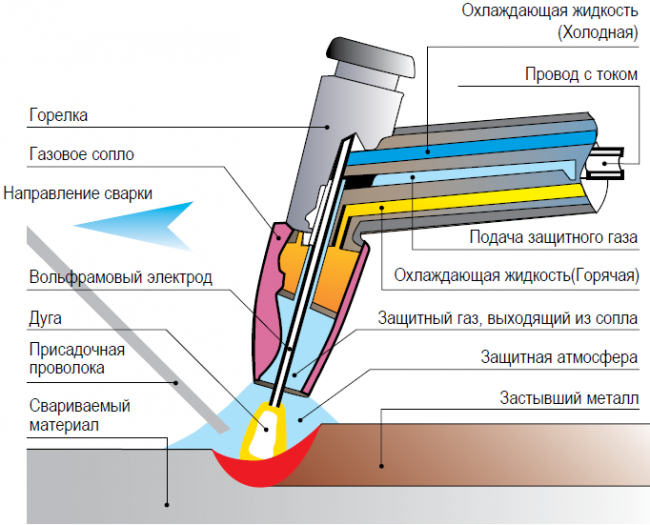
Технологический процесс сварки
Проектирование соединительных узлов различного предназначения предугадывает расчёт прочности при отягощениях. Действие разнонаправленных сил на сварочный шов просит особенного подхода, потому инженер-проектировщик должен коротко выложить свои требования и донести их до исполнителя.
В сопроводительном техническом задании для данной нам цели употребляются карты технологического процесса сварки, в каких отражается методы подготовки кромок, вид и режим работ при соединении деталей и методы обработки шва. Мы поведаем о параметрах и требованиях, входящих в это короткое пояснение.
Разработка технологии сварки при проектировании
Сварочные работы, как и любые металлургические процессы, требуют досконального соблюдения технологической последовательности операций. До этого чем начинать проектирование этого вида соединений и соединений нужно произвести расчёт узлов прочности, подобрать материал заготовки, электрода и метод сварки.
На основании анализа таковых характеристик и согласно ГОСТ, СНиП и иной строительной документации и рассчитывается среднее сочетание прочности и долговечности всей металлоконструкции. Весь технологический процесс сварки и сборки деталей, также предстоящий неразрушающий либо другой контроль свойства, находит отражение в сопровождающей проект карте.
Любой проектировщик при разработке должен учесть эксплуатационные требования к готовому изделию и область его предстоящего внедрения. Проектная документация обязана иметь соответственный раздел, где указываются условия и область использования всей конструкции, и метод используемого сварного соединения, а конкретно:
- общее предназначение конечного изделия либо комплекса конструкций;
- условия эксплуатации применительно к температуре, давлению либо ветровым перегрузкам;
- размеры и вид свариваемых деталей, конструкций либо труб с указанием габаритов;
- марки материалов либо сплавов, также разнородных по составу заготовок;
- разделка соединений, температурная подготовка, также вид сварки и описание газовой инертной либо активной среды;
- поперечник и марку электродов либо сварочной проволоки.
Все эти данные, отражённые в сопроводительной аннотации, служат для рационального проектирования и лучшего осознания исполнителями сущности работ. А это может значительно воздействовать на свойство производства всякого определенного узла.
Такового рода разделы являются результатом труда группы проектировщиков и имеют огромное значение, потому неотклонимы к исследованию перед началом работ.
Карта предварительного и сварочного процесса
Для определенного узла соединения металлов разработан подробный, лаконичный документ, который является управлением по сварке и подготовке стыка с указанием всех деталей, исключающих двусмысленное истолкование процесса работ. Он разработан на базе норм и правил, также ГОСТов и регламента Проекта Р НОСТРОЙ 12-2014, в каком указаны требования к персоналу, организации рабочего места, критерий прокалки и контроля свойства.
Конкретно условия подготовки стыка и технологию сварки расшифровывают в карте сварочного процесса, где описан весь производственный цикл, а конкретно:
- свойства основного материала изделия, марка стали, вид сплава либо разнородных металлов;
- геометрические характеристики заготовок, схема разделки и сборки соединений, также количества проходов в виде эскизов;
- свойства слоёв шва с указанием полярности сварки, марки электродов и их поперечника;
- положение сварочного узла в пространстве и пределы допустимой силы тока при прихваточном и послойном прохождении;
- температура и время прокаливания заготовок и электродов;
- метод обработки шва опосля сварочных работ;
- контроль свойства с указанием метода;
- способ исправления изъянов;
- способ сварки и тип оборудования, также тип проволоки и состав газовой консистенции.
Технологическая карта при сварке является управлением к действию и обязательно соблюдается исполнителем. От соблюдения процесса зависит конечное свойство изделия и его способность служить долгое время в данном режиме эксплуатации. В особенности значимо чёткое соблюдение технологии в критериях трубопроводов высочайшего давления на Последнем Севере либо в остальных районах с экстремальными критериями работы.
Подводим результат
Мы поведали о таком принципиальном сопроводительном документе, как карта технологического процесса сварки. В нём в сжатой, но хорошей и доступной форме изложена последовательность работ по соединению металлов и сплавов разными способами. Выполнение технологического цикла исключает брак и дозволяет создавать крепкое и долговременное конечное изделие.
Разработка технологических действий и проектирование изделий
ЭУМК содержит базисные теоретические сведения о особенностях сварных конструкций, расчете сварных соединений и конструкций, сварочных напряжениях и деформациях, разработках производства сварных конструкций и др.
Программка курса рассчитана на 144 академических часа.
Главные разделы курса
ЧАСТЬ I. ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ И КОНСТРУКЦИЙ
РАЗДЕЛ 1. ВЫПОЛНЕНИЕ РАСЧЕТА СВАРНЫХ КОНСТРУКЦИЙ
- Типы и виды сварных соединений. Черта, предназначение, область внедрения сварных соединений
- ГОСТы на сварные соединения, выполненные разными методами сварки
- Виды сварных швов. Обозначения сварных швов
- Перегрузки на сварные соединения. Распределение усилий в сварных соединениях
- Напряжения и деформации при сварке
- Предпосылки появления деформаций и напряжений
- Главные мероприятия по уменьшению сварочных напряжений и деформаций
- Расчет соединений на растяжение (сжатие), срез, извив. Расчет угловых швов
- Расчет и проектирование сварных соединений
- Принципы оптимального выбора сварных соединений и конструкций
- Базы расчета сварных конструкций на крепкость и выносливость
РАЗДЕЛ 2. ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
- Главные положения и этапы проектирования сварных конструкций
- Главные требования, предъявляемые к сварным конструкциям
- Нормативные документы на проектирование, изготовка, установка и приемку сварных конструкций
- Определение технологичности
РАЗДЕЛ 3. ОСОБЕННОСТИ СВАРНЫХ КОНСТРУКЦИЙ
- Систематизация сварных конструкций
- Каркасы промышленных спостроек
- Сварные балки. Подкрановые балки. Систематизация. Требования. Расчетные перегрузки. Принципы конструирования
- Сварные колонны. Предназначения и систематизация. Требования. Расчетные перегрузки. Принципы конструирования
- Сварные фермы. Предназначения и систематизация. Требования. Расчетные перегрузки. Принципы конструирования
- Листовые конструкции. Черта. Индивидуальности и систематизация
- Проектирование и изготовка сварных деталей машин
ЧАСТЬ II. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРИ ИЗГОТОВЛЕНИИ КОНСТРУКЦИЙ
РАЗДЕЛ 1. ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ДЛЯ СВАРКИ
- Проектирование технологического процесса сварки
- Карты выполнения технологических действий выполнения сварки
- Принципы и правила проектирования технологических действий и технологической оснастки
РАЗДЕЛ 2. МЕТОДИКА РАСЧЕТА И ПРОЕКТИРОВАНИЯ ЕДИНИЧНЫХ И УНИФИЦИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
- Понятие о технологическом цикле, стадиях и свойствах. Технологические процессы, определения, главные понятия
- Приемы выполнения заготовительных операций
- Выбор сборочно-сварочной оснастки на шаге разработки технологической схемы
- Главные методы сварки. Причины, определяющие метод сварки
- Индивидуальности технологии сварки типовых конструкций
Интерактивная коллекция
Справочные материалы:
Практические задания
- Испытания текущего контроля
- Итоговое тестирование
- Интерактивные практические задания по главным разделам курса —всего 23 задания
- Интерактивный кроссворд
- Виртуальная лабораторная работа«Расчет колонны»
Индивидуальности и достоинства
ЭУМК разработан в 2-ух главных версиях:
УНИВЕРСАЛЬНАЯ СЕТЕВАЯ ВЕРСИЯ (windows – приложение)
предусмотрены способности: дополнять готовый комплекс своими наработками в любом пользующемся популярностью формате, выстраивать сценарии (планы) проведения занятий на хоть какой период времени, с добавлением как материалов самого комплекса, так и наружных файлов; редактировать тестовую базу; управлять со собственного рабочего места компами студентов во время работы в локальной сети (проводить групповое тестирование, назначать задания всей группе либо отдельным студентам, получать результаты тестирования, рассматривать приобретенные результаты на основании статистики правильных ответов).
Лицензия на 2 места (сервер с подключением хоть какого кол-ва компов в одной локальной сети + доп комп для работы педагога)
ВЕРСИЯ ДЛЯ СДО (для систем дистанционного обучения — WEB-приложение)
предусмотрены способности:
встраивается в всякую LMS (Learning management system/ Cистема управления учебным действием), поддерживающую эталон SCORM, в том числе Moodle
Лицензия на сервер (хоть какое кол-во юзеров в рамках организации).
Эталон наполнения технологической карты сварки
Техпроцесс состоит из огромного количества шагов, любой из которых должен быть просчитан с точностью до мм. Все эти данные трудно уяснить либо коротко записать, потому была выдумана карта технологического процесса сварки. Она дозволяет сделать лучше свойство работ: сварщик получит полую информацию о типе сварки, спецы проведут кропотливый контроль сварного соединения, будет избран лучший набор оборудования и девайсов. Соответственно снизится количество брака и завод понесет наименьшие убытки. И все это может быть, если у вас есть технологическая карта на сварку.

В данной нам статье мы поведаем, что же все-таки это такое, как составляется техкарта для сварочных работ, приведем пример, с помощью которого вы научитесь стремительно и просто читать технологические карты, а потом и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки либо просто техкарта)? Говоря ординарными словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может воспользоваться спец по контролю свойства. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые необходимо учитывать при сварке. Верно разработанная техкарта дозволяет сделать лучше свойство сварного соединения и, в целом, создать работу сварщика либо иных профессионалов продуктивнее и лучше.
Технологическая карта была выдумана и внедрена не так издавна, а конкретно в конце 80-х годов прошедшего века. Это соединено с огромным технологическим прорывом в сфере сварки, когда возникли новейшие современные технологии и стали доступны редчайшие сплавы.
Данные в техкарте
Итак, в технологической карте в неотклонимом порядке указываются общие сведения о сплаве, который необходимо сварить, данные о разделке сплава и их чистке, данные о размерах сварных швов. Также указывается прогрев сплава, если он нужен, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет употребляться и какие комплектующие нужны для выполнения сварки. Некие мастера убеждены, что оборудование и комплектующие можно подбирать, основываясь на собственном опыте либо направленных на определенную тематику журнальчиках, но это ошибочно. Позднее мы поведаем, как подбирается набор оборудования.
Добавочно необходимо указать, какой тип сварки будет употреблять в работе, также какие характеристики необходимо установить (значение сварочного тока, напряжения, полярности, скорость сварки и так дальше). Также указывается, какая будет форма у сварного соединения и какие будут употребляться способы проверки свойства сварных швов.
Индивидуальности
На больших производствах (к примеру, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные спецы, а на маленьких заводах эту работу нередко поручают сварщикам. Тем не наименее, неважно какая разработка техкарты обязана начинаться с кропотливого анализа сплава, который необходимо сварить. Конкретно от сплава зависит выбор типа сварки, девайсов и остальные характеристики. Если вы с самого начала верно проанализируете сплав, то потом у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже принципиально осознавать.
Любая технологическая карта по сварке металлоконструкций обязана иметь собственный личный номер (шифр), при помощи которого ее можно будет отыскать в архиве. Также этот номер будет указываться при разработке полной техдокументации и в свойствах проекта на сварку. Также на техкарте обязана стоять подпись спеца, который эту расправу составлял.
Пример технологической карты
Ниже вы сможете созидать эталон наполнения технологической карты. На данный момент мы подробнее разберем все, что здесь написано, а вы запомните (либо лучше запишите) то, что прочтете.


Эталон взят с веб-сайта zibon.ru
Итак, 1-ая графа «Метод сварки». Тут, как не тяжело додуматься, необходимо написать, таковой тип сварки был избран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Дальше указаны числа «(111)», это код сварки. Его можно указывать в техкарте, чтоб не писать тщательно словами.
Мы приведем несколько более всераспространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Дальше графа «Главный материал (марка)». Тут пишем марку сплава, который нам необходимо сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Добавочно укажите группу металлов. Ниже таблица с главными группами.




Потом идет графа «Наименование (шифр) НТД». Тут вы должны указать, какие нормативные документы были применены при разработке данной технологической карты. Другие графы заполняются схожим образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если для вас нужна техкарта на остальные работы (к примеру, на сварку железных труб), то она будет заполняться таковым же образом, просто обменяется заголовок.
Заместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (либо хоть какого другого типа сварки) — неотклонимый элемент всех проф сварочных работ. Без нее вы наверное сделаете шов некорректно, так как не будете знать всех аспектов. А спецы по контролю свойства не сумеют предъявить к работе нужные требования.
К слову, есть и технологические карты не на весь сварочный процесс, а на его отдельные этапы. К примеру, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это нужно, если работа непростая и состоит из большого количества инфы, которую необходимо указать в техкарте. Если б в таком случае техкарта была одна на всю сварку, то она состояла бы из 10-ов страничек, что неловко.



























