ГОСТ 15878-79 на сварные соединения при контактной сварке
Контактная сварка металлов, список сварных соединений, также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется лишь на сварку, выполненную контактным способом без расплавления металлов.
Конструктивные элементы
 Обозначение сварного контактного соединения на чертежах.
Обозначение сварного контактного соединения на чертежах.
Муниципальная стандартизация тщательно обрисовывает подобные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние меж кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол меж кромкой и торцом, β;
- аналогичный параметр меж скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буковкой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках называются как геометрические характеристики, полный список размеров и их обозначений приводится в ГОСТ 15878-79 КТ (Компьютерная томография — метод неразрушающего послойного исследования внутренней структуры объекта)-5.
Нахлестка
Таковой вид соединения нередко используют при точечной контактного вида сварке, если использовать другую технологию, то получим большенный расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не делается, но они аккуратненько обрезаются, чтоб исключить возникновение заусенцев при механическом разделении либо наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны главные виды контактных методик сварки, также остальные способы, некие из которых мы разглядим подробнее.
Точечная
Этот сварки способом маленького по размерам контакта применяется в почти всех сферах людской деятельности: от строительства и до производства самолётов и ракет. К примеру, при разработке крепкой обшивки современных лайнеров из алюминия и его сплавов на корпусе размещены миллионы точечных сварных объектов, которые и образуют крепкое соединение.
Принцип деяния аппаратов точечной сварки максимально прост — сплав в месте соединения одномоментно разогревается до температуры плавления с одновременным мощным сжатием с обеих сторон в итоге выходит крепкий и опрятный шов, выдерживающий любые перегрузки и колебания. Данный способ дозволяет уменьшить до минимума время соединения металлов в одно целое. Применяется таковая методика для крепкого соединения листового материала и железных стержней сваркой встык.
Рельефная
 Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда нужно соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а более распространённой считается соединение листов внахлёст, которое осуществляется при помощи рельефов разной конфигурации. К примеру, сферические поверхности со сложными выпуклостями, которые в итоге соединения образуют круглую форму.
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда нужно соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а более распространённой считается соединение листов внахлёст, которое осуществляется при помощи рельефов разной конфигурации. К примеру, сферические поверхности со сложными выпуклостями, которые в итоге соединения образуют круглую форму.
Во время внедрения рельефной методики происходит пластическая деформация свариваемого материала, что типично для критерий, содействующих формировке надёжного соединения, опосля окончательного затвердевания.
Шовная
Применяется для сотворения прямых и непрерывных швов — машинка создаёт серию точек, на которые потом накладываются подобные точки. В итоге таковой интенсивной атаки и создается крепкое соединение, которое на сто процентов соответствует требованиям ГОСТ. Используются три вида методик:
- Непрерывный вариант. Создаётся ровненький шов при неизменном механическом действии роликов на соединяемые поверхности и непрерывной подаче электронного потенциала. Такие аппараты работают очень отлично, но склонны к перегреву, а ролики из-за больших нагрузок стремительно выходят из строя — стираются контактные поверхности. Требуется подготовительная обработка соединяемых деталей.
- При шаговом способе роликовый механизм повсевременно контактирует с поверхностью сварки и давит на деталь, которая {перемещается} прерывисто, что дозволяет избежать негативного действия перегрева и следующей деформации.
- Прерывающаяся линия свойственна внедрением пульсирующих импульсов. Заготовка находится в неизменном движении меж 2-мя прижимающими роликами, а точки повсевременно перекрывают друг дружку образуя герметичный шов..
3-ий вариант употребляется почаще и пользуется большей популярностью, чем два прошлых.
Конденсаторная
ГОСТ на конденсаторную сварку просто можно отыскать в списке соответственных документов, а подобная разработка была разработана ещё сначала прошедшего века и за время использования не перетерпела существенных конфигураций, зарекомендовав себя надёжным и обычным методом соединения металлов. Сварочный агрегат имеет ординарную систему, на электросеть оказывается маленькая перегрузка, а производительность при всем этом достаточно высочайшая.
Сущность процесса идентична с контактной сваркой, лишь тут подача тока происходит импульсно и массивно, для что употребляются массивные конденсаторы, отличающиеся большенный ёмкостью.
 Схематическое изображение конденсаторной сварки.
Схематическое изображение конденсаторной сварки.
Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, к примеру:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это мультислойные конструкции.
Выносные стрелки указывают четкое пространство проведения сварочных работ, а тип сварки указывается буквенными знаками, к примеру, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт либо КТ (Компьютерная томография — метод неразрушающего послойного исследования внутренней структуры объекта). Не считая этого, используются обозначения, обозначенные в таблице:
| Сварной угол | Литера | Доп сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | поперечник сварной точки, ширина сварки роликового пита |
[stextbox Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».[/stextbox]
Выводы
Любой сварщик в собственной деятельности опирается на техно подготовку, практический опыт и познание методик, регламентируемых ГОСТами.
Технические требования на чертеже
На чертеже обязана быть представлена вся нужная информация для производства детали либо изделия. А это означает, что нужно указать не только лишь геометрические формы и размеры изделия, да и требования по термообработке, точности производства, покрытию, настройке, способах тесты. Эта информация указывается в Технических требованиях (ТТ).
Нормы по оформлению Технических требований на чертеже указаны в ГОСТ 2.316-2008. Согласно которому пункты в ТТ обязаны иметь сквозную нумерацию, и быть сгруппированы по смыслу (нраву операции). Заголовок Технические требования пишется лишь в этом случае, если на чертеже находится таблица — Технические свойства. Во всех других вариантах заголовок — Технические требования не пишется.
Текст технических требований располагают над главный надписью на первом листе.
Содержание технических требований зависит от типа чертежа и особенностей технологического процесса производства и предназначения детали либо изделия. Разглядим некие примеры ТТ на разных чертежах.
Примеры технических требований
На рабочих чертежах деталей, подвергающихся механической обработке, нередко указывают неуказанные предельные отличия и неуказанные размеры радиусов.
Если материал детали можно поменять, то это также указывается в ТТ.
Если требуется термообработка детали, то в технических требованиях указывается твердость.
Технические требования на сборочном чертеже
На сборочных чертежах указывают инормацию, которая нужную для правильного выполнения сборки изделия. Это могут быть указания о плотности соединений, маркировке, сварке, испытаниях, размерах, испытаниях, к примеру.
- Плотность полости А обеспечить герметиком ТУ ТУ 38.303-04-04-90.
- Размеры для справок, не считая обозначенных *.
- Испытать на крепкость сжатием перегрузкой 1000 H.
Технические требования на сварку
В ТТ указывается муниципальный эталон на сварку зависимо от используемой технологии. Разглядим примеры.
- Сварные швы по ГОСТ 5264-80.
- Сварные швы термообработать для снятия внутренних напряжений.
- ГОСТ 5264-80 для ручной дуговой сварки
- ГОСТ 8713-79 для сварки под слоем флюса
- ГОСТ 14771-76 для дуговой сварки в среде защитного газа
- ГОСТ 14806-80 для дуговой сварки алюминия в среде инертных газов
- ГОСТ 14776-79 для точечной дуговой сварки
- ГОСТ 16037-80 для сварных соединений
- ГОСТ 15878-79 для контактной сварки
Если нужно выполнить проверку плотности, то это указывается в технических требованиях.
Может быть испытание изделия давлением.
Технические требования на пайку
Разглядим некие ТТ связанные с пайкой.
- Пайка по ГОСТ 17325-79.
- Места пайки покрыть лаком СБ-1с ТУ6-10-1236-77.
Технические требования на чертеже вида
На чертеже вида в ТТ указывается информация по монтажу изделия, предназначению отдельных частей
Обозначения и форма представления сварных швов на чертежах

Надежность соединений обеспечивают сварочные швы, в отношении которых действуют надлежащие ГОСТы. В этих эталонах отражены обозначения схожих швов, о которых должен быть ознакомлен любой сварщик. Подобные познания ценны тем, что помогают ознакомиться и вдуматься в сущность чертежей, стремительно и отменно соединить изделия из сплава. При всем этом у всякого чертежа имеется огромное количество принципиальных аспектов, к которым следует отнести обозначения различных швов, нумерацию сварных частей и пр. И только имея представление о том, что значит любой из этих частей, можно осознать, как без ошибок выполнить разработанный проект.
Главные обозначения
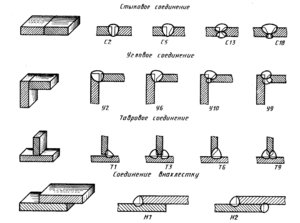
Приготовленные для сварки изделия нередко выполнены из материалов, которые различаются не только лишь шириной, да и размерами и формой. Также соединяемые детали могут различаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены разные обозначения сварочного шва, что определяется сначала обоюдным расположением сварных частей конструкции. Действующие муниципальные эталоны определяют последующие главные виды соединений:
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Нередко на чертежах можно повстречать обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в границах одной поверхности либо плоскости. Точками соприкосновения при соединении деталей способом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым предполагается соединение частей способом сварки по торцевым сторонам изделий, где боковые части размещены совместно. К схожему способу прибегают в тех ситуациях, когда нужно соединить элементы из узкого сплава в целях предотвращения прожога. Весьма принципиальным моментом будет то, что на чертежах кроме конкретно обозначения того либо другого сварочного шва непременно обязано находиться пояснение, раскрывающее сущность того, какой конкретно тип сварочного шва имеется в виду. Таковая доборная информация обязана находиться в тех вариантах, когда для обозначения сварочных швов употребляют схожие буковкы.
Нахлестное
При выполнении сварочных швов нахлестным способом обычно употребляется на чертежах большая буковка «Н», которая служит пояснением к создаваемому шву. Индивидуальностью таковых соединений будет то, что элементы находятся параллельно относительно друг дружку, при этом один из их должен отчасти перекрывать иной.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего знака употребляется буковка «Т». Для этого соединения предвидено, что одно изделие сваривается торцевой частью с иным изделием в том же месте под неким углом, который может достигать 90 градусов.
Угловое
Большая буковка «У» применяется для обозначения на чертежах углового сварного шва. Для схожих соединений типично сваривание изделий под прямым, острым либо тупым углом относительно друг дружку.
Нередко на чертежах для обозначения сварочного шва может применяться одна из 2-ух пометок:
- видимый;
- невидимый.
При этом это правило действует в любом случае, несмотря на тип используемого способа сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к группы видимых пометок, употребляется математический символ «+». Что все-таки касается невидимой точки, то для нее не предвидено никаких обозначений.
Индивидуальности указания швов на чертеже

В неких ситуациях чертеж может предугадывать швы, сделанные в согласовании с схожими эталонами. Тогда для таковых проектов будут применяться и схожие обозначения, при этом схожая информация обязана быть приведена в технических требованиях этого чертежа.
Время от времени в качестве поясняющей метки для швов, которые на чертежах соответствуют друг дружке, может употребляться определенная цифра. Но это правило действует только при условии, что меж ними выслеживается абсолютная схожесть, а применяемое изображение является однобоким, скажем, они представлены только с лицевой либо оборотной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таковых случаев чертеж непременно должен предугадывать отметку, выполняемую в виде полосы, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва употребляет линии-выноски. При этом в качестве отметки для швов допустимо применять только одну из симметричных сторон изделия. Схожий вариант допускается только при наличии оси симметрии.
Чертежи: требования ГОСТ

Если чертеж, выполненный в согласовании с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные с помощью швов 1-го и такого же типа, то для их отметок допускается применять линии-выноски. При этом принципиальным моментом будет то, что только одна определенная часть детали может предугадывать обозначение шва. Идеальнее всего, если это выполнено в виде изображения, а около него проходит линия-выноска.
Вероятны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные работающим эталоном отметки в виде линий-выносок. Схожее решение продиктовано тем, что нужная информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтоб чертеж соответствовал требованиям ГОСТа, в нем в неотклонимом порядке сварочные швы обязаны иметь надлежащие обозначения. Нужная информация обязана быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы либо группы сварных швов, которые отражены на чертеже. При этом эта информация обязана приводиться в специальной форме:
- таблица;
- техническое описание.
Свои индивидуальности представления на чертеже имеет и сварка. Она обязана приводиться в том виде, который закреплен действующими требованиями. Лишь при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет заморочек во время работы, и он сумеет минимальными затратами времени и без ошибок решить поставленную задачку. В этом случае, если при составлении чертежа были допущены ошибки, которые нарушают требования работающего муниципального эталона, то он вначале не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не наименее принципиальным шагом, нежели сами работы по соединению железных изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа применяемой сварки. Используемые обозначения для сварных швов обеспечивают не только лишь наглядность чертежа, да и упрощают саму работу для сварщика. Для всякого обозначения предусмотрены свои индивидуальности, потому ошибки на этом шаге могут недешево обойтись, так как конкретно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачку.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является муниципальный эталон. Потому не только лишь люди, разрабатывающие чертеж, да и те, для кого он будет служить основой в процессе работы, должны быть довольно отлично ознакомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти познания помогают не допустить ошибок и непонимания, что дозволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих сотворения сварных соединений.



























