Решение для размагничивания труб и листовой стали
Решение для размагничивания труб
и листовой стали
При механическом разрезании деталей, разделке кромок на токарных станках, шлифовке возникает эффект намагниченности. Намагниченность является ненужным явлением при сварке стали:
- Является предпосылкой нестабильной и отклоненной сварочной дуги,
- Приводит к огромным доп расходам.
- Неравномерное отделение капель, мощное образование брызг,
- Неравномерное пограничное схватывание,
- Может привести к образованию пор и непроваров,
- Приводят к трудозатратной доработке и потере времени.
Этот эффект в неких вариантах даже принуждает отрешаться от внедрения сварки.

Сварочный процесс без размагничивания
При механическом разрезании деталей, разделке кромок на токарных станках, шлифовке возникает эффект намагниченности. Намагниченность является ненужным явлением при сварке стали:
- Является предпосылкой нестабильной и отклоненной сварочной дуги,
- Приводит к огромным доп расходам.
- Неравномерное отделение капель, мощное образование брызг,
- Неравномерное пограничное схватывание,
- Может привести к образованию пор и непроваров,
- Приводят к трудозатратной доработке и потере времени.
Этот эффект в неких вариантах даже принуждает отрешаться от внедрения сварки.
Решение от EWM — размагничивание

Понижение расходов, экономия ресурсов и увеличение свойства благодаря хорошим результатам сварки, минимизации доработки и понижению расхода материала и газа.
- Размеренная сварочная дуга,
- Равномерное отделение капель,
- Без брызг,
- Не плохое пограничное схватывание.
Решение от EWM — размагничивание
Понижение расходов, экономия ресурсов и увеличение свойства благодаря хорошим результатам сварки, минимизации доработки и понижению расхода материала и газа.
- Размеренная сварочная дуга,
- Равномерное отделение капель,
- Без брызг,
- Не плохое пограничное схватывание.
Размагничивание перед сваркой
Для заслуги лучшего результата сварки рекомендуется делать размагничивание опосля механической обработки и конкретно перед сварочным действием. Благодаря автоматическому выполнению программки применять функцию размагничивания весьма просто
+
Размагничивание перед сваркой
Для заслуги лучшего результата сварки рекомендуется делать размагничивание опосля механической обработки и конкретно перед сварочным действием. Благодаря автоматическому выполнению программки применять функцию размагничивания весьма просто
+
Размагничивание во время сварки
+
Если заготовки весьма длинноватые, имеют толстые стены, находятся в недоступных местах и очень намагничены, магнитное поле может появиться опять даже опосля размагничивания. Это приведет к отклонению сварочной дуги во время сварки. В таком случае рекомендуется применять функцию activgauss. При всем этом во время сварочного процесса создается магнитное противополе.
Размагничивание во время сварки
+
Если заготовки весьма длинноватые, имеют толстые стены, находятся в недоступных местах и очень намагничены, магнитное поле может появиться опять даже опосля размагничивания. Это приведет к отклонению сварочной дуги во время сварки. В таком случае рекомендуется применять функцию activgauss. При всем этом во время сварочного процесса создается магнитное противополе.
Подготовка труб к сварке
Все технологические конструкционные трубопроводы промышленного, общественного, коммунального значения делаются из разных материалов, как следует, происходит различная методика подготовка труб к сварке. Попробуем разобраться, какие способы и методы употребляют для данного технологического процесса. Для всех действий употребляют один из избранных вариантов, это подготовка труб под сварку автоматическим либо фабричным автоматическим методом. Рассматривая тщательно технологию подготовку труб к сварке соединений, выделим последующие способы, к примеру под рабочим давлением:
- Прохладная разработка.
- Газопрессовая.
- Прессовая.
- Методика трением.
- Термитная разработка.
- Всепригодная контактная.
- Ультразвуковая.
Рассматривая иной метод, подготовка кромок труб под сварку плавлением, следует выделить последующие группы:
- Методика электродуговой сварки в специальной среде газов.
- Электродуговая, с внедрением флюса.
- Ручная методика сварки электродугового типа.
- Электронная разработка, на базе шлака.
- Обычная газовая.
Какие виды соединений существует?
Почти всегда обработка соединений труб до и опосля сварки делается с внедрением условного электронного источника подачи переменного тока. Почти всегда, электроток является самым прибыльным по экономическим суждением вариантом, который дозволяет проводить сварочные работы с минимальными финансовыми затратами, по сопоставлению с внедрением источника неизменного тока.
В целом, при проведении сварочных работ, употребляется несколько вариантов соединений, а именно:
- Стыковой способ.
- Соединение под угловым расположением.
- Внахлёст.
Любой из этих вариантов также имеет несколько подвидов, которые различаются по главным техническим, механическим и другим характеристикам, к примеру по количеству применяемых швов, по наличию либо же по отсутствию скосов используемых кромок, по способу проведения состыковочных операций.
Как осуществляется предварительная работа?
Для того чтоб обработка концов труб под сварку прошла совершенно и без излишних заморочек, нужно верно организовать рабочий процесс предварительных работ, которые включают несколько технологических шагов.
- Правка концевых соединений, которые подвергаются сварке.
- Зачистка труб перед сваркой от образования загрязнений, мусора, обезжиривание и т.д.
- Всеохватывающая сборка труб к подсоединению.
Проведение правки. Обычно, во время транспортировки трубы имеют свойство деформироваться, и для того, чтоб избежать ненадобных обидных ситуаций, проводится подготовка труб к сварке на газопроводе для придания безупречной круглой формы конструкциям трубы концевых соединений.

«Принципиально!
Для того, чтоб достигнуть безупречной круглой формы употребляют основное и вспомогательное оборудование, которое основано на механическом, гидравлическом либо пневматическом принципе деяния.»
Для примера приведём вариант исправления кривизны с помощью гидравлического домкрата, также с внедрением для вставки особых круговых прокладок, которые вставляются во внутреннюю часть трубы. С помощью домкрата делается подготовка труб к сварке под углом 90, круговые прокладки сглаживают неровные участки, и труба становится совершенно круглой и приготовленной к сварочным работам.
Чистка концевых соединений. Для того чтоб труба имела безупречную систему опосля сварочных работ, нужно произвести размагничивание труб перед сваркой, также обработать поверхность особыми чистящими составами. В качестве чистящего вещества, употребляют доступные материалы и средства. К примеру, для чистки от скопившегося налёта либо масла, употребляют обыденное дизельное горючее либо бензин. Допускается применение особых растворителей, очистительные кромки концевых соединений от налёта. Если на месте обработки имеется ржавчина, то разделка под сварку труб, предугадывает проведение чистки с помощью механических средств, в виде щётки либо абразивных кругов.

Зачистка труб перед сваркой
Сборочный процесс. Окончательным шагом является сборка стыковых соединениях, опосля того, как пройдёт обработка труб опосля сварки. Этот процесс просит выполнение в неотклонимом порядке 3 главных правила, которые знают спецы по сварочным работам.
- Общая поверхность всех стыковых соединений должны стопроцентно совпадать.
- Технологическая ось основного трубопровода не обязана быть нарушена, ни под каким предлогом.
- Общий технологический зазор меж соединениями должен совпадать по всему поперечнику обрабатываемой трубы.
Сборочный процесс допускается выполнение в ручном режиме, но для труб большего поперечника либо для наиболее четких производственных операций употребляются центраторы, которые в свою очередь делятся на внутренние и внешние приспособления.
Опосля окончания всех предварительных работ можно приступать к главный работе, которая содержит в себе сварочные работы специального типа.
«Направьте внимание!
Сварщик, должен знать индивидуальности материала труб, и лишь опосля этого он может приступать к выполнению прямых обязательств.»
Не крайнее пространство занимает познание мотивированного назначения трубопроводной магистрали. Зная конечную цель эксплуатации трубопровода, применяется соответственный тип варочной технологии:
- По варианту применяемой энергии, которая разделяется на дуговую, лучевую, также на плазменную либо газовую.
- По типу защитного слоя, который быть может как под флюсом, так и под действием газовой среды.
- По уровню автоматизации, который быть может – автоматическим, автоматическим, также ручной.
По статистике, для магистральных трубопроводов общего и специального предназначения, практически в 70% случаев употребляется автоматический вариант сварочных работ с внедрением флюса.
Сохранность проведения предварительных работ
Невзирая на то, что предварительный шаг просит малое внедрение сварочного оборудования, нужно соблюдать все требования пожарной и электробезопасности, которые разрешают хорошо и неопасно производить технологические процессы. К работе допускается лишь спец, имеющий соответственный разряд подготовки. Перед началом работы, проводится общий и особый инструктаж мастера и исполнителя, которые подписывают надлежащие документы. Во всех вариантах, исполнителям предоставляется технологическая карта, в согласовании с которой осуществляется общий фронт работ. По окончании подготовки, исполнители также проводят ознакомительные деяния при работе со сварочным оборудованием. В конкретной близости должны размещаться главные средства пожаротушения и электрозащиты, в случае появления неожиданных ситуаций.
Магнитное дутье
Я так понимаю намагниченность собранного стыка можно компасом инспектировать?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Сообщение отредактировал di4: 18 Июль 2014 13:52
- 2
#23 МАГНИТ
- Гость
- Cообщений: 3
В этом случае определялась величина магнитного поля в стыке устройством «Дельта».
#24 alex937
Время течет, мир спешит. А я желаю совершенства!
- Город: Новокузнецк Алексей
- 0
#25 Рудольф Шнапс

- Участник
- Cообщений: 1 744

- Город: Хараре
alex937 , переход в режим ВКЗ делему не решает?
- 0
Вдохновлён сталью, бетоном и золотым сечением.
#26 alex937
Время течет, мир спешит. А я желаю совершенства!
- Город: Новокузнецк Алексей
alex937 , переход в режим ВКЗ делему не решает?
Не сообразил что такое ВКЗ
- 0
#27 Рудольф Шнапс
- Участник
- Cообщений: 1 744
- Город: Хараре
alex937 , обязанные недлинные замыкания. Это когда сварочная дуга очень трещит, а перенос сплава с проволоки не струйный, а большими каплями в момент недлинного замыкания. При всем этом длина дуги малая, как следует, магнитное дутьё не так очень обязано проявляться.
- 1
Вдохновлён сталью, бетоном и золотым сечением.
#28 alex937
Время течет, мир спешит. А я желаю совершенства!
- Город: Новокузнецк Алексей
alex937 , обязанные недлинные замыкания. Это когда сварочная дуга очень трещит, а перенос сплава с проволоки не струйный, а большими каплями в момент недлинного замыкания.
- 0
#29 di4
- Участник
- Cообщений: 579
Попытайтесь не доваривать шов 300 мм и доварите его начиная с иной стороны.
- 0
#30 ЛехаКолыма
- Эксперт
- Cообщений: 1 508
- Город: Курск,Магаданская область пУсть-Омчуг
Денек хороший,в рд на сварку магистральных трубопроводов http://www.infosait. 41407/index.htm пункт 10 показан очередной метод размагничивания,спомощью на мотки кабеля и пропускания неизменного тока,как на практики работает оно на подабающим уровне либо нет?
А все извените не прочел первую страничку,все как раз и показано
- 0
#31 Cварщик Джо
- Участник
- Cообщений: 247
- Город: Санкт-Петербург
Как биться с сиим явлением ?
Вроде все просто по литературе но не постоянно применимо.
Сваривайте на недлинной дуге, зажим массы укрепляйте поближе к зоне сварки. Читайте тут http://tehnik.electr. agnitnoe-dut-e/
- 0
#32 АВН
- Banned
- Cообщений: 0
- Город: С.-Пб
Cварщик Джо , весьма отменная статья, но: нет никакого зажима — масса идёт через общую палубу пролёта. Св. ток лишь неизменный, от многопостового источника через балластный реостат. Сварка и так постоянно ведётся на недлинной дуге — излишние поры и непровары никому не необходимы. Ваши практические советы?
#33 welderman
- Эксперт
- Cообщений: 2 616
- Город: Киров
В бытность свою работы под Усинском для борьбы с данным премерзким явлением,опосля долгих мытарств, пришли к способу сварки соединений труб на подкладном кольце из полосовой стали 09Г2С-магнитопровод замыкается,дутьё фактически исчезает. условия-кольцо обязано заходить в собираемый стык с лёгким натягом;метод опробован для сварки трубопроводов из стали 09Г2С Ду 530-720мм,S 8-20мм,аппараты — агрегаты типа DENYO DLW-400 ESW,сварочные материалы-LB-52U. а перепробовали ранее всё из изложенного выше и даже больше. провода мотали,магниты ставили, размагничивающую приблуду приобрели,один сварщик- шаман из Якутии с бубном камлал над стыком.
Сообщение отредактировал welderman: 04 Ноябрь 2014 21:15
- 0
#34 di4
- Участник
- Cообщений: 579
Ну если углубиться в теорию и мою фантазию можно разглядывать стык как магнит. Рисуем:
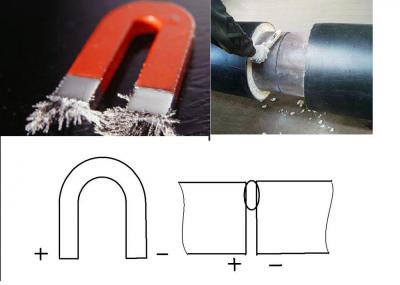
Как стык преобразуется в магнит?
Видимо к стыку прикреплен оборотный сварочный провод и во время сварки через трубу идет ток, идет по зеленоватой линии движения:
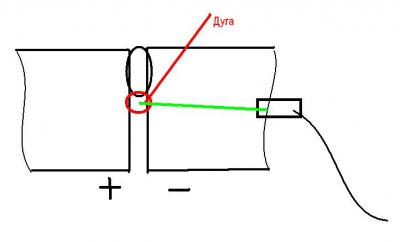
Потому что ток проходит лишь через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Потому борьба с магнитным дутьем обязана сводиться к последующим мероприятиям.
1. Сначала шва прихватывается пластинка на которую вешается зажим оборотного провода. Когда труба заварена на четверть нужно переместить пластинку поближе к дуге и продолжить сварку.
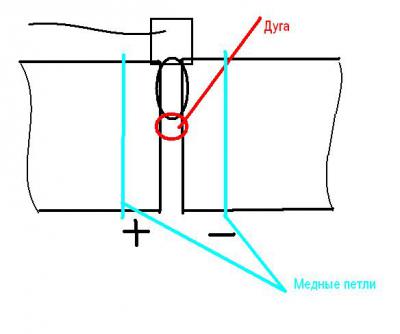
2. Перед сваркой затяните на трубах петли из обнаженного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
3. Что там еще можно нафантазировать: Может быть поможет за ранее перед сваркой положить на трубы свальцованные толстые железные накладки лучше из ферритной стали. Может быть это уменьшит интенсивность намагничивания самой трубы потому что намагничиваться будут к тому же накладки.
Все на сей день, креатив завершился. Все это можно испытать, но не уверен что это вправду поможет. Если кто желает может поэкпериментировать. Сам не пробовал. )



























