Сварка газовых труб
Сварка газовых труб является одной из самых ответственных и сложных работ в жилищном строительстве. Для неопасного использования газа нужно крепкое соединение этих частей. Газовые трубы также являются частью коммуникаций в квартирах и коттеджах.

Методы соединения в газопроводах
Сварка газопровода подразумевает разные виды соединений, находящихся зависимо от материала, из которого сделан трубопровод, и места его установки. Газовые трубопроводы бывают металлическими и полимерными.
Используются последующие виды сварок:
- Газовая.
- Ручная электродуговая.
- Аргоновая.
Метод сварки выбирают зависимо от толщины стен газовых труб, наружного поперечника, железные они либо пластмассовые.
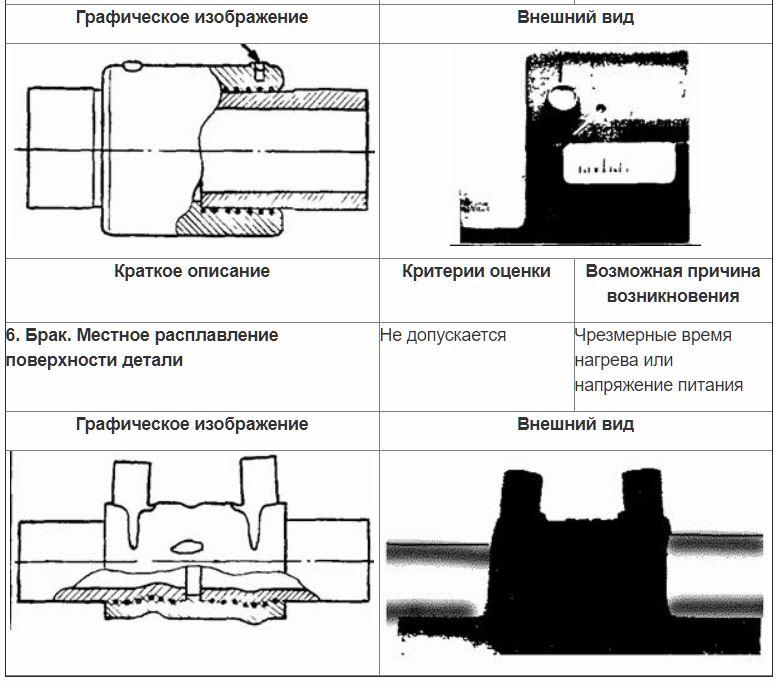
Сварка железных газопроводов имеет свои индивидуальности. Так как они предусмотрены для транспортирования по ним газа, то во избежание утечки недопустимы прожоги и наплывы, препятствующие нормальному его продвижению.
Подготовка труб
Сварочные работы газопровода требуют проведения предварительных работ. Они состоят в чистке свариваемых поверхностей от загрязнений, ржавчины. Масляные пятна убирают при помощи растворителя. На толстых стенах оформляют кромки. Сварка тонких стен осуществляется без этого. Острие кромок притупляют.
Потом производят центрирование труб с целью совмещения их осей. Это можно созодать при помощи специального оборудования. Неотклонимой является надежная фиксация. Комфортно это созодать при помощи прихваток — маленьких поперечных швов, выполняемых на определенном расстоянии друг от друга, зависящим от поперечника труб.
Электродуговая сварка
Электродуговую сварку используют, если размер грядущих работ является маленьким. Перед началом сварки нужна подготовка кромок труб. Для этого комфортно использовать болгарку, а оставшиеся заусенцы убирать ратфилем. Потом места стыков очищают и обезжиривают.

Перед началом прокладки основного шва, трубы фиксируют при помощи поперечных прихваток. Количество проходов находится зависимо от толщины стен труб:
- трехмиллиметровые стены сваривают за один проход;
- стены до 6 мм — за два прохода;
- выше 6 мм — за три прохода и наиболее.
Если доступ к месту работы затруднен, то работу делают отдельными фрагментами.
Аргонодуговая сварка
Аргонодуговая сварка употребляется для соединения труб, выполненных из стали. Сварка с аргоном, именуемая TIG, происходит в газовой среде. Ее главный индивидуальностью является применение электродов, различающихся тугоплавкостью. Наружное покрытие этих электродов — вольфрам. В процессе образования шва такие электроды не плавятся, что является их преимуществом.

Дуга возникает меж вольфрамовым электродом и железной поверхностью трубы. Поступающий через сопло аргон перекрывает поступление кислорода на пространство воплощения сварочного процесса. При аргонной сварке шов выходит высочайшего свойства, а соединение труб надежным.
Сварка газовым методом
Сварка труб газом осуществляется способом расплавления сплава под действием пламени. Оно появляется при горении газа, которое поддерживается кислородной средой.
Газовая сварка трубопроводов нередко применяется для труб, имеющих толщину стен наиболее 3,5 мм. Если предстоит сварка тонкостенного трубопровода, то для предохранения от ожогов употребляются защитные флюсы. Газовую сварку комфортно использовать для сваривания труб маленького поперечника, невзирая на то, что крепкость такового шва будет ниже, чем при остальных методах.
В качестве газа употребляется ацетилен либо остальные горючие газы. Они делают высшую температуру, под воздействием которой сплав начинает плавиться. Потом сиим расплавом заполняется стык меж свариваемыми деталями.
Сварка труб в квартире
Такое может пригодиться, к примеру, по мере необходимости переноса газовых труб.
Сварка газовых труб в квартире начинается с отключения подачи газа. Это поможет избежать появления пожара.
Если свариваются трубы различного поперечника, то для этого нужно употреблять особые переходники, что понижает возможность утечки газа. Более нередко такую работу делают способом встык. Для удаления остатков газа в трубах, их продувают.

По мере необходимости перенести трубы в другое пространство в ней просверливают отверстие и вставляют в него отвод. Опосля этого к отводу присоединяют кран в виде рычага, созданный для регулировки скорости поступления газа.
Опосля этого нужно проверить вероятное наличие утечки газа. Для этого на пространство соединения нужно нанести пенящееся вещество, к примеру, мыльный раствор. Выждав некое время, следует удостовериться в отсутствии пузырей. Если они появились, то это будет свидетельствовать о протечке, и сварку придется повторить.
Опосля окончания работ нужно включить подачу газа.
Схемы сварных стыков
Сварочные схемы газопровода являются частью рабочей документации на проведение такового рода работ. Производятся они не в масштабе, а в виде эскизов.
Схема сварных стыков газопровода содержит обозначения стыков, как поворотных, так и неповоротных. Легче производятся поворотные соединения, так как их можно производить в любом комфортном для сварщика положении. Также у их наиболее низкая возможность возникновения изъянов.
На схеме указывают номер всякого стыка. Указываются сведения, каким видом контроля опосля сварки он должен быть подвергнут. Сообщаются сведения о объекте, а именно класс либо группа трубопровода.
Сводная таблица содержит все нужные сведения о сварных соединениях: количество стыков труб, их характеристики, каким способам неразрушающего контроля они должны быть подвергнуты.
Схема сварных стыков газопровода — образец:

Схема также может производиться в аксонометрии. В ней должны иметься подписи управляющего и исполнителей. Схема, на самом деле, является управлением для правильного воплощения сварки газовых труб, в том числе планирование этого процесса и воплощения контроля опосля него.
Увлекательное видео
Схема сварных стыков газопровода образец – Морской флот
Что такое исполнительная схема сварных стыков трубопроводов? Образец формуляра.
Что же все-таки это такое?
Исполнительная схема — неотъемлемый элемент проектной и рабочей документации водопровода, теплоснабжения, транспортных трубопроводов и технологических установок с водянистым либо газообразными средами. Производится вне масштаба и дает только общее представление о обоюдном расположении сварных швов в пространстве. Чертеж в неотклонимом порядке привязывается к геодезическим координатам либо к объекту с известными координатами.
При формировании документа соблюдают порядок следования швов на том либо ином участке трубопровода. Документ является управлением по выполнению сварочных работ, средством планирования и контроля. Он выпускается вкупе со сводной таблицей стыков, обобщающей в табличной форме данные о соединениях. Не считая технических характеристик швов, приводятся личные данные сварщиков и номер их индивидуального клейма.
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика либо конкретно от проектанта, если это предвидено контрактом.
 На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Сразу с составлением схемы готовятся и остальные сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного набора документов объект не быть может принят в эксплуатацию
Подпись
Схема расположения сварных стыков трубопровода обязана быть заверена подписями последующих должностных лиц:
- прораб, конкретно отвечающий за выполнение сварочных работ на объекте;
- начальник производственно- технического отдела;
- основной инженер;
- сварщики, выполнившие работы, с указанием номера их личного клейма.
[stextbox и заверенный документ должен быть согласован с организацией-проектантом.[/stextbox]
С ней также нужно согласовывать все встретившиеся в итоге контроля отличия от проектных характеристик, таковых, как размеры и уклоны. Заверенная запись о отсутствии отклонений или о согласовании их делается на формуляре. Если отклонений много, может быть согласование их отдельным актом. Тогда на документе приводится ссылка на номер и дату этого документа
Сводная таблица
Документ оформляется по унифицированной форме П27.4, утвержденной Приказом министерства энергетики № 197. Он должен содержать полный перечень швов, заваренных на объекте.
 Сводная таблица содержит сведения о всех соединениях объекта в форме, комфортной для контроля, обобщения и анализа.
Сводная таблица содержит сведения о всех соединениях объекта в форме, комфортной для контроля, обобщения и анализа.
Для всякого соединения приводятся последующие данные:
- порядковый номер,
- заглавие узла, к которому он относится;
- сорт железного сплава, из которого сделаны трубы;
- их поперечник и толщина стен;
- количество;
- номер, соответственный обозначению на Схеме.
Если на участке заваривались доп швы, их число и номер приводятся в графе дополнений. Таковая таблица дозволяет найти полное количество стыков, сгруппировать их по поперечникам, толщинам стен, необходимости неразрушающего контроля. Это упрощает планирование трудозатратности, потребности в расходных материалах, также в инструментальном контроле свойства соединений.
Правила дизайна
Исполнительная схема сварки трубопровода обязана содержать последующую информацию:
- наименование объекта;
- класс трубопровода;
- характеристики труб: материал сплава поперечник и толщина стен;
- транспортируема среда;
- привязку к опорным точкам.
Любой стык на схеме обязан иметь собственный неповторимый номер. Время от времени употребляется сквозная нумерация сварных соединений на всем проекте, тогда обозначение воспринимает вид «Э12.123», где до точки находится идентификатор объекта, а после- фактически номер стыка на определенной схеме.
 Шаг формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Шаг формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Не считая того, на схеме может обозначаться расстояние меж примыкающими соединениями и опорными объектами, таковыми, как повороты, арматура, опорные металлоконструкции либо технологическое оборудование. Это непременно в 2-ух вариантах:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей либо укрыт в стенках.
Обозначения по мере необходимости (к примеру, в случае трагедии, планового ремонта либо обследования) посодействуют стремительно и без излишних издержек и повреждений конструкций отыскать пространство стыка в случае ремонта, не прибегая к доборной документации.
Соединения на схематическом чертеже могут быть 2-ух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются наиболее высококачественными и долговременными, так как работа идет в положении, комфортном для сварки. Анализ статистических данных указывает, что частота обнаружения изъянов таковых швов значительно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в комфортное положение. Напротив, сварщику приходится передвигаться вослед за швом вокруг трубопровода, в том числе и в нерентабельных позициях: швы с положительным и отрицательным уклоном, также вертикальные и потолочные. При всем этом приходится пару раз поменять наклон электрода, скорость его ведения, сварочный ток и остальные принципиальные режимы работы.
Шов при всем этом варится в несколько приемов, что негативно сказывается на его прочности и долговечности. Работа в таковых критериях просит о работника огромного опыта, также высочайшей квалификации.
[stextbox каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).[/stextbox]
На документе также отмечают соединения, для которых будет нужно провести контроль свойства неразрушающими средствами (ультразвук, рентген и др.) Для особо принципиальных объектов, связанных с высочайшими давлениями и температурами, брутальными средами и иными факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается соединения, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Зрительно-измерительному контролю подлежат все соединения.
При оформлении документа употребляется та же система координат, что и в иной проектной и рабочей документации.
[stextbox Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.[/stextbox]
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных характеристик нет». В неприятном случае нужна согласующая эти отличия надпись проектанта или ссылка на отдельный документ- акт согласования.
Схема заходит в паспорт объекта, оформляется на высококачественном носителе и с внедрением материалов, гарантирующих длительное хранение.
Опосля окончания работ проводится проверка всей документации на полноту и корректность дизайна и наполнения. Опосля проверки документы сдаются в архив.
Обозначения стыков на схеме
Соединения на схеме обозначаются в согласовании с муниципальным эталоном ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений», сплошной главный линией.
На выносе делается последующая надпись в виде дроби:
- числитель- номер стыка;
- знаменатель- номер личного клейма сварщика.
Личное клеймо оформляется на всякого сварщика раздельно. В процессе аттестации он заваривает тестовый шов, совпадающий по материалу, поперечнику и толщине труб с настоящими соединениями на объекте. Такие тесты проводятся в особых аттестационных центрах, номер личного клейма утверждается приказом по монтажному предприятию.
Образец формуляра
Все формуляры заполняются в согласовании с требованиями эталона. Ниже приведен сварочный формуляр на трубопровод (образец).
 Документ на оканчивающем шаге формирования. Содержит нужные данные о соединениях, угловой штамп и доп информацию. Над штампом видна сводная таблица.
Документ на оканчивающем шаге формирования. Содержит нужные данные о соединениях, угловой штамп и доп информацию. Над штампом видна сводная таблица.
Схема сварных стыков — принципиальный документ, описывающий обоюдное размещение соединений и их важные характеристики. Она оформляется на хоть какой объект, имеющий трубопроводы со сварными швами. Схема и оформленная вкупе с ней сводная таблица служат средством планирования монтажных работ, учета выполнения и контроля свойства.
Скачать образец документа
СХЕМА РАСПОЛОЖЕНИЯ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДА
Электростанция _______________________ Схема N ______________
Энергоблок (котел, турбина) N _______________________________
Монтажная (ремонтная) организация ___________________________
Характеристики среды: Рр = 16,1 МПа, Тр = 345 град. C
- Различное: эталоны (Полный список документов)
- Поиск по фразе «Различное» по всему веб-сайту
- «Схема расположения сварных стыков трубопровода. Форма N П27.3».doc
- Скачано документов
Занесено в базу
Внесены исправления в
- Договоры
- Все документы
- Календарь праздничков и выходных на 2019 год
- Регистрация малого бизнеса полезно
- Как без помощи других составить контракт
- Таблица кодов ОКВЭД
У нас на веб-сайте любой может безвозмездно скачать образец интересующего контракта либо эталона документа, база договоров дополняется часто. В нашей базе наиболее 5000 договоров и документов различного нрава. Если вами увидена некорректность в любом договоре, или невозможность функции “скачать” какого-нибудь контракта, обратитесь по контактным данным. Приятного времяпрепровождения!
Сейчас и навечно — загрузите документ в комфортном формате! Неповторимая возможность скачать хоть какой документ в DOC и PDF полностью безвозмездно. Почти все документы в таковых форматах есть лишь у нас. Опосля скачки файла нажмите “Спасибо”, это помогает нам сформировывать рейтинг всех документов в базе.
Контроль высококачественных сварных соединений полиэтиленовых газопроводов.
СП 42-105-99, ОАО (форма организации публичной компании; акционерное общество) “РОСГАЗИФИКАЦИЯ”, Москва 1999. Открытое акционерное общество “РОСГАЗИФИКАЦИЯ”.
Приказ.
3 марта 1999 года, город Москва. О утверждении и внедрении в действие Свода правил «Контроль свойства сварных соединении полиэтиленовых газопроводов».
Приказываю:
- Утвердить и ввести в действие с 1 апреля 1999 года “Свод правил” – «Контроль свойства сварных соединений полиэтиленовых газопроводов». Разработан ОАО (форма организации публичной компании; акционерное общество) «Гипрониигаз».
- Сектору инфы ОАО (форма организации публичной компании; акционерное общество) «Росгазификация» (Кузнецову С.А.). Размножить обозначенный “Свод правил” и разослать по заявкам газораспределительных организаций для практического использования.
- Контроль за выполнением реального приказа возложить на отдел научно-технического развития (Горчилин В.А.) и сектор инфы (Кузнецов С.А.).
Генеральный директор В.С. Рахуба .
Заместителю Генерального директора ОАО (форма организации публичной компании; акционерное общество) “Росгазификация”: Линеву В.П. 105318, Москва, улица Щербаковская, 41А17-110 НТО от 03.03.99.
Управление стандартизации, технического нормирования и сертификации докладывает, что представленный на регистрацию нормативный документ зарегистрирован в качестве “Свода правил”.
Ему присвоен последующий шифр: СП 42-105-99 “Контроль качества сварных соединений полиэтиленовых газопроводов”.
Сразу “Управление технормирования” направляет Ваше внимание на последующее: при издании текст документа строится,
излагается и оформляется в согласовании с требованиями установленными СНиП 10-01-94.
В целях сокращения количества нормативных документов и их упорядочения, беря во внимание то, что разрабатывается единый Свод правил- “Проектирование и строительство новых,
а также реконструкция изношенные газопроводов путем применения полимерных материалов”, правление считает в предстоящем (при окончании разработки проекта одного СП) текст
“Свода правил по контролю качества сварных соединений полиэтиленовых газопроводов” включить отдельным разделом в упомянутый единый СП.
Заместитель начальника Управления технормирования П / П Н.Н. Поляков .
Исполнители Фомичева Т.С Шишов Н.А. тел. 930-57-83 930-41-58
Вступление.
РАЗРАБОТАН Головным (распологающемся в голове) научно-исследовательским и проектным институтом по использованию газа в народном хозяйстве “ГИПРОНИИГАЗ ” при участии НПО (Научно-производственное объединение, также научно-производственное предприятие — организация любой организационно-правовой формы, проводящая научные исследования и разработки) “Пластик”.
СОГЛАСОВАН с Госгортехнадзором РФ (Российская Федерация — государство в Восточной Европе и Северной Азии, наша Родина) (письмо № 02-35/868 от 23.07.1998 г.)и АООТ НПО (Научно-производственное объединение, также научно-производственное предприятие — организация любой организационно-правовой формы, проводящая научные исследования и разработки) “Пластик” (письмо № 402/98 от 4.05.98 г.).
ОДОБРЕН Госстроем Рф (письмо № 13-500 от 10.09.1998 г.
ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО (форма организации публичной компании; акционерное общество) “Росгазификация” N 14П от 03.03.199 9 г.
ПРИНЯТ в первый раз.
Свод правил разработан группой профессионалов: В.Ю. Каргин. А.Г. Карвецкий, В.В. Богатов, Т.В. Ставская – ОАО (форма организации публичной компании; акционерное общество) “Гипрониигаз”. И.В. Гвоздев – АООТ НПО (Научно-производственное объединение, также научно-производственное предприятие — организация любой организационно-правовой формы, проводящая научные исследования и разработки) “Пластик”. И.В. Сессин – ОАО (форма организации публичной компании; акционерное общество) “Росгазификация”.
Введение.
Свод правил для использования строй организациями Русской Федерации при строительстве и ремонте
газораспределительных сетейизполиэтиленовых труб, также отраслевыми лабораториями и иными организациями,
занимающимися оценкой свойства сварных соединений.
Область внедрения.
Реальный свод правил распространяется на сварные соединения напорных труб из целофана для газопроводов, транспортирующих горючие газы по ГОСТ 5542, созданные для промышленного и коммунально-бытового использования.
Нормативные ссылки.
В реальном своде правил применены ссылки на последующие эталоны:
СНиП 2.04.08-87* “Газоснабжение”.
СНиП 3.05.02-88* “Газоснабжение”.
ГОСТ 166-89 “Штангенциркули. Технические условия”.
ГОСТ 4045-75 “Тиски слесарные с ручным приводом. Технические условия”.
ГОСТ 5542-87 “Газы природные топливные для коммунально-бытового назначения”.
ГОСТ 8433-81 “Вещества вспомогательные ОП-7 и ОП-10”.
ГОСТ 11262-80 “Пластмассы. Метод испытания на растяжение”.
ГОСТ 12423-66 “Пластмассы. Условия кондиционирования образцов (проб)”.
ГОСТ 14782-86 “Контроль неразрушающий. Соединения сварные. Методы ультразвуковые”.
ГОСТ 24157-80 “Метод определения стойкости при постоянном внутреннем давлении”.
ГОСТ Р 50838-95 “Трубы из полиэтилена для газопроводов. Технические условия”.
СП 42-101-96 “Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм”.
Общие положения.
1. Свод правил разработан в развитие строй норм и правил СНиП 3.05.02 “Газоснабжение” в части строительства газопроводов из полиэтиленовых труб давлением до 0,6 МПа.
2. Свод правил .может применяться в процессе строительства новейших и реконструкции работающих подземных газопроводов с внедрением полиэтиленовых труб (ПЭ63, ПЭ80 и ПЭ100) российского и забугорного производства, отвечающих требованиям ГОСТ Р 50838.
3. Технологический процесс сварки и порядок проведения пооперационного контроля должен соответствовать СП 42-101 и иной нормативно-технической документации по строительству газопроводов из полиэтиленовых труб утвержденной либо согласованной с Минземстроем (Минстроем) Рф.
4. Нормы контроля сварных соединений полиэтиленовых труб (разрушающими и неразрушающими способами) должны приниматься в согласовании с требованиями СНиП 2.04.08, СНиП 3.05.02 и СП 42-101.
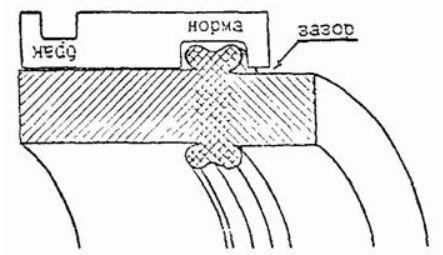
При всем этом в случае сварки труб деталями с закладными нагревателями разрушающим способам контроля подвергают лишь допускные соединения, а нарезка и испытание контрольных соединений из числа выполненных с помощью этих деталей не требуется.
Нормы контроля свойства стыковых соединений ультразвуковым и разрушающим способами принимают зависимо от степени автоматизации сварочных машин.
Технические требования к контролю свойства сварных соединений.
1. Контролю свойства подвергаются сварные соединения, сделанные из труб, соответственных требованиям ГОСТ Р 50838, муфт с закладными электронагревателями ТУ 2248-030-00203536-96, отводов седловых ТУ 2248-031-00203536-96 и ТУ 2248-037-00203536-96, деталей соединительных ТУ 2248-032-00203536-96 и ТУ 6-19-359-97 и остальных соединительных деталей (в т.ч. забугорного производства), соответственных нормативной документации, утвержденной в установленном порядке.
2 .Способы контроля свойства сварных соединений разделяются наобязательные(экспресс) способы, проводимые лабораториями строительно-монтажных организаций и особые, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости доказательства результатов экспресс способов, проведения углубленных исследовательских работ и остальных целей.
3. Нарезку контрольных соединений из газопровода производят, обычно, в период производства сварочных работ с целью исключения вварки “катушек”.
4. Проверке подвергаются допускные и контрольные соединения, выполненные каждым сварщиком в согласовании с нормами СНиП 3.05.02 и СП 42-101.
5. Сварные соединения, забракованные при наружном осмотре и измерениях, исправлению не подлежат и должны быть из газопровода удалены.
6. При неудовлетворительных результатах испытаний сварных соединений экспресс способами нужно произвести проверку двойного числа соединений этим же способом контроля, по которому получены неудовлетворительные результаты. Если при повторной проверке хотя бы одно из проверяемых соединений окажется неудовлетворительного свойства, то сварщик должен быть отстранен от работы и ориентирован для прохождения доборной практики. Порядок проведения последующих работ на газопроводе должен определяться требованиями СНиП 3.05.02.
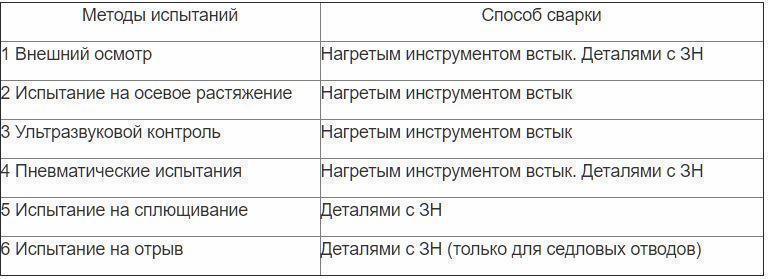
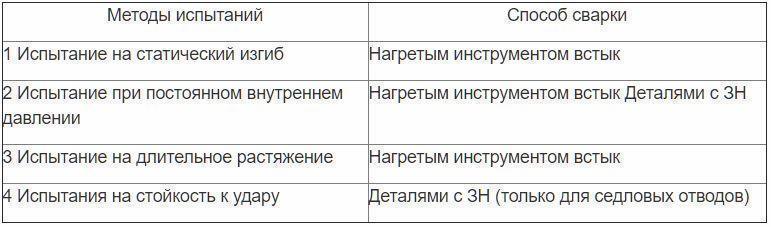
7. Список способов испытаний, неотклонимых при проведении контроля свойства сварных соединений приведен в таблице 1.
Неотклонимым способам оценки должны подвергаться сварные соединения, выполняемые перед началом строительства газопроводов (допускные соединения) и отбираемые из числа стыков, сваренных каждым сварщиком на объекте строительства (контрольные соединения).
Таблица 1 – Список неотклонимых способов испытаний
 Труба d н 20-75мм Труба d н 90- 125 мм Труба d н 140-225мм
Труба d н 20-75мм Труба d н 90- 125 мм Труба d н 140-225мм



























