Ацетиленовая сварка
Одним из самых фаворитных видов газоплазменной сварки является ацетиленовая сварка. Свою популярность она получила за простоту и не высшую стоимость сырья для получения требуемого ацетилена и относительно не непростой набор требуемого оборудования. Ацетиленовая сварка дозволяет получить не плохое свойство соединений даже самых сложных конструкций.

Как варить ацетиленом
Для получения высококачественных швов и надёжности приобретенного соединения нужно соблюдать индивидуальности технологии ацетиленовой сварки. Нужно смотреть за главными параметрами сварочного процесса. К сиим характеристикам относятся:
- интенсивность горения газовой консистенции (мощность пламени);
- угол наклона газовой горелки к поверхности скрепляемых деталей;
- поперечник сопла;
- поперечник присадочного прутка.
1-ый параметр выбирается на основании данных о физических и механических свойствах свариваемых металлов. Угол наклона задаётся на основании толщины свариваемых частей. Все другие характеристики выбираются на основании внутренних характеристик свариваемых конструкций и наружных критерий сварки.
Перед проведением работ нужно избрать метод сварки. Этот выбор зависит от критерий проведения сварочных работ. Более распространёнными и технологически отработанными числятся последующие методы:
- на себя;
- от себя;
- с применением флюса.
Если сварка ацетиленом избранных деталей просит наклона горелки к поверхности под углом приблизительно в 45°, используют 1-ый метод. В этом случае нужно обеспечивать радиальные движения пламени горелки по отношению к направлению шва.
Применение второго метода более правильно при автогенной сварке деталей из толстой стали. В этом случае нужно поддерживать постоянную температуру в точке образования шва.

Схема процесса ацетиленовой сварки
Разработка с применением флюса является достаточно всепригодным методом. В этом случае употребляют электроды, которые имеют наиболее низкую температуру плавления, чем температура плавления самих металлов. Особенное распространение получили стержни, выполненные из цветных металлов: латуни либо бронзы. Применение соответственного флюса дозволяет провести обезжиривание поверхности образования шва. Это дозволяет существенно сделать лучше эффект диффузии при нагреве и повысить так именуемый папиллярный эффект. Карбидная сварка с флюсом существенно увеличивает свойство получаемого соединения.
Применяемое оборудование
Кислородная сварка подразумевает создание шва за счет сотворения пламени при горении консистенции 2-ух газов ацетилена и кислорода. Потому нужно обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
Для решения этих технических задач применяется последующее оборудование:
- баллон для хранения кислорода (обычно употребляют обычный металлической баллон ёмкостью 40 л.);
- особая ёмкость для хранения карбида и выработки ацетилена (такие агрегаты именуются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных критериях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки описывает её величину отверстия: самый небольшой имеет нулевое обозначение, самый большенный 5-ый).

Сварка ацетиленом и кислородом проводится в разных критериях. С данной нам целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. К примеру, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в голубом цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это понижает возможность ошибки при монтаже, увеличивает надёжность и сохранность собранного аппарата.
Нужные инструменты и материалы
Кислородно ацетиленовая сварка подразумевает внедрение последующих инструментов и материалов.
В качестве материалов употребляется карбид кальция, который попадая в воду, выделяет нужный ацетилен для сварки. Кислород, заправленный в баллоны. Присадочную проволоку, зависимо от материалов свариваемых деталей. Ацетилен и кислород должны удовлетворять установленным требованиям.
 Мини-установка для сварки ацетиленом
Мини-установка для сварки ацетиленом  Ацетиленовый набор с резаком
Ацетиленовый набор с резаком
Не считая основного оборудование рабочее пространство сварщика обязано быть укомплектовано последующими инструментами:
- молоток;
- железная щётка (для подготовки места сварки);
- плоскогубцы;
- набор особых игл (они разрешают создавать чистку сопла газовой горелки);
- набор ключей для крепления редукторов к баллонам и переходных штуцеров к шлангам.
Достоинства и недочеты технологии
Хоть какой вид сварки имеет свои плюсы и недочеты. К плюсам относится последующее:
- процесс ацетиленовой сварки не просит электронного источника энергии;
- аппаратура, нужная для проведения работ, довольно мобильна и быть может развёрнута в любом месте (на даче, садовом участке, промышленном объекте, просто на улице);
- допустимость плавного конфигурации температуры газовой струи за счёт конфигурации угла наклона горелки по отношению к поверхности свариваемых деталей;
- избегать так именуемых прожогов деталей благодаря вольному выбору расстояния меж горелкой и швом;
- высочайшая технологичность при сварке неповоротных швов и маленького расстояния до ближайших конструкций (к примеру, до стенки);
- отсутствует необходимость создавать так именуемый операционный стык;
- создавать работы при разных температурах расплава металлов либо сплавов, из которых сделаны сами конструкции;
- обеспечивается высочайшее свойство сварного соединения;
- не высочайшая себестоимость на оборудование и материалы.
К главным недочетам относятся:
- низкая производительность сварочных работ;
- создание широкой площади нагрева (приводит к изменению механических черт сплава, из которого сделаны свариваемые детали);
- работы могут быть выполнены лишь отлично приготовленным сварщиком;
- применение горючих газов (ацетилена и кислорода) описывает её высшую взрывоопасность;
- в месте проведения работ наблюдается высочайшая загазованность, что просит соблюдения особенных критерий техники сохранности;
- невозможность механизировать и заавтоматизировать сварочные работы;
- нереально получить высококачественное соединение деталей, выполненных из легированных сталей и высокоуглеродистых сталей;
- невозможность производства сварки внахлёст (это приведёт к неконтролируемой деформации сплава и образованию отдельных участков с завышенным напряжением).

Процесс ацетиленовой сварки
Невзирая на перечисленные недочеты и высшую взрывоопасность, ацетиленово-кислородная сварка пользуется высочайшей популярностью при соединении тонкостенных конструкций, деталей из цветных металлов.
Сварка ацетиленом
Древняя сварочная разработка, при помощи которой постоянно выходит прекрасный и крепкий шов, ацетиленовая сварка. В базе данного процесса лежит горючий газ – ацетилен, который постоянно получали с помощью смешивания воды и карбида кальция. И делали это в особом баллоне, именуемом генератором. К оборудованию добавлялся кислородный баллон, набор шлангов, горелка, установленная на специальной ручке, на которой размещаются регулирующие вентили. С помощью их регулировалась подача и расход ацетилена и кислорода.

Возни с генератором газа постоянно было много. Его нужно было перед каждым сварочным действием загружать карбидом и заполнять водой. Опосля окончания сварки смесь сливали, тем получали неожиданный расход материалов. Сейчас заместо капризных генераторов употребляют баллоны, которые в промышленных критериях заполняются ацетиленом под нужным давлением.
Горелка для сварки ацетиленом
Газосварка ацетиленом, а поточнее, ее свойство, зависит от горелки. От четкого ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до 5. В этом случае «0» является самым малым размеров, соответственно «5» – самым огромным. Тут в главном имеется ввиду размер отверстия. И чем больше он, тем обширнее будет сварочный шов опосля сварки, соответственно и больше будет расход газовой консистенции.

Потому, начиная варить железные заготовки ацетиленом, необходимо сначала убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Разработка сварки
Перед тем как варить ацетилен сваркой, нужно открыть подачу ацетиленового газа до возникновения резкого специфического аромата. Горелка поджигается, опосля чего же нужно равномерно добавлять кислород до образования устойчивого голубого пламени. Направьте внимание, что на любом баллоне: ацетиленовом и кислородном установлены редукторы. Итак вот при подаче обоих газов на ацетиленовом баллоне обязана устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм. Увеличивать давление нет смысла, поэтому что это приведет к неверной регулировке горючей консистенции.
Когда делается сварка темных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из 3-х частей, которые верно видны невооруженным глазом:
- Снутри размещается ядро, оно имеет броский голубой окрас часто с зеленым цветом.
- Дальше идет восстановительное пламя. Это так именуемая рабочая область, имеющая бледно-голубой окрас.
- И сверху размещается факел пламени. И он тоже является рабочим.
Всего спецы отмечают четыре разновидности пламени ацетиленовой сварки, но конкретно нейтральный вид употребляется почаще всего. Его необходимо верно настроить. И если настройка была проведена безграмотно, то сварка ацетиленом будет не варить сплав, а резать его. Весьма принципиально не допустить, чтоб пламя горелки было длинноватым и с оранжевым концом. Такое пламя вводит в подогретый сплав углерод в излишке. А этот хим элемент для сварочного процесса – не самый наилучший показатель.
Методы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до нужной температуры сварочную ванну, а за ней присадочная проволока. При всем этом нужно, чтоб пламя горелки подавалось в зону сваривания под углом 45°. Горелка обязана двигаться кругами либо полукругами вдоль шва, присадка обязана поспевать за пламенем и двигаться вовнутрь сварной зоны.
Во 2-м случае, напротив, перед горелкой движется присадочный стержень. Обычно таковым методом сваривают заготовки из толстого сплава. Поэтому что сам процесс расплавления основного сплава и присадки происходит сразу, и смешанный расплавленный сплав стопроцентно заполняет сварную ванну. Но самое принципиальное при таком методе соединения нужно достигнуть равномерного смешивания 2-ух металлов. Если обоюдное проникновение будет слабеньким, то и шов получится плохим.
К слову, взаимопроникновение металлов, по-научному пенетрация, может смотреться чисто снаружи безобразно, но при всем этом крепкость соединительного шва будет очень высочайшим. И, напротив, прекрасный шов не обеспечивает высочайшее свойство сварного соединения. В этом случае краса может оказаться обманчивой. Но чтоб итог был гарантированно высококачественным, нужно устанавливать зазор меж заготовками по минимуму, также проводить подготовительные прихватки с той же целью – уменьшение зазора.
Индивидуальности газовой сварки
Ацетилено-кислородная сварка имеет три главных параметра, от которых зависит свойство конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности размещается горелка, поперечник применяемого присадочного прутка.
Мощность пламени горелки выбирается зависимо от теплофизических параметров сплава и от толщины свариваемых заготовок. Зависимость таковая: чем толще детали, чем выше у их сплава теплопроводимость и температура плавления, тем больше обязана быть и мощность пламени горелки. Крайняя определяется расходом газовой консистенции. Чем больше расход, тем выше мощность. Для всякого вида металлов выбирается собственный мощностной показатель. Есть формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для темных металлов (сталь и чугун) мощность размещается в границах (100-150)n, где n – это толщина детали.
- Для цветных металлов, например, для меди – спектр равен (150-200) n .
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также меняется зависимо от толщины соединяемых изделий. Например, если толщина варьируется в спектре от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще сплав, тем больше угол наклона. Но в самом начале сварки нужно угол наклона выдерживать наибольшим, даже до 90°, поэтому что при таком значении будет резвее греться соединяемые детали, плюс резвее сформируется сварочная ванна.
Поперечник присадочного стержня также выбирается зависимо от толщины заготовок. Формула определения ординарна: половина толщины плюс один мм. Например, если свариваются меж собой детали толщиною 4 мм, то для их соединения нужна присадка поперечником 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электро энергии.
- Возможность изменять температуру сварочной ванны лишь за счет конфигурации угла направления пламени, другими словами, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Маленькая производительность сварочного процесса.
- Довольно большая площадь нагрева, что почаще всего негативно влияет на сам главный сплав.
- Для проведения сварных работ требуется сварщик с высочайшей квалификацией.
- Изредка употребляется в промышленных размерах.
Почаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. Например, для стыковки тонкостенных труб, где нереально изнутри употреблять флюс либо защитный газ. Непременно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Газовая сварка ацетиленом и кислородом. Технологический процесс газовой сварки.

Газовая сварка осуществляется методом нагрева газовой горелкой соединяемых поверхностей до перехода сплава в жидкое состояние.
При газовой сварке горючий газ сжигается в струе кислорода, и пламя направляется на свариваемое пространство сплава. Горючий газ и кислород по гибким шлангам подводятся в сварочную горелку и смешиваются в ней. По выходе из горелки смесь воспламеняется и дает высшую температуру.
В качестве горючих газов наибольшее применение получил ацетилен. Ацетилен для сварки появляется в особенных аппаратах-генераторах, в каких карбид кальция под действием воды разлагается на ацетилен и гашеную известь. Генераторы инсталлируются неподалеку от места работы, и ацетилен из их поступает по гибким шлангам к сварочной горелке под давлением от 100 до 150 мм ртутного столба.
Давление газа при газовой сварке.
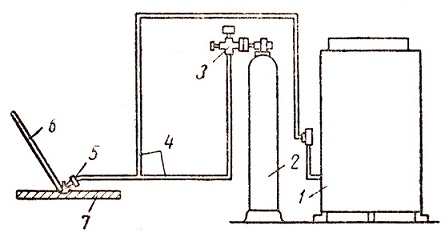
Рис. 1. Установка газовой сварки:
1 — генератор; 2 — баллон с кислородом; 3 — редуктор; 4 — шланг; 5 — горелка; 6 — пруток (присадочный); 7 — изделие.
На рис. 1 представлена принципная схема установки для газовой сварки сплава. Кислород доставляется к месту работы в железных баллонах, в каких он находится под давлением до 150 ат. Баллоны окрашиваются в голубой цвет. Кислород из баллона через редуктор, который понижает давление газа до 3 ÷ 10 ат, по второму шлангу подводится в газовую горелку. При отсутствии генератора ацетилен быть может получен с ацетиленовых заводов в баллонах. Ацетиленовые баллоны окрашиваются в белоснежный цвет.
Оборудование для газовой сварки.
Сварочная горелка (рис. 2) имеет два штуцера 1 и 2 для надевания шлангов, подающих в горелку кислород и ацетилен, запорные краны 3 и 4 для запуска обоих газов и сменный наконечник 5. Размер наконечника зависит от расхода газа в единицу времени и обозначается номерами от 1 до 6. Чем толще свариваемое изделие, тем больше расход ацетилена и тем больший размер обязан иметь наконечник.
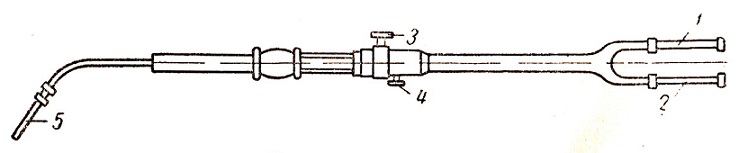
Рис. 2. Газовая горелка для сварки:
1, 2 — штуцеры; 3, 4 — краны; 5 — горелка.
Газовая сварка пламя.
Пламя горелки регулируется во время работы. Оно обязано быть нейтральным, потому что излишек кислорода вызывает окисление сварочного шва, а излишек ацетилена — его науглероживание. И то и другое вредоносно отражается на качестве шва.
Сплав для наполнения сварочного шва выходит от расплавления присадочного прутка.
При сварке горелке докладывают маленькое поступательно-колебательное движение вдоль шва. Сиим достигается наилучшее соединение свариваемых деталей.
Левый метод газовой сварки. Правый метод газовой сварки.
Сварка делится на левую и правую. При левой сварке пламя горелки движется справа влево, сзади сварочного прутка. При правой сварке пламя горелки движется впереди сварочного прутка Правая сварка экономичнее левой и дает наиболее высококачественный шов
Недостатки сварочного шва.
Более нередко встречающиеся недостатки сварочного шва — непровар, шлаковые включения, также перегрев шва сплава.
Газовая сварка почаще всего применяется при сварке низкоуглеродистых и особых сталей маленьких толщин, при сварке труб и изделий из цветных металлов, при пайке жестким припоем.



























