп для контроля сварных соединений «ПЕЛЕНГ»
Оборудование такового вида предназначено для обследования частей на наличие сплошностей, однородности, изъянов сварных швов. Может определять, на какой глубине находится нарушение и его примерную величину.
Вес устройства до 1 кг. Он может создавать обследование на материалах шириной от 2 мм до 1,5 м.

Приборы ультразвукового контроля сварных швов типа EPOCH
Это современный устройство, в каком смешивается обычный набор способностей ультразвукового устройства с фазированной сеткой. Употребляется для исследования состояния сварных швов. Достоинство этого оборудования в том, что он может работать в весьма широком спектре температур, другими словами имеется возможность проведения обследования во время нанесения шва и сходу опосля.
Также у него облегченная калибровка чувствительности и имеется возможность фокусировки. Имеется возможность отсеивания шума, что наращивает точность снимков.

Ступая в ногу с течением времени, в данном устройстве имеется большенный размер памяти, это дозволяет сохранять снимки сходу в приборе без вывода их на печать. Устройство способен передавать данные сходу на программное обеспечение компов без утраты свойства изображения.
Устройство УД2-70
УД2-70 одна из модификаций устройств типа УД. Данное оборудование ультразвукового контроля являются фактически всепригодными, потому что разрешают определять сплошность, отыскивать трещинкы, обследуются им сварные швы, маленькие детали, полуфабрикаты. В особенности полюбился данный устройство в локомотивной индустрии. Приборы УД имеют интерфейс для обнаружения изъянов в деталях колесных пар, МПВС и т.д.

Масса данного изделия, хоть и больше, чем у выше стоящих устройств, 2200 г, но он все еще является мобильным и легкодоступным. Возможность снимков через толщины от 2 мм до 5 метров!
Корпус аппарата изготовлен из алюминия, что присваивает ему особую надежность. Чувствительность контрастов на высоте и также имеется внутренний размер интегрированной памяти, что дозволяет сохранять результаты обследования.
Аппарат ультразвукового контроля сварных соединений УСД
Всепригодное оборудование, на рынке находится в разных модификациях. Изготовлен из ударопрочного материала.
Масса аппарата 1500 г. Аппараты данной нам серии также имеют вход для энкодера, что дозволяет просто и стремительно подключать сканеры для построения разверток участка обследования.
К приятным функциям данного аппарата, не считая его надежности и не плохих эксплуатационных черт, можно отнести функцию смены цвета монитора.

Дефектоскопы ультразвуковые для контроля сварных швов «СКАРУЧ»
Применяется для материалов шириной от 4 до 60 мм, имеется интегрированная функция толщиномера. Применяется для обследования сварных соединений и конструкций округленной формы (магистральные трубопроводы, разные сосуды и т.п.).

Имеется возможность подключения к компу для передачи инфы либо подключение к принтеру для вывода инфы на бумагу.
Вес сканирующей установки около 4 кг.
Устройство сертифицирован и применяется в разных отраслях индустрии и строительства. Является ручным устройством без автоматической опции данных.
Ультразвуковое устройство DIO 1000 SFE
Оборудование обустроено по крайнему слову техники, современными функциями подключения индивидуального компа, принтеров и доп сканирующих установок. Имеет большенный экран, малогабаритен и прост в использовании.
Является частотным аппаратом, вес составляет всего 1,3 кг!
Для удобства использования экран обустроен антибликовой функцией, является вполне цифровым устройством.

Один из самых больших температурных диапазонов эксплуатации от -20 до 60 градусов. Может работать от батареи до 10 часов.
Применение дефектоскопов за границей
1-ые дефектоскопы были лампового типа, и выполняться они начали посреди двадцатого века.
В резвом потоке развития технологий, дефектоскопы повсевременно изменяются, модернизируются и совершенствуются. За границей третья часть всех обследований конструкций и изделий делается УЗК неразрушающим способом.
В связи со своими малыми размерами и сохранностью для окружающей среды, приборы для ультразвукового контроля сварных соединений обширно используются на атомных электростанциях, трубопроводах с горючими субстанциями и др., потому что на таковых предприятиях тяжело употреблять автоматические исследовательские устройства.
Ультразвуковые толщиномеры
Толщиномеры – это оборудование ультразвуковой дефектоскопии, используются для измерения толщины верхнего покрытия железного изделия, чтоб найти целостность слоя, степень его износа.

Работает толщиномер при помощи ультразвуковых колебаний, но настроен по другому. Опосля приложения его к покрытию, волны попадают через лакокрасочный слой и упираются в железную поверхность под ним. Данные о времени прохождения слоя до его отражения железной поверхностью считываются и устройство выдает четкое значение толщины.
Плюсы и недочеты устройств ультразвукового контроля сварных швов
Начнем с преимуществ, которых довольно много:
- Эхо-импульсное оборудование является неопасным для окружающей среды и людей.
- Компактность устройств содействует их высочайшей мобильности.
- Получение результатов в момент обследования.
- Вследствие высочайшей мобильности, может быть проведение обследования в критериях эксплуатации объекта без прерывания его работы.
- Относительно низкая стоимость.
- Высочайшая точность приобретенных результатов.
Данные с дефектоскопов разрешают, как определять наличие изъянов, так и определять свойства сплавов и их характеристики.
- Не могут со 100% точностью найти размер недостатка.
- Для расшифровки результатов нужно наличие спеца с определенной квалификацией.
- Нереально проведение тесты, если дефектоскоп не касается предмета обследования.
- При использовании устройства на неких видах сплава (имеющих зернистую структуру) имеется возможность получения недостоверных результатов, вследствие рассеяния волн в зернистой структуре.
Дефектоскопы – это почти во всем всепригодные устройства, которые помогают кропотливо и стремительно проводиться исследования всех частей, сделанных из металлов и сплавов.
Ультразвуковой контроль
К одним из более всераспространенных видов неразрушающего контроля относится ультразвуковая дефектоскопия. Это дешевый и действенный метод проверки свойства сварных швов металлоконструкций и основного сплава изделий машиностроения, который дозволяет выявить те либо другие погрешности и отличия материала.
В базе ультразвуковой дефектоскопии лежит внедрение высокочастотных звуковых волн, которые при прохождении через материал отражаются от разных изъянов и ворачиваются к излучателю. Отраженные и преображенные УЗК-колебания поступают на экран дефектоскопа и дают возможность найти толщину и внутреннюю структуру исследуемого материала, выявить разные трещинкы и остальные сокрытые недостатки, их свойства.

Плюсы ультразвуковой дефектоскопии
К главным плюсам данного способа относят:
- высочайшая точность;
- абсолютная сохранность для человека;
- резвые сроки проведения;
- внедрение портативных устройств;
- управляемый объект не разрушается;
- не просит демонтажа, внедрения хим реагентов;
- низкая стоимость.

Где употребляется ультразвуковая дефектоскопия
Благодаря бессчетным преимуществам ультразвуковая дефектоскопия удачно применяется в газовой, атомной, нефтяной, хим индустрии, на строй площадках, при возведении разных зданий. Внедрение данного способа почти во всем помогает предупредить возможность появления аварийных ситуаций либо понизить утраты от их.
Ультразвуковую дефектоскопию употребляют как для первичного контроля сварных соединений, проверки износа труб, металлоконструкций, основного сплава изделий машиностроения и др., при заготовке компонент сварки и сборки, так и для диагностики опосля окончания сварочных работ.

Процедура дозволяет выявить большая часть недостатков:
- околошовные трещинкы и выпуклости;
- раковины, расслоения;
- пустоты, поры;
- участки, покоробленные окислами и коррозией;
- шлаковые отложения;
- подрезы, прожоги, наплывы;
- включения посторонних тел;
- непровары и др.
Заказать ультразвуковую дефектоскопию в Солигорске
Компания «Сфера технической экспертизы» дает своим клиентам услуги по ультразвуковой дефектоскопии сварных швов и основного сплава трубопроводов и металлоконструкций, также оптический контроль, радиографическую, капиллярную и магнитопорошковкую дефектоскопию. Наш центр аккредитован на проведение всех нужных исследовательских работ, в работе мы используем лишь высококачественное и надежное оборудование, все работы проводятся опытнейшеми спецами. Чтоб заказать УЗК в нашем центре, вы сможете связаться с нами по контактным телефонам или бросить заявку на веб-сайте.
Ультразвуковая дефектоскопия сварных швов

Ультразвуковой контроль свойства сварных соединений трубопроводов проводят для выявления изъянов соединений металлов — пор, раковин, неметаллических включений, непроваров в корне шва, трещинок. При исследовательских работах определяют нарушения геометрии сварного шва, повреждения мультислойных конструкций, проводится контроль толщины соединяемых материалов.
В аккредитованной строительной лаборатории С-Тест Калуга Вы можете заказать ультразвуковой контроль свойства сварных соединений по Муниципальным расценкам согласно ФЕР и СБЦ.

Обследование сварного соединения ультразвуком базируется на проводимости звуковых волн исследуемыми материалами. Благодаря своим неповторимым физическим свойствам, любой объект исследования (материал) ведет взаимодействие с ультразвуковыми волнами лишь с присущими конкретно ему чертами. Находящиеся в образчике посторонние включения, трещинкы, имеют остальные характеристики взаимодействия, их состав и локализация выявляются при лабораторных исследовательских работах.
Ультразвуковой контроль сварных швов проводится лабораторией С-Тест Калуга согласно ГОСТ 14782-86. Введение объекта в эксплуатацию, нереально без определения свойства поверхности сварных соединений и внутренней структуры шва несущих конструкций, соединений трубопроводов, армирующих конструкций и остальных.
Способы ультразвуковой дефектоскопии в лаборатории С-Тест
Более нужным способов ультразвуковых испытаний швов трубопроводов является эхо-метод. При ультразвуковой дефектоскопии сварных швов фиксируются отраженные от недостатка сигналы. Физико-механические свойства материалов определяют по затуханию и преломлению отраженного от дна объекта импульса.
Эхо-метод – наш полевой способ ультразвуковой дефектоскопии сварных швов трубопроводов – применяется перед пуском трубопровода, когда доступ к исследуемому объекту есть лишь с одной стороны. Проверяется свойство железных соединений трубопроводов, определяется целостность сварочных соединений, размеры и координаты недостатка.

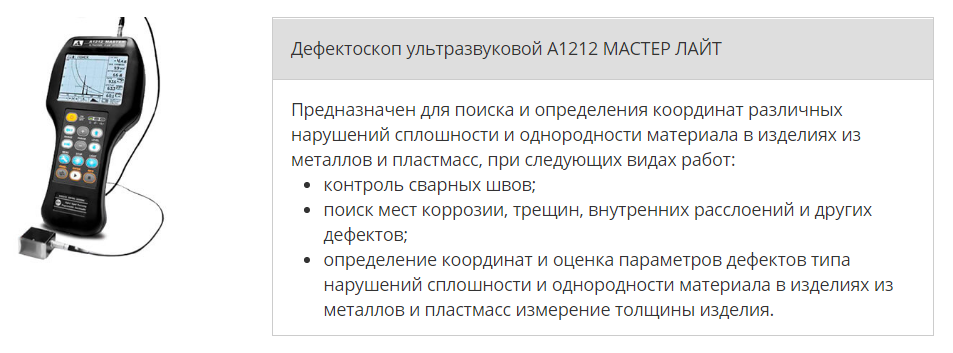
Оборудование для ультразвуковой дефектоскопии сварных соединений
В полевых исследовательских работах, проводимых нашей лабораторией контроля свойства швов сварных, употребляется мобильный ультразвуковой дефектоскоп А1212 МАСТЕР ЛАЙТ. Устройство предназначен для локализации разных изъянов сварного соединения (структура сварного шва, прожоги сварных швов), трещинок, внутренних расслоений, определения однородности объекта.
Плюсы ультразвукового контроля свойства сварных соединений
Способ ультразвукового контроля свойства, который применяет испытательная лаборатория С-Тест Калуга, имеет ряд плюсов:
· Высочайшая точность диагностики;
· Мобильный– портативность устройства дозволяет использовать способ в полевых критериях, конкретно на объекте;
· Неразрушаемый — исследуемому объекту не наносятся повреждения;
· Автономный — проводится без остановки оборудования либо объекта;
· Всепригодный – контроль свойства темных, нержавеющих, цветных металлов, пластмасс.
РЕКВИЗИТЫ КОМПАНИИ
- ООО «С-Тест»
- ИНН 4027117902, КПП (Контрольно-пропускной пункт — пункт, предназначенный для контроля за проходом (посещением) и пропуска на территорию какого-либо объекта) 402701001, ОГРН 1144027000776, р/с 40702810102130000132
в АО «Альфа-Банк» г. Калуга, БИК 044525593,
к/с 30101810200000000593 - г. Калуга, ул. Академика Царица, д. 51
Получить КП
Пожалуйста заполните все поля. Наш спец свяжется с вами в наиблежайшее время.



























