Сварочный инвертор своими руками; схемы, советы, видео сборки
Сварочный инвертор своими руками — схемы, советы, видео сборки
 Сварочный инвертор был придуман известным конструктором Юрием Негуляевым. Если вы разбираетесь в электронике, также обладаете временем и желанием, можно собрать сварочный инвертор своими руками, схемы для которого вы отыщите в данной нам статье. Для его производства пригодятся транзисторы и тиристоры.
Сварочный инвертор был придуман известным конструктором Юрием Негуляевым. Если вы разбираетесь в электронике, также обладаете временем и желанием, можно собрать сварочный инвертор своими руками, схемы для которого вы отыщите в данной нам статье. Для его производства пригодятся транзисторы и тиристоры.
Инвертор является обычным и действенным сварочным аппаратом. Посреди его преимуществ можно выделить маленькой вес по сопоставлению с остальным сварочным оборудованием с таковыми же чертами. При работе инвертора ток поступает на выпрямитель, сглаживается с помощью фильтра, опосля что на транзисторы поступает уже неизменный ток. Проходя через транзисторы, ток становится опять переменным, но его частота добивается 50 кГц.
Потому инвертор работает на базе преобразования высокочастотных токов. Но главным преимуществом такового аппарата является его простота. Потому так просто создать сварочный инвертор своими руками. Схемы инвертора можно отыскать в данной нам статье.
Подготовка к изготовлению инвертора
Важнейшая часть, чтоб сделать сварочные аппараты своими руками – схемы. В данной нам статье вы можете отыскать самые обыкновенные схемы, чтоб создать сварочный аппарат своими руками. Видео также поможет в процессе производства оборудования.
Для начала следует сделать трансформатор для сварки своими руками. Рекомендуется применять трансформатор от микроволновки. При всем этом мощность такового трансформатора обязана быть не наименее 1 кВт. Устройство на базе такового трансформатора сумеет сваривать сплав маленькой толщины.
Если требуется наиболее массивное оборудование, следует применять два таковых трансформатора. Сварка из микроволновки своими руками делается весьма просто, довольно иметь малый опыт работы.

Система сварочного инвертора
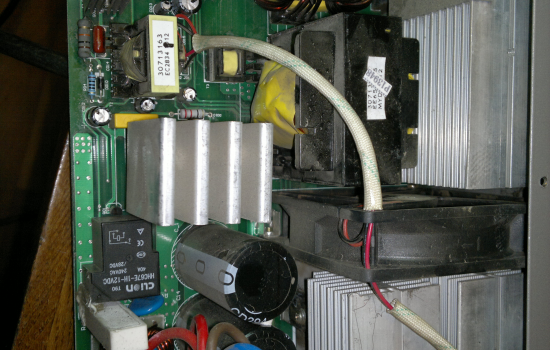
В качестве базы сварочного инвертора употребляется дюралюминиевая плита, размер которой составляет 6 мм. Конкретно к ней присоединяются все провода, также проводники, отдающие тепло. Весьма принципиально, чтоб провод не облегал термоизоляционный материал.
Сейчас установите весьма мощнейший вентилятор для обдува, также радиаторы выпрямительных диодов, под его поток будет попадать и резонансный дроссель. В качестве вентилятора идеальнее всего применять авто радиатор.
Дроссель является главным элементом сварочного инвертора. Чтоб сделать сварочный дроссель своими руками, употребляется 6 медных сердечников, которые можно приобрести или взять из старенького трансформатора. Сварочный дроссель своими руками делается довольно просто, основное пристально изучить схему устройства. К диодикам присоединяем стабилизаторы напряжения, также изоляционные уплотнители.

В данной схеме употребляется трансформатор с магнитным проводом без изоляции, но применять можно и с изоляционным покрытием. Также непременно следует изолировать проводники с помощью фторопластовой полосы либо изоленты. Для наилучшего остывания трансформатора добавочно употребляется вторичная обмотка так, чтоб образовался зазор меж изоляциями.
Чтоб не появлялись сбои в работе аппарата, нужно развести проводники в различные стороны. Это поможет избежать их соприкосновения. На полевом транзисторе нужно установить силовой мост. Он производится навесом. Для этого употребляется медный провод с изоляцией либо без нее.
Для крепления нужно использовать изоляционные пяточки, которые помогают прирастить долговечность конструкции. Добавочно можно придавить транзисторы к радиатору либо установить на дюралюминиевые пластинки.
Сварочный инвертор своими руками, схемы которого можно узреть в данной нам статье, непременно должен включать в свою систему мощнейший вентилятор, чтоб сразу охлаждать несколько мостов.
Если вы не понимаете, как собрать сварочный аппарат своими руками, видео поможет разобраться с главными шагами производства.

Советы
- Рекомендуется установить особые стабилитроны в затворах силовых ключей.
- Не используйте для подключения готового устройства провод, поперечник которого составляет меньше 1,5 мм. Идеальнее всего применять провод поперечник, которого составляет 2 мм.
- Используйте парное скручивание проводов, подключаемых к транзистору.
- Рекомендуется установить автоматический выключатель, сила тока которого составляет 25 ампер.
- Особенное внимание уделите изоляции всех частей конструкции.
- Для надежного контакта всех частей следует пропаивать силовые цепи и внутренние узлы.
- Требуется неотклонимый установка цепочки RC параллельно диодикам, чтоб защитить диоды от пробоя.
Еще по данной нам теме на нашем веб-сайте:
До этого чем начать выбор аппарата, нужно верно обусловиться, для что он будет для вас нужен, и как активно будет употребляться. Исходя из этого, уже можно приступить.
Наилучшие инверторы сварочные – электронные приборы, преобладающие по почти всем механическим, физическим и сварочным показателям над обыденным сварочным оборудованием. Они могут примеряться для всех видов сварочных.
Отвечая на вопросец: «Mig Mag сварка: что это и как работает?», сначала, нужно поведать о принципе деяния этого способа сварки. Данный способ основан.
Время от времени довольно прочесть инверторный сварочный полуавтомат отзывы, чтоб обусловиться с моделью устройства и начать им воспользоваться для выполнения работ по сварке разных конструкций. Потому принципиально.
Сварочный инвертор своими руками – как создать таковой аппарат?
Если человек умеет воспользоваться паяльничком и на достаточном уровне разбирается в современной электротехнике, он способен создать сварочный инвертор своими руками, сэкономив тем немалые средства, которые пришлось бы издержать на приобретение промышленного агрегата.
1 Каким требованиям должен соответствовать самодельный инвертор?
Сварочный аппарат инверторного типа, как понятно, представляет собой блок питания высочайшей мощности, который может работать в режиме формирования на выходе дугового заряда, а потом и поддержания крайнего в пылающем состоянии. Обозначенный режим является томным, потому далековато не любой силовой модуль в состоянии работать в нем. В тот момент, когда сварщик «чиркает» концом стержня по свариваемому изделию, в сварочной цепи фиксируется куцее замыкание.
Конкретно данное явление считается более критичным для блока питания (для того, чтоб произошел достаточный разогрев электрода и его следующее расплавление, нужно затратить весьма много энергии). По данной нам причине, если вы планируете создать сварочный инвертор своими руками, следует позаботиться о том, чтоб его модуль питания располагал достаточным припасом мощности. В неприятном случае самодельный аппарат просто-напросто не сумеет поджечь дугу, нужную для выполнения сварки.
Большая часть электродов сечением до 4 мм показывают размеренное горение при силе тока в районе 120–130 ампер. Но вот зажечь их на схожем токе будет нереально, а означает, необходимо предугадать такую мощность блока питания, чтоб он без заморочек выдавал 180–190 ампер.

Иной момент. Вольт-амперный показатель (его обычно именуют чертой дуги) при обычных погодных критериях описывается падающим видом. Это значит, что напряжение будет иметь тем наименьшую величину, чем наиболее высочайшая сила тока находится в электродуге. Приведенное утверждение правильно для токов не выше 80 ампер. Только при наиболее больших показателях силы тока наблюдается стабилизация электронной дуги (при повышении тока напряжение не меняется).
Варить железные изделия нестабильной дугой не имеет никакого смысла. Высококачественного сварного соединения вы никогда не получите. Заместо этого на сплаве полностью будут прожоги, непровары, ну и сам шов будет характеризоваться высочайшей пористостью и малой надежностью.
Блок питания самодельного сварочного агрегата должен отвечать последующим требованиям:
- наличие полной развязки (гальванической) от 220-вольтной бытовой электронной сети;
- очень плавная настройка тока на выходе;
- мощность от 5 киловатт (если вы желаете, чтоб аппарат работал с коэффициентом полезного деяния не наименее 80 процентов);
- наличие системы, которая защищает агрегат при залипании сварочного стержня от перегрузок;
- напряжение (выходное) холостого хода обязано быть 45 вольт и наиболее.

Не считая того, лучше устанавливать на инвертор систему, которая упрощает розжиг электродуги на маленьких по величине токах. Разобравшись с «теорией», можно перебегать к самостоятельному изготовлению инверторной установки для сварки. Сходу же скажем, что в нашей статье будут содержаться общие советы по данному процессу, которые посодействуют для вас своими руками собрать действенный аппарат для сварки. Если же вас заинтересовывают определенные электронные схемы инверторного агрегата, их лучше выискать в спец литературе.
2 Как выполнить обмотку сварочного трансформатора?
Обмотку можно созодать из ПЭВ-провода с огромным числом отдельных жил общим сечением около 0,7 мм. Данный вариант обычный, но не самый наилучший. Дело в том, что меж жилами имеются воздушные зазоры, которые понижают площадь сечения приблизительно на третья часть. Схожей препядствия не наблюдается тогда, когда намотка осуществляется с помощью жестяных медных полосок шириной порядка 0,3 мм.
Использовать следует конкретно тонкие полосы, чтоб избежать так именуемого «эффекта Skin». При возникновении этого эффекта появляется лишний нагрев трансформаторного устройства и выход его из строя из-за того, что огромные по толщине полосы сформируют такую сердцевину, которая просто-напросто не будет работать. Термопрослойку идеальнее всего изготавливать из бумаги, закладываемой в ксерокс, или из той, которая употребляется на кассовых установках.

2-ой вариант лучше, потому что «кассовая» бумага имеет огромную длину, что упрощает ее намотку. Не считая того, она не рвется за счет собственных довольно больших механических параметров. Делать вторичную обмотку лучше также из медных полосок. Друг от друга их обычно отделяют с помощью прослойки из фторопласта. Опосля намотки «вторички» не забудьте уложить тепловую прослойку (снова же таки из обозначенной выше бумаги).
Трансформаторное устройство, которое во время использования инвертора будет интенсивно греться, следует в неотклонимом порядке оснастить вентиляторами. Подходят 0,15-амперные кулеры, которые стоят в старенькых компах. При желании разрешается взять и наиболее массивные охлаждающие механизмы, но лишь в этом случае, если вы думаете использовать инвертор весьма интенсивно.

Обычно, устанавливается 6 кулеров. При этом на обмотку трансформатора нужно навести половину из их. Не забудьте и о отверстиях, через которые в аппарат будет поступать свежайший воздух. Их необходимо расположить так, чтоб обеспечить наибольший приток воздуха (нормально – конкретно напротив кулеров).
3 Верный выбор транзисторов и остальных частей электросхемы
Силовые ключи (конкретно так именуют транзисторы) требуется подбирать очень хорошо. Ваш аппарат не будет отменно работать, если не выполнить данное условие. Чтоб верно избрать ключи, необходимо высчитать (приближенно) величину мощности инвертора, который вы желаете получить. Допустим, при 24-вольтном напряжении (усредненная величина, при которой электродуга размеренно пылает) вы планируете получить дугу не наименее 160 ампер.
При умножении 160 на 24 у нас выходит показатель мощности (полезной), которую сумеет отдавать инверторный самодельный аппарат. В нашем примере – это 3,48 киловатт. Если коэффициент полезного деяния будет составлять 85 процентов, транзисторы должны суметь пропустить через себя те же 3,48 киловатт, умноженные на КПД. В итоге получаем финишную величину около 4,5 киловатт. Это число является показателем общности ключей. Зная его, можно найти и показатель силы тока, которую будет выдавать аппарат.

В тех вариантах, когда конструируется сварочный агрегат для подключения к бытовой сети (220 вольт), сила тока будет приравниваться 20 амперам (разделили 4500 ватт на 220). Как лицезреем, нам пригодятся транзисторы, которые способны обеспечить ампераж в 20 единиц. И ни 1-го ампера меньше!
Сейчас давайте разберемся с тем, какое напряжение обязаны иметь силовые ключи. Данный показатель в транзисторной мостовой (обычной) схеме выбирается на уровне 400 вольт. Некие умельцы убеждают, что лучше установить ключи с огромным вольтажом (прямо до 1,2 кВ). Поверьте, созодать этого не следует. Добавим, что спецы фактически единогласно рекомендуют брать транзисторы IGBT. Вообщем, вы сможете применять силовые ключи и остальных производителей (IR, MOSFET и остальные).

Советы по построению силовой схемы:
- мост почаще всего устанавливается на 2-ух радиаторах;
- диоды (их выводы) располагают напротив ключей;
- для минимизации утрат мощности на транзисторах в схему добавляются особые снабберы с конденсаторами.
Необходимо также позаботиться о понижении резонансных выбросов при работе агрегата. Для этого на плату ставят 10–20 конденсаторов (по 630 В и 0,15 мк любой).
4 Правила опции и регулировки самодельного инвертора
Опосля того, как вы выполнили все нужные деяния, и собрали сварочный аппарат, нужно произвести его настройку. Без проведения данного мероприятия воспользоваться инвертором недозволено. Настройка содержит в себе несколько операций, которые следует производить поочередно. На первом шаге регулировки установки на широтно-импульсный модулятор (другими словами на плату ШИМ) агрегата подают 15 вольт питания. И в это самое время даем разряд на вентиляторы.
Обозначенные деяния дают возможность настроить синхронность включения кулеров и проверить их работоспособность. Опосля того, как плата получила питание (через 4–8 секунд), нужно будет удостовериться в том, что на резисторе срабатывает особое замыкающее реле. Если все в порядке, приступаем к настройке модулятора, убеждаясь в том, что при срабатывании реле на плате возникают прямоугольные импульсы.

Последующая стадия опции и проверки функциональности платы производится так: выставляется холостой ход; на мост подается ток силой до 100 мА. Таковая проверка тривиальна и при всем этом весьма принципиальна, потому что она дозволяет удостовериться в работоспособности моста.
Непременно требуется и регулировка уровня шума, отмечаемого на фазах трансформаторного устройства. В эталоне никаких сторонних звуков при работе инвертора на фазах быть не обязано. Если вы слышите шумы, скорее всего, полярность была установлена ошибочно. Просто поменяйте ее. Обозначенную проверку «на шумы» разрешается делать средством хоть какого электроприбора, применяемого в быту (к примеру, обыденного электронного чайника), который имеет мощность не наименее 2,2 кВт.
Не считая того, необходимо проверить точность монтажа фаз трансформатора, вне зависимости от того, по какой схеме производился инверторный аппарат, также от того, какую конкретно систему он имеет. Производится схожая проверка осциллографом с 2-мя лучами, которые подсоединяются к первичной и вторичной обмотке. На верно изготовленном инверторе скачки напряжения не могут быть наиболее 330 вольт.

В итоге приводим несколько принципиальных советов для тех, кто без помощи других делает сварочный инвертор:
- в затворах силовых ключей нужны особые стабилитроны с 2-мя анодами (нередко используются изделия КС213);
- подключение агрегата к электронной сети следует делать проводом поперечником не наименее 1,5 мм (лучше взять даже кабель сечением 2–2,5 мм);
- лучше делать парное скручивание кабелей, которые подключаются к затворам транзисторов;
- параллельно диодикам (силовым) постоянно требуется монтировать цепочки RC, которые защищают обозначенные элементы от пробоя;
- на входе инвертора ставится 25-амперный автоматический выключатель;
- силовые цепи необходимо пропаивать, чтоб гарантировать их надежный контакт (при плохом соединении внутренние узлы инвертора могут в хоть какой момент загореться из-за угрозы расплавления силовых цепей).
Не считая того, непременно нужно выполнить изоляцию (от выхода и корпуса) всех высоковольтных цепей агрегата для электродуговой сварки.
Ремонт сварочного инвертора своими руками
Сварочный аппарат является неотъемлемым инвентарем при проведении монтажных работ, где задействован металлопрофиль. На замену томным трансформаторным пришли инверторные сварочники. Они имеют маленькой вес и наиболее мобильны, потому полюбились почти всем мастерам. Во время эксплуатации могут происходить обычные и нетипичные поломки, потому принципиально знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого необходимо и как проходит процесс устранения проблем, будет рассмотрено в данной нам статье.

Чем различается сварочный инвертор
Инверторный сварочный аппарат получил свое заглавие в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ), это значит, что импульс меняется 50 раз за секунду. На выходе из инверторного сварочника частота тока близка к неизменному, т. е. происходит процесс сглаживания. Чтоб достигнуть этого применяется несколько модулей, которые собраны в одну либо несколько схем. На входе находится первичный блок, который производит сглаживание, он состоит из диодного моста. Опосля подготовительного выпрямителя ток попадает на блок инвертора. Тут в дело вступают транзисторные ключи, он обеспечивают преобразование неизменного тока в частотный, наибольшее его значение добивается 100 кГц.

Частотный ток поступает из транзисторной сборки на трансформатор. В этом блоке устанавливается частотный трансформатор, который понижает напряжение. При всем этом делается увеличение силы тока, что принципиально для обычного горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является очередной выпрямительный модуль, опосля которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При всем этом употребляются полупроводники большенный мощности. Не считая главных частей, есть и доп, к примеру, вся электроника нуждается в неизменном охлаждении, потому предусмотрен оборотистый вентилятор, который обеспечивает воздухообмен.
Предпосылки дефектов

Львиная толика поломок инверторных сварочных аппаратов приходится на некорректную их эксплуатацию. В неких вариантах инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть завышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонент и выходу их из строя. Также не стоит применять сварочный инверторный аппарат во время дождика либо сходу опосля него. Любой инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Таковая причина может, к примеру, крыться в обработке сплава большенный толщины высочайшими токами. Это приведет к перегреву и прогоранию транзисторных сборок либо остальных частей.
Большая часть инверторных сварочных аппаратов непревзойденно управляются с пониженным напряжением, но в неких вариантах оно может стать предпосылкой выхода из строя 1-го из модулей. Стоит держать в голове, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на увеличение тока на выходе. В неких вариантах предпосылкой поломки может стать плохое закрепление рабочего либо подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также может быть появление замыкания. Недостающее остывание в силу выхода из строя вентилятора либо прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Всераспространенные неисправности
Существует ряд дефектов, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются достаточно просто, потому на их стоит тормознуть подробнее.
Неуравновешенная дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании сплава либо прожигании обрабатываемой поверхности. Предпосылкой тому является неправильный подбор силы тока на выходе для толщины определенного сплава и электрода. Некие производители электродов указывают на упаковках, какой ток быть может использован для определенного электрода. Подходящее значение можно избрать экспериментальным методом, просто покрутив ручку в наименьшую сторону. Если есть уверенность в корректности показаний тока на выходном мониторе инверторного сварочного аппарата, тогда можно пользоваться таблицей, которая приведена ниже.

В неких вариантах может наблюдаться нередкое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и иная причина такового процесса, она заключается в пониженном напряжении на входе. При всем этом агрегат не методе выдать требуемую силу тока для определенного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В неких вариантах нехороший контакт может стать предпосылкой прилипания электрода к поверхности заготовки.
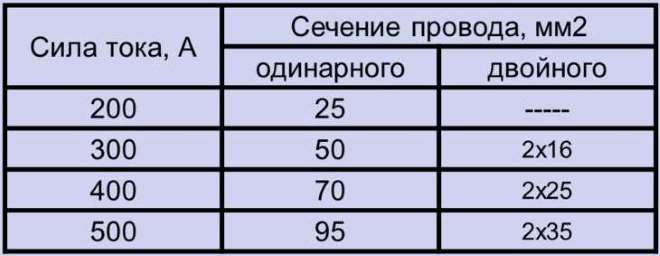
Убрать недочет можно очисткой байонетных креплений рабочих кабелей. Для этого можно пользоваться растворителем либо маленькой наждачкой. Принципиально проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно быть может предпосылкой падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таковых целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм 2 . Также стоит держать в голове, что при длине выше 30 метров на проводниках наблюдаются утраты, потому нужно или большее сечение, или наименьшая длина. Очередной предпосылкой прилипания электрода является свойство и подготовка заготовок для сваривания. Если на их есть огромное количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машиной. Ниже приведена таблица, которая дозволит подобрать сечение провода и номинал автомата для определенной силы тока сварочника.
Нет тока на выходе
Неувязка может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут сиять. В этом случае стоит направить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой указателя температуры, тогда аппарат просто перенагрелся. Потому стоит выждать время, пока вентилятор довольно охладит внутренние составляющие. Принципиально пристально оглядеть рабочие кабеля, если на их есть следы перебития либо мощного извива, то такую делему сходу стоит локализовать, заменив кабель либо вырезав покоробленную часть.
Неожиданное выключение

Иной противной неисправностью, которая может появиться во время ответственного процесса, является случайное выключение сварочного агрегата. Неувязка может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В неких вариантах из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задачка срочная, но лучше поменять предохранитель на новейший.
Неожиданное отключение может произойти и опосля длительной работы. Это может гласить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Против воли работу продолжить не получится, потому будет нужно выждать период остывания.
Остальные неисправности

Есть и остальные поломки, которые не имеют наружных проявления. Для их выявления есть общий метод, которого следует придерживаться. Сперва сварочный агрегат осматривается зрительно. Выявляются повреждения корпуса, также следы прогаров, которые могут появиться при маленьком замыкании. Дальше зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не постоянно имеет вид прозрачной пробирки с нитью. Если неувязка не была устранена, тогда будет нужно предстоящий осмотр опосля разборки. Железный корпус демонтируется, чтоб был доступ к внутренним компонентам. Их также нужно оглядеть зрительно.
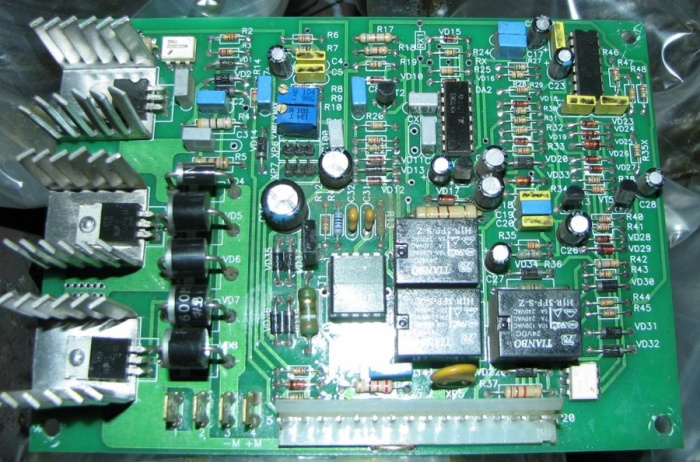
Неисправные элементы, обычно, сходу оказываются на виду. Это могут быть вспухшие конденсаторы либо расплавившиеся элементы. Стоит направить внимание на потемнения, которые есть на плате. В неких вариантах элемент снаружи может смотреться нормально, но по сути быть неисправным. Дальше проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и опосля всякого блока. Для этого пригодится высококачественный мультиметр, который способен выдерживать огромные токи. Когда выявлен виноватый блок, нужно произвести прозвонку и замеры всякого отдельного элемента, чтоб вычислить виновника. Тут самым легкодоступным и обычным может оказаться ремонт сварочного инвертора Ресанта. На сварочники компании Ресанта 220 и остальные есть много схем в вольном доступе, по которым можно обусловиться со строением. Несколько видео о ремонте инверторного агрегата можно поглядеть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат предполагает наличие главных познаний по схемотехнике, электронике и законами физики. В неприятном случае будет трудно разобраться с главными компонентами и причинами их выхода из строя. Почти всегда выход из строя каких-то компонент инверторного сварочника обоснован неисправностью остальных компонент, которые очевидно не проявляют недочетов.



























