Ремонт сварочного инвертора
В данной для нас статье я покажу на примере как чинить сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит чинить такие аппараты без помощи других и лучше не сдавать в ремонт гаражным мастерам. Будем чинить сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Охото отметить, что аппарат уже ремонтировался «горе мастерами», потому некие неисправности пришлось устранять по вине этих неквалифицированных профессионалов.



По наружному виду аргонника видно, что сварочным аппаратом попользовались на славу. Умельцы приварили к корпусу самодельные ножки, изготовленные из кусочков железного профиля. Задачка ножек — это изоляция корпуса сварочника от поверхности на которой он стоит, потому, если вы решили без помощи других сделать ножки, то советуем в качестве материала применять диэлектрик.
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента)
Опосля снятия крышки сходу видно, что не хватает 1-го болта крепления радиаторов к силовым транзисторам и оборотным диодикам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть возможность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и резвому выходу из строя.

Опосля зрительного осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.

Откручиваем и снимаем плату CC-TIG и сходу становится ясно, что плату силового преобразователя уже чинили. Видны следы халатной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).

Для резвой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красноватым на рисунке). Эти конденсаторы необходимы для формирования фронта и среза для плавной коммутации транзисторов, т.к емкость размещена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, приблизительно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
Снимаем плату силового преобразователя и смотрим далее.


На радиаторе остывания лицезреем следы замыкания, можно прийти к выводу, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны отвратительно. Наляпан припой таковым образом, что заусенцы торчат и прижимаются впритирку к радиатору. Это стремительно вызвало замыкание. Силовая техника не терпит такового. Стоимость ошибки осязаемо бьёт по кармашку обладателя сварочного аппарата при ремонте.




Обычно с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В их входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Стремительно можно проверить драйверный каскад через резистор 24 ОМ, если резистор живой, то и весь каскад наверное исправен. Так же прозваниваем диодик через резистор 6,8 Ком, в одну сторону с сопротивление обязано быть около 2,8 КОм, в оборотном 6,8 КОм. Потому что аппарат уже ремонтировался непонятно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактые площадки от грязищи, моем плату, подготавливаем отверстия под элементы.


Запаяли новейшие элементы. Так смотрится верная пайка. Никаких ляпушек, кусков канифоли т.д. Высококачественный ремонт начинается с аккуратной пайки.

При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя зрительно было неприметно.

Места пайки платы включения инвертора очень окислены, что привело к круговой трещинке. Видно на фото.

Убрали кольцевую трещинку. Аккуратненько пропаяли контактные площадки.

На краях платы размещены транзисторы KSE 340 и KSE 350 c маленькими радиаторами, на их собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базисного трансформатора. Перед включением инвертора, даже от источника тока необходимо убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт меж плечами. Запускаем плату инвертора от источника, в качестве перегрузки подключаем эмулятор перегрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сходу сгорят силовые транзисторы. Для включения на плате необходимо замкнуть оптопару (разрешение на включение). Запустить не удалось. Опосля долгого процесса, выяснилось, что вышел из строя базисный трансформатор. Устанавливаем новейший.


Плату инвертора удачно запустили. Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.


Вот таковая краса у нас вышла.

Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть незапятнанными и сухими. Охото отметить, что тиристор просит изоляции в виде 2 слоев слюды, любой слой промазываем термопастой.


Собираем все назад. В процессе ремонта так же поставили новейший предохранитель на плату СС-tig и поменяли шлейф на плате управления, шлейф от старости растерял упругость, изоляция задубела и стала лопаться.


При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Голубий провод виден на фото. Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязищи, было ее там довольно, если не прочистить, то давления в горелке не хватило бы для обычной сварки.

Тесты
Аккуратненько собираем все назад, ставим аппарат на щит, включаем от сети, проверяем выходные свойства на балластном реостате. Принципиальной индивидуальностью аргонодугового аппарата является широкий спектр регулировки выходного тока: от 5 до 200 Ампер, таковой спектр достигается при помощи доп моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его весьма просто, при изменении тока необходимо следить за конфигурацией частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет оборотный скачок — частота возрастет приблизительно в районе около 40 Ампер, если магнитный ключ неисправен, то спектр регулировки выходного тока будет приблизительно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.


Для финишного тесты подключаем сварочный аппарат к балластному реостату и даем полный ток. В этом случае это 200 Ампер. В критериях настоящей сварки напряжение на дуге в районе 25 Вольт, потому исправный сварочный аппарат на наивысшем токе должен обеспечивать падение напряжения 25 Вольт, либо мало выше.


Заключение
Для экономии средств и времени не советуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время весьма не много мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера лишь сломают для вас сварочный аппарат, а за ремонт в предстоящем платить придется лишь Для вас.
Ждите звонка для доказательства заказа
Мы Для вас перезвоним в течении 30 минут
Как работает сварочный инвертор?

Продолжаем исследование сварочного инвертора Telwin. В первой части было поведано о силовой части схемы аппарата. Настало время разобраться в управляющей части схемы.
Вот принципная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Набросок схемы раскроется в новеньком окне. Так будет удобнее наиболее детально изучить схему.
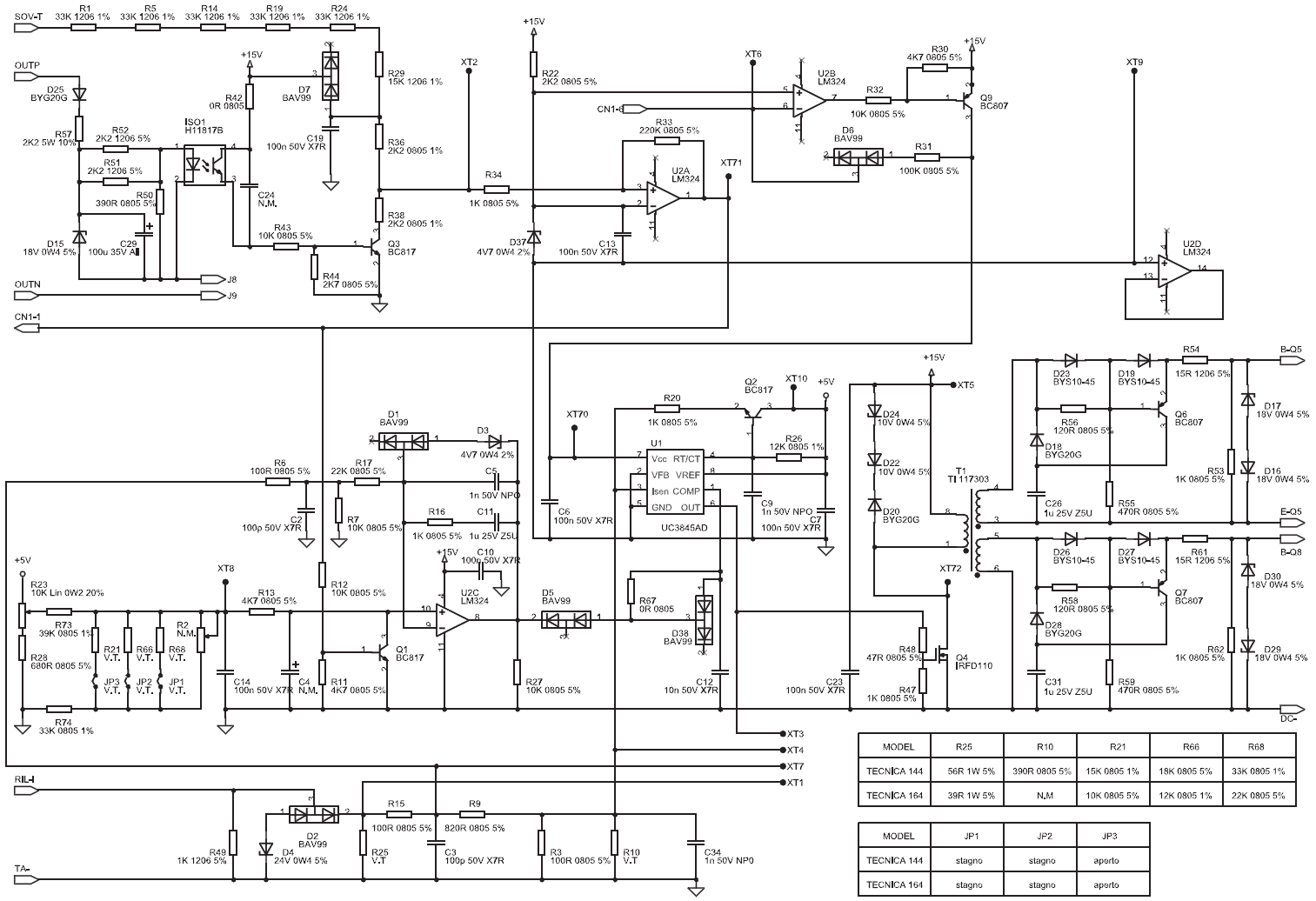
Схема управления и драйвер.
Мозгом (Мозг определяется как физическая и биологическая материя, содержащаяся в пределах черепа и ответственная за основные электрохимические нейронные процессы) устройства можно считать микросхему ШИМ-контроллера. Конкретно она управляет работой массивных транзисторов и, так сказать, задаёт темп работы преобразователя. Зависимо от модели аппарата могут употребляться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) либо VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера просто отыскать на принципной схеме. Ну, а что в железе?
Дальше на фото показана часть платы инвертора Telwin Force 165.

Схема управления выполнена в главном из поверхностно-монтируемых частей (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и неких частей. Но, невзирая на это, можно предположительно найти, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET транзистора IRFD110 (Q4). Корпус у этого полевого транзистора достаточно необычный (HEXDIP) – снаружи похож на оптопару.
С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления массивными главными транзисторами Q5, Q8 (см. схему силовой части). Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы главных транзисторов Q5, Q8. Транзисторы Q6, Q7 в главном помогают транзисторам Q5, Q8 запираться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 употребляются или IGBT-транзисторы, или MOSFET. А это накладывает некие требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения меж затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора TELWIN Force 165 можно найти занимательную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Дальше это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт данной для нас схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, приобретенные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, также выходного напряжения (OUT+, OUT-) сварочного аппарата употребляется схема, состоящая из частей операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного либо заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При трагедии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь перекрывает работу генератора, а, как следует, и всей схемы.

Выходное напряжение снимается с выходов OUT+, OUT- и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание характеристик выходного напряжения.

В случае если напряжение в электросети завышено либо занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 раскроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Сразу с сиим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность либо есть задачи с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таковым же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) характеристики выйдут за рамки установленных. Такое может произойти, к примеру, при дефектах выпрямительных диодов либо если выйдут из строя детали узла контроля – оптрон ISO1 либо элементы его «обвязки», полупроводниковый диодик D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О остальных элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который раскрывается и подаёт напряжение на микросхему U1. Можно сказать, что эта схема участвует в запуске массивного инвертора, потому что конкретно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе огромное количество регулирующих, контролирующих и защитных цепей. Они все необходимы для штатной работы аппарата, также защищают силовые элементы инвертора в случае аварийного режима.
Сейчас, когда мы разобрались в работе сварочного инвертора пора поведать о настоящем примере ремонта сварочного инвертора TELWIN Force 165. О этом читайте тут.
Как проводить ремонт сварочного инвертора своими руками?
Сейчас большая часть сварочных агрегатов бытового предназначения имеют маленькие габариты и массу. Таковая возможность возникла благодаря использованию в их электронной части инверторных схем управления и преобразования сварочного тока, которые дозволили избавиться от переключения обмоток сварочного трансформатора.
Для того чтоб найти причину неисправности либо низкого свойства работы сварочного аппарата и наметить методы его ремонта нужно иметь хотя бы общее представление о его схемотехнике и механизме работы.

Механизм работы и система устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе неизменной ток определенной силы, значение которого довольно для поджига и поддержания устойчивого горения дуги.
В отличие от обыденных сварочных трансформаторов, которые просто снижают сетевое напряжение, а для его преобразования в неизменное употребляются блоки выпрямителей, инверторное оборудование конвертирует переменное напряжение частотой в 50,0 герц в наиболее частотное, что дозволяет существенно повысить стабильность выходных характеристик и применять понижающие трансформаторы наименьших габаритов.
Процесс получения нужных для обеспечения процесса сварки сплава характеристик включает последующие поочередные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высочайшей частоты;
- снижение напряжения до нужного уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высочайшей частоты употребляются особые преобразователи, построенные на базе массивных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе массивных диодных сборок либо тиристоров (семисторов).
Главным элементом инвертора является силовой блок, на котором установлены последующие модули:
- Блок первичного выпрямителя, представляющий из себя плату, на которой установлены по мостовой схеме массивные диоды.
- Инверторный преобразователь сотворен на базе массивного транзистора, который сформировывает частотное напряжение частотой 50,0…100,0 килогерц.
- Модуль снижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.

Предпосылки входа из строя инверторных сварок
Обычно нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения либо нарушения правил эксплуатации. Достаточно нередко поломки вызываются попаданием воды на электрические детали отдельных модулей.
Частотное напряжение образует электростатическое поле, которое содействует скоплению пыли, с удалением которой не совладевает вентиляционная система. Пыль приводит к изменению характеристик сопротивления на отдельных участках плат электрических блоков, что также является предпосылкой нарушения обычной работы всего агрегата.
Кроме эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести предпосылки независимые от квалификации сварщика и нрава выполняемых работ. Это до этого всего понижение сетевого напряжения до уровня 180,0…190,0 вольт, что является довольно частым явлением в дачных поселках и сельских поселениях.
Недозволено забывать и о плохой сборке и использовании недоброкачественных девайсов, что является главный предпосылкой выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Главные виды изъянов
Разглядим главные неисправности, с которыми более нередко сталкивается обладатель инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей либо нарушением целостности 1-го из проводников в схеме устройства.
2-ая довольно нередко встречающаяся проблема проявляется в невозможности выставить необходимое значение сварочного тока даже в последнем, наивысшем положении регулятора мощности. Предпосылкой это недостатка, обычно, является пониженный уровень питающего напряжения.
Непостоянность горения сварочной дуги вызывается дефектами либо силового блока, либо модуля управления. Если при работе агрегат делает завышенный уровень шума, это является свидетельством перегрузки, которые могут привести к наиболее суровым неисправностям.
При наличии изъянов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К огорчению обычно некорректная работа этого модуля находится очень поздно, когда неисправность достигнула критичного уровня и какой-нибудь узел аппарата вышел из строя.

Главные правила ремонта
Нарушение работоспособности сварочного инвертора не постоянно является проблематической и полностью может устранена своими руками лицом, имеющим определенные электротехнические способности и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Хоть какой ремонт следует начинать с зрительного осмотра “внутренностей агрегата”. Наличие механических повреждений на интегральных схемах, обугливание либо почернение изоляции проводников, следы недлинного замыкания свидетельствуют о вероятном наличии неисправности. Если зрительно найти причину не удается, следует при помощи мультиметра проверить целостность соединительных проводников меж отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит наиболее серьёзный нрав следует приступить к наиболее кропотливой диагностике изделия. Для этого может потребоваться последующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный ножик;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с спектрами измерений 0…50,0 и 0,250 ампер.
Некие спецы могут сказать, что без осциллографа и частотомера почти все предпосылки выхода из строя отдельных блоков сварочного аппарата найти не получится. Но эти предпосылки довольно специфичны, а устранение довольно трудно. Для ремонта аппарата с схожими недостатками следует обращаться к спецам ремонтных компаний.

Ремонт силового блока
Главный предпосылкой неисправности силового блока является выход из строя (перегорание, пробой) массивного транзистора. Почти всегда его неисправность удается найти зрительно. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в подмене неисправной детали. Перед установкой новейшего транзистора на радиатор, пространство из контакта следует смазать специальной термопастой.
Пробой либо перегорание диодов силового моста встречается наиболее изредка. Но перед началом подмены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое либо нескончаемо огромное сопротивление 1-го из диодов при последовательном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электрического устройства.
При подмене диодов и транзисторов следует подбирать их полные аналоги, прямо до соответствия буквенного индекса, который охарактеризовывает быстродействие электрического элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в зрительном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную компанию. Это не только лишь обойдется дешевле, да и гарантирует от повторного выхода их строя замененных деталей электрической схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Избавляют неисправность методом подмены 1-го из этих частей.

Сохранность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы довольно надежны в работе, а при их повторяющемся техническом обслуживании и ремонте следует соблюдать определенные правила:



























