Сварка двутавровых балок
Балочные двутавры обычных размеров создают в промышленных размерах, по личным чертежам изготавливают маленькие партии. Сварная опора состоит из 3-х частей: 2-ух стен и промежного пояса. Она делается из марочного листового проката, употребляется в прочных металлоконструкциях. При маленьких металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные перегрузки за счет ребер жесткости.

Область внедрения
Быстровозводимые строения и сооружения делают с опорными и несущими металлическими каркасами, из их делают перекрытия, фермы. При использовании сварных двутавровых балок понижается вес строений, для их не нужен мощнейший фундамент.
Сварной двутавр характеризуется высочайшей прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в томном машиностроении, из него делают элементы, испытывающие огромное давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки хоть какого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе производства двутавровых профилей появляется не много отходов. Их можно созодать с полками и стенами из различных марок стали: в местах малых напряжений употребляют углеродистую сталь либо перфорированные железные листы, нагруженные части делают из легированного проката.
Виды железных сварных балок
Налажено непрерывное создание двутавров различного предназначения. По эталону выделяют некоторое количество видов балок двутаврового сечения:
- с маленькой длиной полок по отношению к перегородке, они используются для навесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они используются при возведении опорных каркасов, армирования декоративных колонн.
По точности производства бывают двутавровые профили 2-ух видов: обыденные и высокоточные.
Разработка производства сварных балок двутаврового сечения
Маленькие партии делают с применением электродуговой либо аргоновой сварки в зависимости от марки сплава, его возможности свариваться.
Для производства сварных балок фабричным методом используются особые сварочные полосы. Для защиты ванны расплава от окисления используют флюсы.
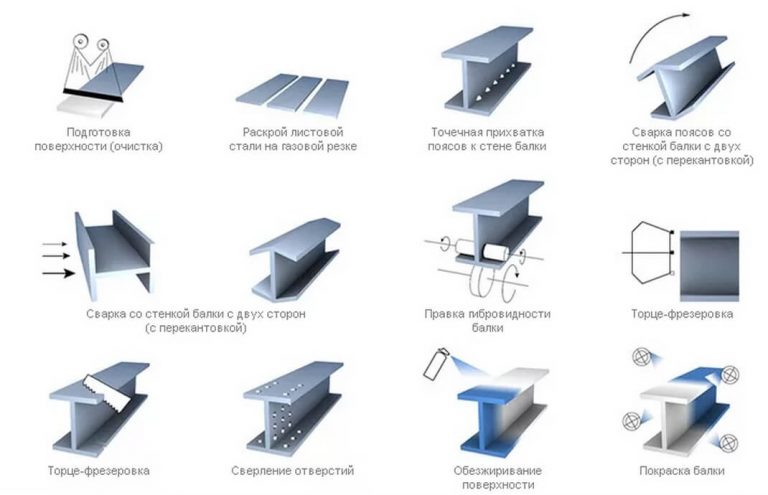
Сварка балки в автоматическом режиме идентична с ручным созданием двутавра. Главные технологические этапы:
- раскрой листового проката на полосы нужной ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках уменьшает зазор стыка меж стенкой и полкой, улучшает свойство сварки;
- процесс сборки двутавра осуществляется с большенный скоростью на особом станке, ленты сплава фиксируют прижимающие приспособления с гидравлическими усилителями; поначалу делается т-образный стык, потом присоединяется 2-ая стена; такую систему комфортно сваривать;
- сварные работы проводятся на автоматах портального типа 2-ух видов: а) наклоненными электродами неглубоко проваривают сходу два шва; б) шов в «лодочку» создается поэтапно: поначалу с одной стороны двутавровой перегородки, потом с иной; сплав проваривается на огромную глубину;
- оканчивающий шаг – правка двутавровой балки на особых роликах, устраняются маленькие перекосы, возникшие во время сборки и сварки профиля.
Производительность всеохватывающих линий высочайшая, швы получаются крепкие, процент брака низкий.
Вероятные недостатки
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высочайшей температуры. Из-за расхождения по фазам в сплаве появляются внутренние напряжения. Понижается крепкость и твердость, возрастает риск корродирования.
При сварке железных листов вероятны и остальные недостатки:
- нарушение формы шва отклонение от формы внешних поверхностей либо геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве; – канавки вдоль границы соединения;
- трещинкы, образующие в местах разрыва шва;
- шлаковые либо вольфрамовые включения в диффузионном слое, при высочайшей скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с недостатками ненадежные, они не выдержат большенный перегрузки на извив, кручение. Их отбраковывают и проваривают опять, если это может быть.
Сварка двутавровых балок меж собой
Установка балочных металлоконструкций предугадывает соединение двутавров встык либо под углом. Для усиления соединений употребляют железные накладки – прямоугольники, вырезанные из листового проката.
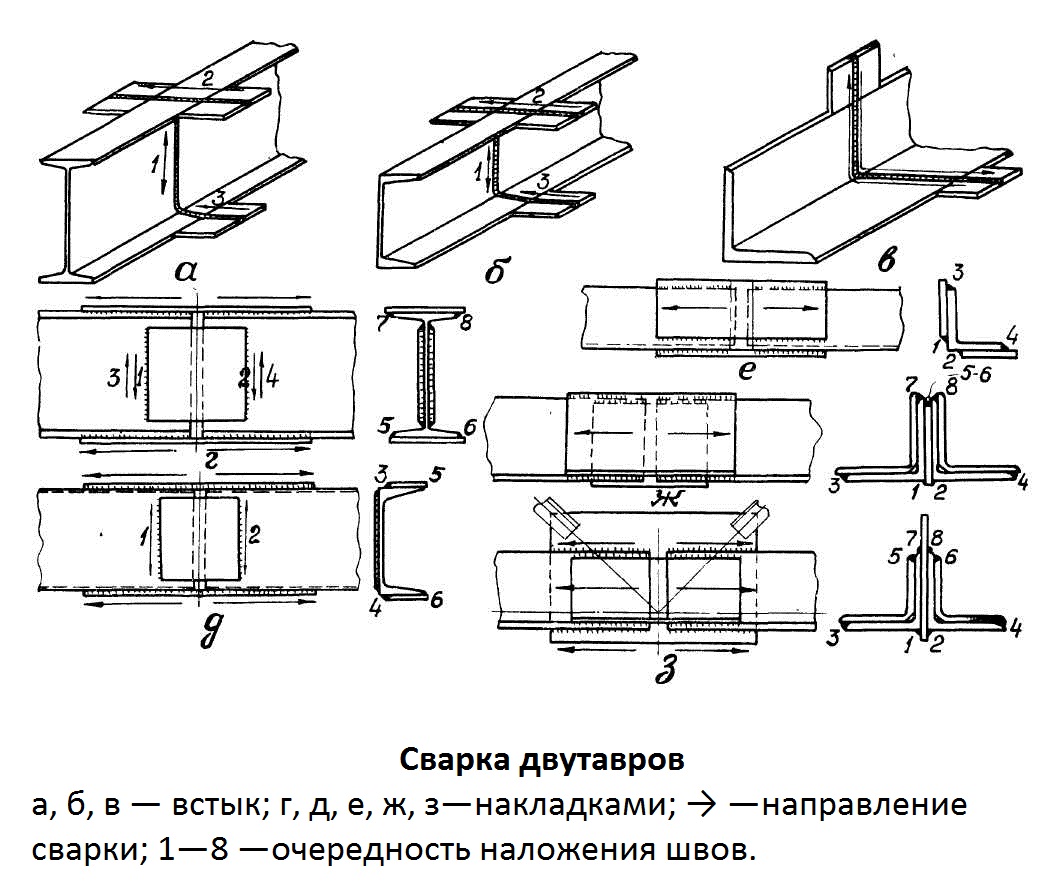
Сварка балок встык проводится опосля обработки торцов. На их делают угловые скосы, чтоб шов отлично проварился. Добавочно на каждую из сторон стен и обе полки непременно укрепляют накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая система из двутавровых балок опосля сварки не понижается.
Под углом двутавры соединяют так, чтоб второстепенный опирался на основной. В верхней полке головного вырезают равнобедренный треугольник с верхушкой в 90°. Его пространство займет подобная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтоб срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Поначалу стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтоб швеллер упирался в стену двутавровой балки, избыточное срезается. Потом наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется мало. При вертикальной сварке вероятен прогиб поперечин, потому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, располагаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся опосля сварки форму сечения.
Двутавровые балки рассчитывают на огромную нагрузку. При работе с ними нужно придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Отменно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Как сваривать двутавровые балки
Железные балки, имеющие в поперечном сечении форму двутавра, сконструированы для всепригодного внедрения в машиностроении и строительстве. При исследовании нрава напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие самые большие значения напряжения. В итоге этого появилась мысль сотворения изделия с таковой формой сечения, где масса сплава сконцентрирована в более нагруженных участках. Так возникло двутавровое сечение.
Изготовка и применение
Благодаря возможности выдерживать огромные перегрузки на извив в различных плоскостях, на сдвиг и кручение, железные двутавровые балки составляют базу несущих конструкций быстровозводимых каркасных спостроек и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) передвигаются по направляющим, сделанным из балок двутаврового сечения.

Изготовка двутавровых балок осуществляется 2-мя методами:
- способом проката цельных отливок. Такие двутавровые балки именуются горячекатаными;
- электродуговой сваркой за ранее раскроенных листовых заготовок, в итоге чего же получают сварную сборную двутавровую опору.
Горячекатаные двутавровые балки выполняются на прокатных станах металлургических компаний. Таковая разработка дозволяет получить цельное изделие, не содержащее швов и владеющее высочайшей прочностью.
Сборку и сварку двутавровой балки производят на автоматических линиях. Таковая опора некординально уступает цельнокатаной по прочности, но быть может выполнена по специальному заказу, с учетом требований определенного проекта.
Создание горячекатаной двутавровой балки осуществляется в согласовании с ГОСТ 26020-83, сварной двутавр производители выпускают по своим своим техническим условиям (ТУ).
Разработка производства
В типовом варианте, двутавровая опора получают из 3-х листовых заготовок: стены и 2-ух полок, привариваемых к её торцам под прямым углом. Изготовка осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки передвигаются на особых катках и за ранее закрепляются в подходящем положении зажимными устройствами, обустроенными гидравлическим либо пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. Опосля этого, опора {перемещается} по каткам, вновь закрепляется, и сваркой прихватывается последующий ее участок.
Поясной шов проваривается совсем опосля того, как вся система оказывается за ранее скреплённой сварными прихватками.
Сварка тавровых соединений стены с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может производиться различными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по данным траекториям средством шарнирных соединений с несколькими степенями свободы.
Также могут применяться наиболее обыкновенные устройства типа самоходных сварочных тракторов, еще больше пригодных для сотворения прямолинейных соединений.
Очередной класс устройств, способных автоматом сваривать поясные швы двутавровых балок, это консольные либо портальные установки. В их состав, не считая фактически сварочного оборудования, заходит аппаратура слежения и контроля свойства сварного шва, также устройства подачи флюса и следующей чистки шва от его остатков.
Такие установки производят сварку под хорошим углом, составляющим 45 °, чем обеспечивается более подходящее размещение сварочной ванны, и соответственно, высочайшее свойство сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По данной причине процесс сборки двутавровых балок включает функцию их сглаживания, осуществляемую на особых машинках для исправления грибовидности.
На оканчивающей стадии производства делается фрезерная обработка торцов изделия.
Подмена швеллерами
 На практике при возведении строй конструкций для получения двутаврового сечения время от времени употребляется сварка швеллеров меж собой. Если швеллеры используются взамен предусмотренных проектом двутавровых балок, таковая подмена обязана согласовываться.
На практике при возведении строй конструкций для получения двутаврового сечения время от времени употребляется сварка швеллеров меж собой. Если швеллеры используются взамен предусмотренных проектом двутавровых балок, таковая подмена обязана согласовываться.
Согласование использования альтернативного материала отражается переменами, вносимыми в надлежащие разделы рабочего проекта. Возможность подмены определяется по результатам поверочных расчётов на крепкость, выполняемых проектировщиками.
Метод используемой сварки швеллеров меж собой также определяется расчётом. Это быть может сварка непрерывным либо прерывающимся швом, или с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в итоге температурных деформаций сплава, может произойти скручивание профиля. Избежать этого явления можно, применяя особые струбцины, также, накладывая сварочные швы маленькими участками, чередуя при всем этом стороны соединяемых профилей.
По мере необходимости удлинить такую систему, производят сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать вместе. Для усиления конструкции сварной шов можно укрепить при помощи накладки.
Методы соединения двутавров
При осуществлении монтажа балочных конструкций производятся сварные соединения частей в разных сочетаниях. Посреди их можно выделить типовые методы соединение двутавровых балок.
Встык
 Для соединения методом «встык» свариваемые фрагменты стыкуют за ранее обработанными торцами. Обработка состоит в том, что на торцевых срезах делают угловые скосы для наиболее глубочайшей проварки соединения.
Для соединения методом «встык» свариваемые фрагменты стыкуют за ранее обработанными торцами. Обработка состоит в том, что на торцевых срезах делают угловые скосы для наиболее глубочайшей проварки соединения.
Беря во внимание несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно используют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стены.
Накладки представляют собой прямоугольники из листового сплава. Они накладываются поверх соединительного шва, потом привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стену – на всю высоту стены.
Под прямым углом
Такое соединение осуществляется меж главной и второстепенной несущими двутавровыми опорами каркасной конструкции, находящимися на этом же уровне. В этом соединении основная опора служит опорой второстепенной.
Сварочные работы производятся в последующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
 Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В итоге обязано получиться последующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стены второстепенной двутавровой балки с боковой поверхностью стены головного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке головного двутавра.
Приобретенное таковым образом совместное закрепление заподлицо 2-ух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
 Это соединение производится, если второстепенной двутавровой опорой служит швеллер. Если стены двутавра и швеллера схожи по высоте, можно поступить последующим образом.
Это соединение производится, если второстепенной двутавровой опорой служит швеллер. Если стены двутавра и швеллера схожи по высоте, можно поступить последующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таковым расчетом, чтоб при стыковке срез совместился с нижней полкой двутавра, а стена швеллера уперлась в стену двутавра. Так же, как и в прошлом случае, соединение укрепляется накладкой снизу.
Инженерная идея не стоит на месте. Не считая обрисованных технологий сварки могут применяться вновь сделанные, на замену устаревающему сварочному оборудованию приходит освеженное, модернизированное либо принципно новое. Не исключено, что и обычная сварка когда-нибудь уступит пространство иной технологии неразъемных соединений.
Сварная двутавровая опора – тонкости производства
В истинное время опора двутавровая сварная крепко вошла в строительную сферу, потеснив обычные балки, элементы которых скреплялись меж собой обилием болтов, штырей и заклепок, утяжелявших систему спостроек.
1 Сварная двутавровая опора – выгоды внедрения
Финансовая выгода от внедрения сварных двутавров для возведения сооружений и спостроек дает возможность строительным компаниям снижать себестоимость работ, гарантируя при всем этом неповторимую надежность строений. Внедрение таковых балок, как и различных видов швеллеров, обеспечивает лучшую форму сечений и опор отдельных строй частей, снижающих общий вес конструкций из сплава.

Каркасы из двутавров характеризуются весьма высочайшей прочностью, как, вообщем, и любые остальные элементы спостроек – рабочие площадки, эстакады, межэтажные перекрытия и так дальше. Сейчас сварные балки без преувеличения неподменны при строительстве быстровозводимых сооружений, также в сфере машиностроения. Популярность изделиям добавляет и то, что разработка их производства очень экономна. Создавать сварные двутавры можно и маленькими партиями, и серийно.

В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовка сварной двутавровой балки на автоматических станах или на поточных технологических линиях – экономически весьма и весьма прибыльный процесс. Конкретно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются обилием особых установок и приспособлений, обеспечивающих непрерывность процесса, мы и побеседуем.
2 Создание сварной двутавровой балки
Данный процесс осуществляется в несколько поочередно идущих вереницей стадий, любая из которых на нынешний денек совершенно отработана:
- Создание заготовки. На агрегатах тепловой резки из листового сплава делаются нужные по ширине и длине штрипсы. Современные компании работают на установках с ЧПУ, что дозволяет сразу создавать раскрой железных листов несколькими резаками. Определенная скорость роспуска может составлять до 1 метра за 1 минутку – все зависит от того, какой толщины заготовка употребляется.

- Фрезеровка кромок. На кромкофрезерном станке осуществляется обработка кромок. Данная операция нужна для того, чтоб сделать лучше провар шва меж стеной двутавровой балки и ее полкой. Времени она занимает мало, а вот эффект от фрезеровки сказывается потом, когда делается сборка и сварка двутавровой балки.
- Сборка заготовки. Производится она на особых станах, увеличивающих производительность работ в 2–3 раза. Особенное внимание при всем этом спецы обращают на обеспечение обоюдной перпендикулярности и симметрии расположения стены двутавра и полки. Финансовая и техно необходимость внедрения сборочных станов обоснована неповторимой надежностью и настоящим быстродействием механизма, отвечающего за грамотное и четкое размещение деталей двутавра. Большая часть компаний употребляют установки с прижимающими гидравлическими механизмами, потому что закрепление балочных частей с применением винтов и их следующее освобождение может востребовать больших издержек времени. В техническом плане сборка балки осуществляется в две стадии. Поначалу собирается Т-образный профиль, опосля чего же его кантуют на 180 градусов, что дает возможность делать конкретно сборку двутаврового изделия.
- Сварка двутавра. О этом шаге мы тщательно поведаем дальше.
- Правка полок готового изделия. Операция нужна в связи с тем, что в процессе производства балки возникает эффект «грибовидности», вызываемый нагревом сплава. Под таковым явлением соображают нарушение геометрических форм полок двутавра. Поправить его нетрудно, довольно пропустить изделие через особый стан с огромным количеством роликов, которые «подправят» нарушенную геометрию.


3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и нравом избранного метода сварки поясных швов изделий, также тем, какие приспособления употребляются. Обычно, поясные длинноватые швы на сборочных предприятиях сваривают автоматами под флюсом. Поначалу изделие собирается из стены и поясов, являющихся главными его элементами, потом делается скрепление его поясных швов.
Опосля этого устанавливаются ребра жесткости, и осуществляется конкретно сварка двутавровой балки (вручную или при помощи автоматического оборудования). Финишная сборка двутавра производится в особом кондукторе либо с применением прихваток и хомутов. В тех вариантах, когда изделия изготавливают на автоматических линиях, разработка сварки двутавровой балки становится наименее накладной, при этом получаемая продукция различается безупречной надежностью.

Популярность использования водянистого флюса обоснована тем, что он существенно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания водянистого сплава, что гарантирует беспроблемное образование высококачественного сварочного шва при больших (до 4 тыщ Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов сплава. Если же производится сварка двутавровых балок встык под флюсом, утраты составляют от силы два процента, а время от времени и меньше (около 1 %). Не считая того, когда жаркий сплав остывает под флюсом, улучшается выход газа из-под его слоя за счет наиболее неспешного остывания расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Непременно, более хорошим является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые издержки на материалы, требуемые для сварочных работ, понижение числа дополнительных операций (не надо кантовать и позиционировать заготовки) и количества работников, принимающих роль в производственном процессе. Но не считая него сварка двутавровых балок меж собой (в стык) может производиться с помощью такового оборудования:
- Сварочные манипуляторы. Они имеют высочайший уровень автоматизации процесса, полностью рациональную систему, могут добавочно снабжаться навесным особым оборудованием. На почти всех заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под водянистым флюсом. Это дозволяет компаниям решать самые различные задачки в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый обычный метод сварки двутавра. Но использовать его имеет смысл только для производства изделий маленькими партиями, при поточном производстве финансовая необходимость трактора будет совершенно малеханькой.
- Портальные и консольные установки. На их устанавливаются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Хороший катет и провар шва на схожих установках получается из-за того, что сварка делается под 45-градусным углом на стапелях.


Внедрение двутавровых балок и высококачественной арматуры для фундамента – гарантия строительства крепких и надежных спостроек!



























