Аргонодуговая сварка WIG/TIG
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие свойства аргонодуговой сварки
Аргон фактически не вступает в хим взаимодействия с расплавленным сплавом и иными газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон теснит его из зоны сварки и накрепко изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке вероятен крупнокапельный либо струйный перенос электродного сплава. При крупнокапельном переносе процесс сварки неуравновешенный, с огромным разбрызгиванием. Его технологические свойства ужаснее, чем при автоматической сварке в углекислом газе, потому что вследствие наименьшего давления в дуге капли растут до огромных размеров. Спектр токов для крупнокапельного переноса довольно велик, к примеру для проволоки поперечником d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание миниатюризируется. Но такие токи не постоянно соответствуют технологическим требованиям. Потому наиболее правильно для обеспечения стабильности процесса применять импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
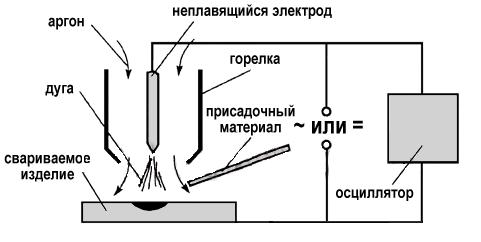
Дуга пылает меж свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод размещен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электронную цепь не включен.
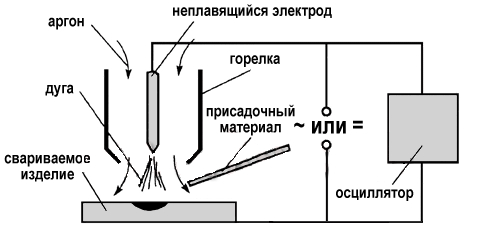
Набросок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка быть может ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока передвигаются без конкретного роли сварщика.
При всем этом методе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не быть может выполнено методом касания электродом изделия по двум причинам. Во-1-х, аргон владеет довольно высочайшим потенциалом ионизации, потому ионизировать дуговой просвет за счет искры меж изделием и электродом довольно трудно (при аргонной сварке плавящимся электродом опосля того, как проволока коснется изделия, в зоне дуги возникают пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что дозволяет зажечь дугу). Во-2-х, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Потому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое именуется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой просвет и обеспечивают зажигание дуги опосля включения сварочного тока. Если аргонная сварка делается на переменном токе, осциллятор опосля зажигания дуги перебегает в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтоб предупредить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на неизменном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, потому фактически постоянно употребляется ровная полярность, чтоб очень проплавлять изделие и мало разогревать электрод. Все стали, титан и остальные материалы, кроме алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону время от времени добавляют кислород в количестве 3–5%. При всем этом защита сплава становится наиболее активной. Незапятнанный аргон не защищает сплав от загрязнений, воды и остальных включений, попавших в зону сварки из свариваемых кромок либо присадочного сплава. Кислород же, вступая в хим реакции с вредными примесями, обеспечивает их выгорание либо перевоплощение в соединения, всплывающие на поверхность сварочной ванны. Это предутверждает пористость.
Область внедрения и достоинства аргонодуговой сварки
Основная область внедрения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может производиться без присадки. Метод сварки обеспечивает не плохое свойство и формирование сварных швов, дозволяет буквально поддерживать глубину проплавления сплава, что весьма принципиально при сварке узкого сплава при однобоком доступе к поверхности изделия. Он получил обширное распространение при сварке неповоротных соединений труб, для что разработаны разные конструкции сварочных автоматов. В этом виде сварку время от времени именуют орбитальной. Сварка неплавящимся электродом – один из главных методов соединения титановых и дюралевых сплавов.
Аргоновая сварка плавящимся электродом употребляется при сварке нержавеющих сталей и алюминия. Но размер ее внедрения относительно невелик.
Недочеты аргонодуговой сварки
Недочетами аргонодуговой сварки являются низкая производительность при использовании ручного варианта. Применение же автоматической сварки не постоянно может быть для маленьких и разноориентированных швов.
Сварка вольфрамовым электродом: индивидуальности и достоинства
В этом случае, когда к сварному шву предъявляются в особенности строгие требования, касающиеся его чистоты и точности, не обойтись без аргонодуговой сварки. Таковыми свойствами должен владеть шов, выполняемый, к примеру, при изготовлении каров. Используемая в данной ситуации сварка вольфрамовым электродом дозволяет не только лишь выполнить все нужные условия, да и значительно сберечь расход подручных материалов, другими словами конкретно самих электродов.
Индивидуальности вольфрамовых электродов и сварки ими.
Вольфрам – это более тугоплавкий из всех используемых для производства электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к наименьшим значениям.
Вести такую сварку можно как в ручном, так и в автоматическом либо автоматическом режиме. При всем этом можно совершенно не использовать присадку, используя в качестве материала для формирования сварного шва сплав с расплавляемых кромок детали. Таковой подход еще более увеличивает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды используют для сварки железных изделий, толщина которых может начинаться с 0,1 мм. Наибольшая толщина в этом случае не ограничена.

Одним из основных критерий получения высококачественного и четкого сварного шва является кропотливая подготовка кромок и сборка свариваемых деталей. В особенности принципиально это в этом случае, если ведется соединение заготовок из тонколистового сплава. Тут нужно произвести подготовительную сборку изделия при помощи прихваток, выполняемых этим же вольфрамовым электродом. При промышленном производстве в этом случае обычно употребляются особые сборочные станки.
Очередное принципиальное условие – это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (почаще всего аргона). Количество нужного газа зависит от почти всех причин: от толщины сплава, от его хим состава, от размера свариваемых деталей, от типа сварного соединения. Не считая того, на расход газа влияет и скорость сварки – чем резвее она ведется, тем наиболее массивным должен быть защитный газовый поток. Принципиально, чтоб под действие аргона попадала вся сварочная ванна, также разогретый конец присадки (если она применяется) и сам электрод.
Значимой индивидуальностью сварки с помощью вольфрамового электрода будет то, что зажигание дуги требуется создавать без прикосновения его конца к сплаву свариваемого изделия. Создать это можно с помощью осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного сплава вольфрам на его конце сплавляется с сплавом, другими словами возникает состав, температура плавления которого еще ниже, чем у незапятнанного вольфрама. А это приводит к понижению свойства сварного соединения. Также весьма принципиально верно избрать сварной ток – это дозволит свести к минимуму расход электрода при сварке и навечно сохранить форму заточки его конца.

Внедрение прямой полярности сварного тока дозволяет достигнуть малого нагрева вольфрама, а означает, и понизить расход электрода. Также этому содействует и аргоновая защита электрода от окисления кислородом воздуха. В итоге за час работы сварщика вольфрамовый электрод миниатюризируется на десятые, а время от времени и на сотые толики грамма. Иными словами, 1-го такового изделия может хватить на несколько полных рабочих смен.
Технологические свойства сварки вольфрамовым электродом.
Вольфрамовый электрод с фуррором применяется для сварки изделий из различных видов металлов, толщина которых варьируется от самых малеханьких значений до 6-8 мм. Также допускается внедрение данных видов электродов и для выполнения наиболее толстых соединений, но на практике это встречается изредка. Применение в таком случае плавящихся электродов дозволяет получить шов с наиболее высочайшими технико-физическими чертами и повысить производительность труда.
Выбор технологии проведения сварки зависит от того, производится ли она ручным методом либо в автоматическом режиме.
При ручной сварке нужно соблюдать последующие требования:
- сварка делается по направлению справа влево;
- при сварке изделий маленькой толщины горелка размещается под углом в 60 градусов к поверхности свариваемого изделия;
- если сварке подвергаются детали большенный толщины, горелка размещается как при сварке угловых швов, другими словами под углом в 90 градусов к поверхности детали;
- метод ведения присадочного прутка также зависит от толщины изделия. Если идет речь о деталях из тонколистового сплава, пруток вводится сбоку от столба дуги при совершении возвратно-поступательных колебаний. При сварке же значимых по толщине деталей движения прутка должны быть поступательно-поперечными.

Если сварка производится в автоматическом либо автоматическом режиме, то направление выбирается таковым образом, чтоб присадочный пруток шел перед дугой. При всем этом вольфрамовый электрод должен размещаться под углом в 90 градусов к поверхности свариваемых заготовок. Угол меж электродом и присадочным прутком также должен быть прямым.
Отличительные черты аргонодуговой сварки алюминия вольфрамовым электродом.
Аргонодуговая сварка применяется сейчас при выполнении неразъемного соединения деталей из самых различных металлов: стали, никеля, меди, также их сплавов. Но самую большую популярность она получила при сварке дюралевых изделий, в особенности если идет речь о изготовлении ответственных конструкций для самолетостроения либо машиностроения.
Теоретические советы говорят, что сварка алюминия вольфрамовым электродом обязана вестись на неизменном токе оборотной полярности (с «плюсом» на электроде). Но практика указывает, что в этом случае достигнуть устойчивого, ровненького горения дуги фактически нереально. А это приводит к тому, что кромки свариваемых деталей расплавляются недостаточно отлично, а расход дорогостоящего вольфрамового электрода возрастает в разы. Конкретно потому почаще всего практикующие сварщики создают работы с алюминием на переменном токе обычной частоты.
В этом случае период сварки делится на два полупериода:
- в одном из их ток меньше, а на электроде находится «плюс»,
- в другом ток больше, а на электроде «минус».
В том полупериоде, когда электрод имеет положительный заряд, поверхность свариваемого сплава очищается. Когда же электрод заряжен негативно, сплав усиленно расплавляется, при всем этом нагрев самого вольфрама понижается. Свойство сплава очищаться во время проведения сварки дозволяет делать работы без внедрения особых флюсов.
Некие аспекты аргонодуговой сварки вольфрамовым электродом.
Одно из принципиальных критерий для получения высококачественного сварного соединения – это размеренная дуга. Достигнуть от дуги непрерывного, ровненького горения помогает неизменный ток прямой полярности. При всем этом значения тока могут быть совершенно маленькими – от 5 А, а напряжение – от 12 В. На неизменном токе создают сварку стали, меди, латуни, чугуна, титана и их сплавов.
Огромное значение при сварке на неизменном токе имеет заточка вольфрамового электрода – его конец должен быть острым и верно очерченным. При промышленной сварке электроды затачивают при помощи специального оборудования – станков с алмазным кругом. При их отсутствии подойдет и обыденный точильный станок либо тонкодисперсный круг. Заточка делается по направлению к концу электрода. При всем этом нужно пристально смотреть за тем, чтоб электрод в процессе подготовки не перенагрелся. Превышение температуры вольфрама выше допустимых значений делает его весьма хрупким – таковой электрод будет просто крошиться в процессе сварки.

Не считая того, для выполнения аргонодуговой сварки нужен защитный газ высочайшей чистоты – в нем обязано содержаться не наименее 99,99% аргона. В неприятном случае гласить о высочайшем качестве сварного шва не придется. К слову, конкретно сварной шов поможет найти свойство аргона – если газ содержит огромное количество сторонних примесей, материал сварного шва будет темнеть.
Направьте внимание! Внедрение аргона накрепко защищает изделия от возникновения на их поверхности в процессе сварки оксидной пленки. Но при всем этом оксиды, которые находились на сплаве вначале, аргон не удаляет. Потому до начала сварки нужно кропотливо зачистить кромки свариваемых заготовок.
Сварку алюминия и его сплавов, как уже упоминалось, ведут на переменном токе. Заточка электрода тут также имеет огромное значение. Правда, в этом случае электрод не оттачивается остро, как нажимало – довольно мало закруглить его конец. Не считая того, перед сваркой алюминия весьма принципиально верно приготовить детали и буквально подобрать присадочный материал. Что касается подготовки, то это, сначала, зачистка и обезжиривание свариваемых поверхностей, также снятие с их фаски, если детали выполнены из толстого сплава. В качестве присадки при сварке вольфрамовым электродом алюминия может выступать как незапятнанный алюминий (Al 99%), так и его сплавы – силумин (сплав алюминия с кремнием AlSi) либо дюраль (алюминий плюс магний AlMg).
Ручная дуговая сварка в среде аргона
Сварка аргоном – разработка, пользующаяся большенный популярностью сейчас. Это обосновано ее доступностью, также возможностью работы с высоко и низколегированными сталями и цветными сплавами. Если существует необходимость сварить ответственную систему либо труднообрабатываемые сплавы, вроде алюминия либо титана, то для вас не обойтись без аргоновой сварки.
Достоинства аргонно-дуговой сварки:
- Высококачественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Опрятный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — метод сварки применимый для сваривания металлов с внедрением электронной дуги и газа (аргона). Электронная дуга плавит сплав свариваемой детали, также присадочный пруток, формируя шов.

Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и остальных газов, взаимодействующих со сварочной ванной. При попадании в пространство сваривания металлов кислород вызывает мощное окисление, влияя на свойство шва, а некие сплавы и совсем могут возгораться от таковой реакции. Благодаря собственной инертности аргон сам не вступает в реакции и не дает кислороду реагировать с сплавом в сварочной ванне, конкретно потому газ подается до розжига дуги и опосля окончания сваривания продолжает подаваться некое время.
Сварка аргоном проводится 2-мя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и сразу являются припоем. Существует широкая систематизация таковой проволоки, разделяющейся по размеру, также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого сплава – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает расплавляться при 3600 и наиболее градусов. Таковой пруток нужен только для розжига дуги и ее поддержания, присадочный сплав подается вручную. Делят неплавящиеся электроды по толщине, длине и составу сплава, пригодного под тот либо другой сплав и метод сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматом.
Есть и остальные разновидности, но они предусмотрены для работы с высокоточными изделиями и промышленных работ. Мы же побеседуем, как смотрится разработка сварки аргоном, применимая в домашних критериях. Оба аппарата имеют основной пляс – простоту работы, и им будет рад любой начинающий сварщик. В данной статье наиболее детально разглядим 1-ый способ.
Оборудование аргонодуговой сварки неплавящимся электродом
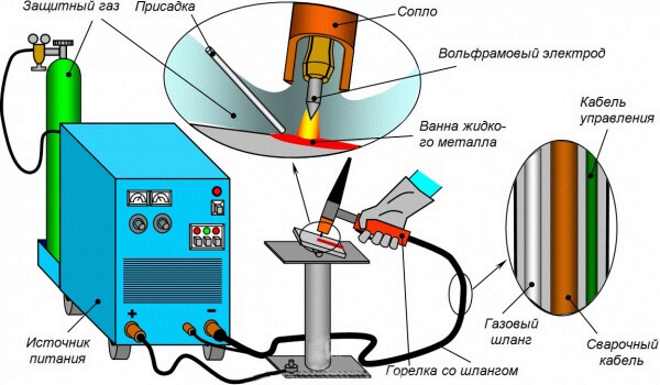
Ручная аргонодуговая сварка неплавящимся электродом подразумевает наличие специального оборудования, состоящего из источника питания, газовой установки, по мере необходимости – механизма подачи проволоки и ряда остальных систем.
У каждой системы есть свое назначение и свои индивидуальности, так для проведения высококачественных работ для вас пригодятся:
- источник напряжения сварки аргонно дуговой – делят трансформаторы и инверторы. Крайние наиболее комфортны в использовании и всепригодны, являются источником неизменного и переменного тока. Инвертор может употребляться фактически в всех критериях квартиры, пригородного дома либо гаража. Работают инверторы от трехфазной сети и обыденных 220В. Идеальнее всего чтоб аргонная сварка была всепригодная и нечувствительная к перепадам напряжения.
- горелка – главный рабочий элемент, система которого может различаться, зависимо от избранной техника сварки. Есть горелки для плавящихся электродов и вольфрамовых прутков. Внедрение аргонной сварки с подачей проволоки предполагает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд остальных характеристик. Так, как этот элемент работает в конкретной близости от сварочной ванны, то подвергается высочайшим температурам. Хорошим материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Размер емкости для газа впрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- доп девайсы. Сюда входят главные средства персональной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к гаджет стоит отнести – сварочный столик. Этот элемент почти во всем упрощает работу сварщика. Ведь дозволяет агрессивно фиксировать свариваемые детали, оборудован системой отвода газов, неплохим освещением. Верный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки

При сварке аргонодуговой вольфрамовым электродом употребляют особые присадочные прутки, для наполнения сварного соединения сплавом. Так, как разработка дозволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют разный состав и делятся на присадки из:
- нержавейки, употребляется для нержавеющей стали и сотворения швов, с высочайшей сопротивляемостью коррозии;
- алюминия и дюралевых сплавов, надежный шов выдерживающий высочайшие температуры, не теряя плотности шва;
- меди и медных сплавов, таковой шов имеет высочайшие характеристики электропроводимости, гибкости. Прутки из меди употребляются для
- сваривания ряда цветных металлов;
- никеля, для сваривания металлических изделий и сотворения швов стойких к окислению.
Проволока 
Материал, созданный для использования в установках с автоматической подачей сварочного материала. Как и прутки делится на группы по составу, применимому к разным видам стали, имеет различную толщину.
Главный расходный материал это – газ, а поточнее газовая смесь. Ввиду высочайшей цены незапятнанный аргон применяется достаточно изредка, часто сварщики пользуются консистенцией аргона и углекислого газа либо гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида сплава и его толщины.
Шланги, фитинги
Если все работы выполняются стационарно, то набора шлангов и соединений обязано хватить на долгий просвет, но беря во внимание специфику работ, эти элементы достаточно нередко изнашиваются и требуют подмены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, весьма нередко необходимо добавить длины и так дальше.
Индивидуальности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще не так давно предполагала определенное образование сварщика. Без познаний, приобретенных в учебных заведениях либо особых курсах без помощи других выполнить сварочные работы было весьма трудно. Но, с развитием технологий и внедрением нужных для юзеров систем, аргонодуговые сварки технологии стали доступными для масс. Беря во внимание распространенность данного оборудования, его полностью можно зачислить к остальной бытовой технике, которая есть практически в любом гараже. Но если сварка в среде аргона таковая обычная, то как варить аргоном?
Различается этот метод сварки от обычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это лишь на 1-ый взор. В реальности метод сварки имеет ряд особенностей и аспектов, не сложных, но нужных:
- Если мы работаем электродом из вольфрама, то он размещается как можно поближе к сплаву, но не касается стали. Для розжига дуги употребляют осциллятор либо особые материалы.
- Расстояние меж электродом и сплавом обязано быть неизменным. В неприятном случае дуга может начать прыгать, понижается провар либо начинается прожиг сплава. Также меняется область деяния защитного газа, что может привести к окислению шва.
Весьма принципиальный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не надо. Горелка ведется плавненько вдоль шва.
Режимы аргонодуговой сварки
- Метод сварки предполагает защиту шва от кислорода при помощи инертного газа – аргона. Потому сварщик должен смотреть за тем, чтоб сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. Опосля окончания работ горелка удерживается в крайнем положении, а газ подается еще 5 – 15 секунд. Для наилучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки обязана быть неизменной, стоит исключить подачу припоя рывками. Если проволока подается автоматом, то рациональные характеристики можно отыскать в особых таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина неизменная, прописанная в ГОСТах. Там же можно отыскать лучший баланс меж аргоном и иными примесями.
- Опции тока – один из более сложных, опосля работ с горелкой, пт. В особенности это касается начинающих сварщиков. Основная мысль состоит в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтоб верно настроить аппарат, для вас нужно прибегнуть к обычным схемам. Для этого необходимо знать толщину стали и ее состав. В таблицае на сто процентов представлены опции силы тока, вольтаж, тип тока, полярность и остальные характеристики.
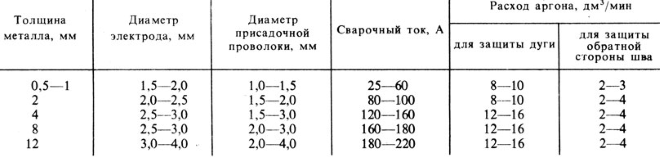
Внимание! Для всякого типа свариваемых металлов опции оборудования будут различны.
Как верно варить аргонодуговой сваркой
Успешное примененная разработка аргонодуговой сварки заключается в 3-х вещах:
- 1-ая – правильные опции всей системы. В отличие от сварки электродом, где довольно избрать силу тока, тут нам пригодится изучить пристально способности нашей системы, свариваемую деталь и подобрать рекомендованные опции.
- 2-ой пункт фуррора – жесткая рука сварщика. Даже если мы настроили все верно, но при всем этом не выдержали расстояние от электрода до заготовки либо некорректно подавали пруток, то рассчитывать на высококачественный шов не придется.
- 3-ий столп фуррора – рабочее пространство. Тут мы сможем комфортно расположится без помощи других, прочно зафиксировать заготовку, расположить поблизости все нужные расходные материалы, обеспечить неплохую вентиляцию, при всем этом избегая сквозняков. Сквозняки либо мощные порывы ветра – единственная вещь, не считая самого сварщика, которая может усугубить свойство работ.
Сварка аргоном по технологии смотрится последующим образом:
- Подбираем материал для припоя;
- Устанавливаем пригодный электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Жмем на курок, при всем этом подается газ, но дуга не загорается
- Загорается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не закончится подача газа.
Полезные советы
- Если подавать газ с иной стороны шва, это прирастит его расход, да и повысит свойство работы
- Осциллятор упрощает розжиг дуги, а реостат поможет для вас окончить шов.
- Для понижения цены шва стоит применять смесь аргона с иными газами.
- Фуррор работы с горелкой для сварки аргоном по технологии описанной чуть повыше, заключается в неизменной практике.
Заключение
Сварка ручная аргонодуговая становится все наиболее доступной и дешевенькой. Сейчас, за стоимость дорогих инверторов для работы с электродами, можно приобрести стартовый набор ТИГ сварка либо МИГ. Но учтите, что приобретенная ручная аргонодуговая сварка это лишь часть расходов, ведь для работ нужно повсевременно докупать недешевые прутки и газ, потому для нечастого использования покупка может утратить собственный смысл. Ценность сварки аргоном и технологии состоит в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и прекрасное снаружи.



























