Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
Когда речь идет о сварке на ответственных системах, технические требования излагаются в чертежах согласно ГОСТам. В длинноватых аббревиатурах есть логика, которую необходимо осознать, чтоб просто ориентироваться в таковой документации.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от метода сварки, условно изображают:
видимый – сплошной главный линией (черт.1а, в);
невидимый – штриховой линией (черт.1г).
Черт.1-4
Видимую одиночную сварную точку, независимо от метода сварки, условно изображают знаком “+” (черт. 1б), который делают сплошными линиями (черт.2).
Невидимые одиночные точки не изображают.
От изображения шва либо одиночной точки проводят линию-выноску, заканчивающуюся однобокой стрелкой (см. черт.1). Линию-выноску желательно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при всем этом их нужно обозначать строчными знаками российского алфавита (черт.3).
1.3. Шов, размеры конструктивных частей которого эталонами не установлены (необычный шов), изображают с указанием размеров конструктивных частей, нужных для выполнения шва по данному чертежу (черт.4).
Границы шва изображают сплошными главными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Документация для свариваемых конструкций
Особенной разновидностью моделей сборок являются сварные конструкции, процесс сотворения которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для хоть какого из состояний определенные виды можно сделать на чертеже:
- виды состояния сборки разрешают узреть, как смотрится модель без сварочных соединений либо данной к ним разделки;
- виды подготовки представляют модель с уже данной разделкой соединительных швов;
- виды сварки демонстрируют будущую модель со сварными соединениями;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми соединениями и обработкой опосля сварочных работ.
При оформлении чертежей лишь состояние сборки может применяться. Когда же система перебегает в какое-либо из остальных состояний, то обязано осуществляться соответственное сообщение о этом.
Как обозначают типы сварок
Большущее количество способностей перед мастером открывают современные разновидности сварки, дозволяющие любые задумки воплощать в реальности. Но чтоб использовать на практике какую-либо сварочную технологию нужно осознавать обозначение сварки и научиться составлять чертежи.
Зависимо от технологии условное обозначение сварки на чертежах последующее:
- Э – электродуговая;
- Kт – контактная;
- Г – газовая;
- З – выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может пригодиться мастеру в процессе сваривания металлоконструкций, потому неотклонимым условием для всякого проф сварщика является умение читать и составлять сварочные чертежи.
Типы сварочных соединений и условные обозначения
Для высококачественного соединения отдельных частей при разработке металлоконструкций нужно иметь подробное описание всякого стыка. Для этого производится состоящая из чертежей конструкторская документация, в какой все условные обозначения сварных швов должны соответствовать ГОСТам.
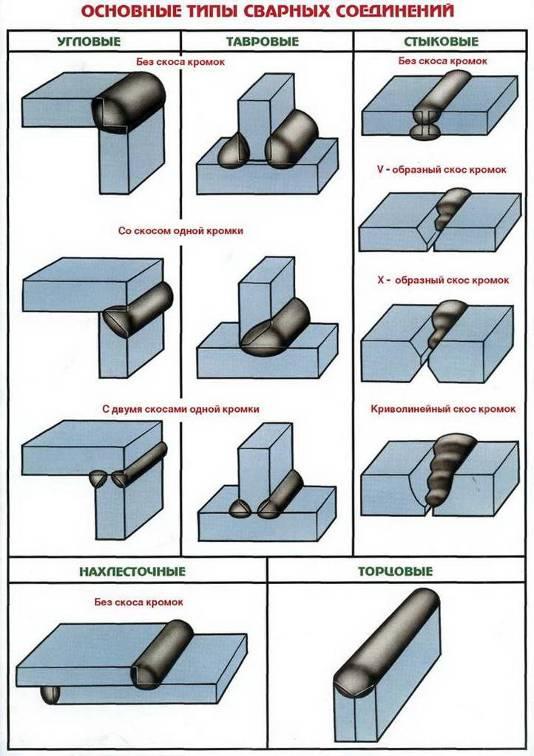
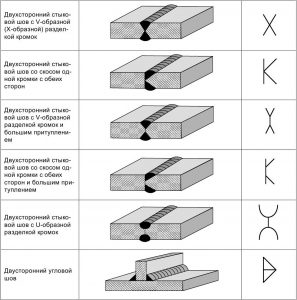
Зависимо от методов стыковки свариваемых вместе частей различают некоторое количество видов соединений. Наименования, индивидуальности и обозначение сварочных швов на чертежах можно поглядеть в таблице ниже.
| Типы швов | Свойства | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтоб соединения выходили ровненькими и крепкими нужно перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол меж которыми должен составлять наиболее 30° | У |
| Торцевой | Соединяются торцы частей таковым образом, чтоб меж собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости частей. Употребляются в вариантах, когда точность подгонки не является критической | Н |
| Тавровый | К поверхности конструкции под углом либо вертикально приваривается торец детали | Т |

Есть также не предусмотренные ГОСТом особенные виды швов, которые на схемах обозначаются эмблемой «О».
Необходимость обозначений
Современные металлоконструкции состоят из огромного количества различных по формам и размерам частей. Чтоб они соответствовали всем требованиям ГОСТов, то создавать их нужно по за ранее разработанной конструкторской документации.
Обозначение сварных швов на чертежах дозволяет выяснить полный список их технических черт:
- тип материалов, нужных для сотворения высококачественных соединений;
- геометрические размеры швов и рациональные характеристики допусков;
- технологии сваривания;
- размер и форму наплавки;
- плотность соединений и прочностные характеристики;
- условия и очередность процесса сваривания и остальные индивидуальности.
Не только лишь при изготовлении металлоизделий нужно обозначение сварочных швов, проверки готовых конструкций на крепкость и целостность соединений также просит наличия чертежей. Осуществляющие контроль сотрудники геометрические характеристики всякого соединения ассоциируют с показателями из конструкторской документации.
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
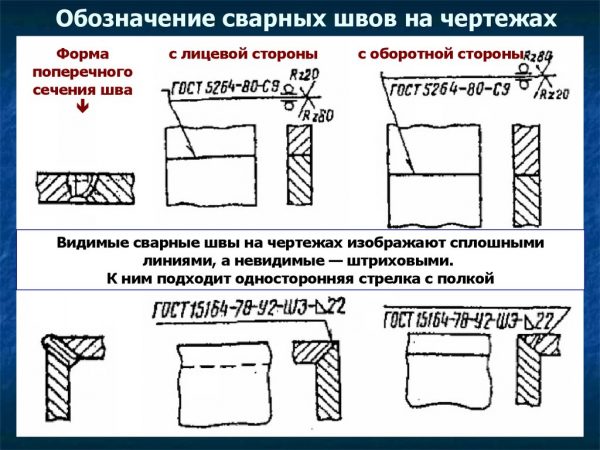
Форма поперечного сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны
с обратной стороны
Шов стыкового соединения с криволинейным скосом одной кромки, двухсторонний, выполняемый дуговой ручной сваркой при монтаже изделия.
Усиление снято с обеих сторон.
Параметр шероховатости
поверхности шва:
с лицевой стороны – 20 мкм;
с обратной стороны – 80 мкм
Шов углового соединения без скоса кромок, двухсторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой полосы
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм
Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный поперечник точки 9 мм.
Размещение точек шахматное.
Усиление обязано быть снято.
Параметр шероховатости обработанной поверхности 40 мкм.
Шов стыкового соединения без скоса кромок, однобокий, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком
Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом.
Поперечник электрозаклепки 11 мм.
Усиление обязано быть снято.
Параметр шероховатости обработанной поверхности 80 мкм.
Шов таврового соединения без скоса кромок, двухсторонний, прерывающийся с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным сплавом по замкнутой полосы
Длина провариваемого участка 50 мм.
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный поперечник литого ядра точки 5 мм
Шов соединения внахлестку прерывающийся, выполняемый контактной шовной сваркой.
Ширина литой зоны шва 6 мм.
Длина провариваемого участка 50 мм.
Шов соединения внахлестку без скоса кромок, однобокий, выполняемый дуговой автоматической сваркой в инертных газах плавящимся электродом.
Шов по незамкнутой полосы.
Приложение 1. (Модифицированная редакция, Изм. N 1).
Изображение соединений при различных типах сварки
Зависимо от типа применяемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Метод выполнения сварки | Как на чертеже показать сварку |
| Для производства конструкции употребляется сварка с применением автоматического аппарата. Производится под слоем флюса, подготовительная проварка стыка не требуется. Подкладки либо подушечки в работе не употребляются | А |
| Сварка под флюсом при помощи автоматической установки с внедрением специальной подушечки с флюсовой основой | Аф |
| Соединение деталей обязано происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Разработка не просит использования доп присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом средством сварки в инертных газах с применением присадочного сплава | ИНп |
| В среде инертного газа свариваются вместе детали при помощи плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого употребляется углекислый газ | УП |
| Использовать необходимо газосварочную технологию | Г |
| Соединение частей электродуговым способом | Э |
| Делать работы нужно с применением защитного газа | З |
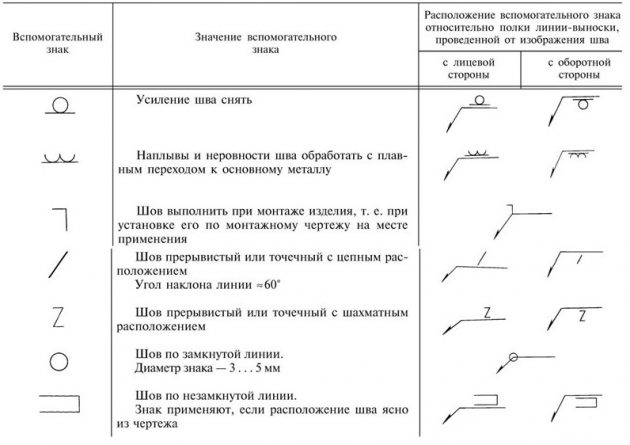
Внедрение вспомогательных символов
Доп уточнения по выполнению сварных соединений по ГОСТу указываются на чертежах с помощью вспомогательных символов:

Современные системы автоматического проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из более узнаваемых можно именовать AutoCad (на ее базе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и железных конструкций ATHENA. Из русских САПР отлично себя зарекомендовали Компас и Мономах.

Вспомагательные знаки для обозначения сварных швов
Доп данные стыковых соединений
К доборной инфы относят последующие индивидуальности соединительных швов:
Если в изображении сварочного соединения добавочно необходимо указать:
- в согласовании ISO 4063 код сварочной технологии;
- в согласовании ISO 10042 и ISO 5817 выдвигаемый к стыку уровень свойства;
- в согласовании ISO 6947 положение сварки;
- в согласовании ISO 544, 2560, 3581 применяемый сварочный материал
то располагать такую информацию нужно за вилкой, добавленной к сплошной линии-выноске.
Правила постановки обозначений сварки на чертеже
Грамотное составление конструкторской документации в согласовании с правилами и требованиями эталонов нужно для выполнения собственной работы проектировщиками, конструкторами, инженерами и мастерами. Одной из составляющих документа является обозначение сварки на чертеже.
Что представляют собой сварочные соединения, их разновидности
Сварочные процессы относятся к технологическим операциям, в итоге проведения которых образуются цельные соединения. Сварной шов представляет собой зону, в какой происходит плавка и застывание материалов скрепляемых деталей.
Индивидуальности устройства сварочных креплений оказывают воздействие на физико-механическое свойства конструкции и расход материала электрода.
При выполнении выпуклых швов фактически во всех вариантах нужна их доборная обработка в виде снятия выпуклости, которая делается механическим способом. Исходя из формы поверхности, различают сварочные швы и их недостатки.
Действующими обычными определяется некоторое количество видов соединений, для определения которых употребляются буквенные обозначения швов сварных соединений.

Стыковой вид
Для маркировки швов применяется буковка «С». При помощи такового способа делается сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к более крепким и долговременным, они отыскали обширное применение при изготовлении конструкций из сплава, относящихся к группы ответственных. Для выполнения крепления нужно провести кропотливую подготовку поверхности.
Торцевое крепление
И они обозначаются буковкой «С». Формирование этих соединений делается по торцам заготовок. Торцевой стык нередко применяется для сварки изделий из узкого сплава. С помощью такового крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Соединения маркируются литерой «Н». При проведении сварочных работ с внедрением таковых приемов к качеству работы предъявляются наименее строгие требования. Но прочностные свойства и нагрузочная способность соединений еще ужаснее, чем у 2-ух прошлых вариантов. Для проведения крепления детали размещаются параллельно, со смещением относительно друг дружку и частичным перекрытием.
Тавровое крепление
Для обозначения швов сварных соединений употребляется буковка «Т». Стыковка с помощью таврового способа относится к группы более долговременных и твердых, но она плохо переносит нагрузку на извив. Для проведения работ одна из деталей размещается в горизонтальной плоскости, а 2-ая – вертикально, и сваривается торцом.
Угловой вид
Соединения обозначаются литерой «У». Эти виды используются пореже других. Они надежны и долговечны. Зависимо от необходимости, детали размещаются относительно друг дружку под различными углами.
Сварочные соединения всех типов могут производиться однобокими, когда сварка делается лишь с одной стороны заготовки (обозначающимися «SS»), и двухсторонними, маркирующимися «BS». В крайнем случае детали свариваются с 2-ух сторон.
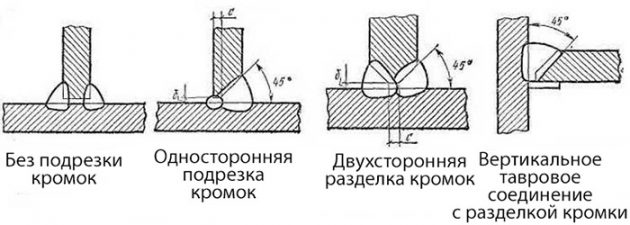
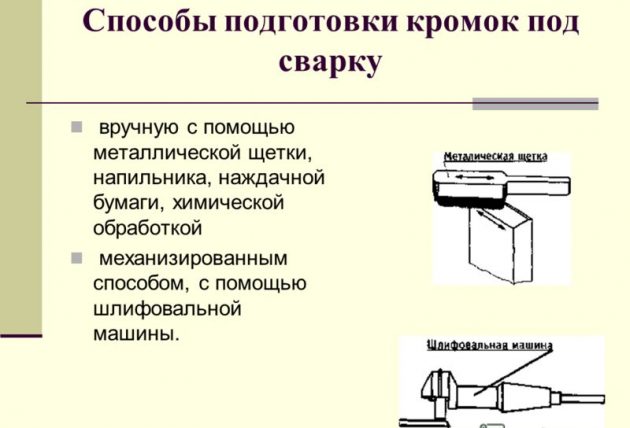
Обработка кромок
При проведении сварочных работ нужно выполнить раздел кромок. Верная их подгонка дозволяет достигнуть:
- малого расхода материалов;
- рационального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим чертам основному сплаву.
Применяется огромное количество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается зависимо от метода сварки и толщины железной заготовки. Чтоб отменно провести крепление, следует меж кромками бросить зазор размером 4 мм.
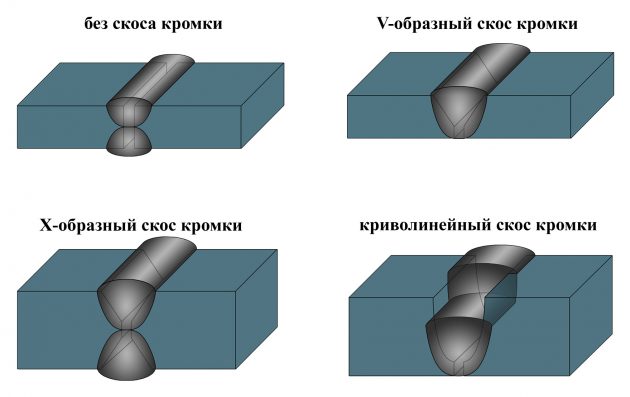
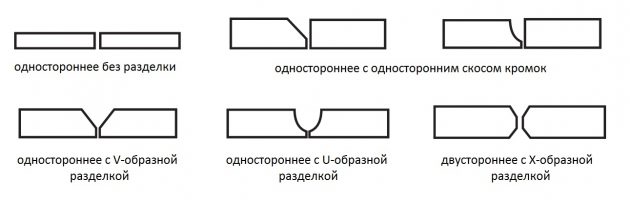
Разделка кромок быть может выполнена:
- Под прямым углом.
Таковой вариант употребляется при проведении однобокой сварки сплава шириной не наиболее 3 мм, двухстороннего крепления сплава, имеющего толщину не наиболее 8 мм, и для стыковки стали шириной 4…8 мм.
- В V-образной форме (однобокий скос). Толщина сплава быть может 4…26 мм.
- В X-образной форме (двухсторонний скос). Эта разделка применяется при креплении деталей шириной 12…40 мм.
- Под углом 45 градусов. Таковой вариант употребляется для металлов шириной от 2 см.
Принцип выбора метода сварки и вида соединения
Для стыковки деталей применяется около 150 разновидностей сварки. Соединяет воединыжды их одно — обозначения швов сварных соединений.
Неважно какая разработка предугадывает проведение расчетов, установленных техническим заданием на нее. Для определения метода крепления деталей конструкторами производятся расчеты, определяющие геометрию соединений и толщину свариваемых конструкций.

Расчеты разрешают установить вид сварки, которую следует применять: ручную с помощью электродов, дуговую с защитными газами и т. д. В работе нужно управляться требованиями эталонов, содержащих нужную информацию.
Обозначение швов на чертеже
При производстве всех конструкций применяется стыковка деталей, выполненная разными методами. Одним из способов является сварка. Шов, получающийся при всем этом, владеет определенными качествами, которые влияют на эксплуатационные свойства целого изделия.
Принципиально верно выполнить обозначение сварного шва на чертеже, чтоб были понятны методы соединения, формы соединений, геометрические характеристики и др. Грамотный спец может почерпнуть из чертежа сведения о прочности, плотности стыка, времени проведения работ.
Для обозначения соединения металлов употребляются стрелки, буковкы, числа и вспомогательные значки.
Полная маркировка стыка включает:
- вспомогательные знаки;
- ссылку на эталон;
- буквенно-цифровое обозначение;
- указание на тип сварки;
- размеры катетов;
- значения длины провариваемого участка либо поперечника точки;
- доп знаки.
Как расшифровывается техно аббревиатура
При обозначении сварных швов в документации нужно ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2.312-72.
Условные изображения швов
Сварные соединения могут производиться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двухсторонних соединениях лицевым принято считать то, которое обязано быть изготовлено первым. При устройстве симметричных кромок всякую из сторон можно именовать лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые — сплошными линиями.
Местопребывание полосы шва показывает односторонняя стрелка. На ней размещается «полка» со вспомогательным знаком либо буквенным обозначением. При указании на невидимый шов — они располагаются под «полкой», на видимый — над ней.
Непременно употребляется композиция из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. К примеру, аббревиатура С1 значит внедрение однобокого стыкового крепления, С2 — двухстороннего.
Для предоставления наиболее полной инфы используются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость либо точечное нанесение и др.), операции, которые нужно выполнить мастеру (снять неровность, обработать наплывы либо выпуклости и т.д.).
Обозначение метода сварки
Методы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Способ проведения работ |
| А | Под флюсом в автоматическом режиме (без внедрения подкладок и подушек) |
| Аф | Под флюсом с внедрением автоматики (с подушечками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без доп материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации дозволяет специалистам-сварщикам создать расшифровку швов в чертежах и отменно выполнить работы по сплаву.
Видео по теме: Обозначение швов на чертеже
Читаем обозначения сварных швов на чертежах
Современные виды сварки открывают огромное количество способностей перед мастером, позволяя экспертам и любителям воплотить свои задумки. При помощи аргонодуговой сварки можно соединить разнородные сплавы, а при помощи экономного инвертора — сварить забор на даче. Но иногда сварочного оборудования и девайсов к ним недостаточно для настоящей работы, принципиально научиться созодать и осознавать сварочные чертежи. В их вы можете выяснить всю исчерпающую информацию о сплаве, который необходимо сварить, его толщине, свойствах и местах будущих соединений.

Чертеж — это настоящий документ, выдаваемый на одну определенную деталь либо целую металлоконструкцию. Он содержит всю информацию, которая может пригодиться сварщику. Проф чтение сварочных чертежей — неотклонимый навык для хоть какого сварщика, желающего выстроить карьеру в данной для нас профессии. В нашей статье вы узнаете, что нужно для расшифровки швов в чертежах и какие знаки употребляются для этого, также мы приведем несколько примеров.
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют разные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются знаками для наиболее комфортной записи и экономии места. Есть стыковой шов (обозначается буковкой «С»), торцевой (тоже буковка «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на любом типе соединения.
Стыковое сварное соединение производится по смежным торцам, а свариваемые детали находятся в одной плоскости. Таковой тип шва более крепкий и долговременный, он обширно применяется при сварке особо ответственных железных конструкций. Перед сваркой нужно кропотливо приготовить поверхность сплава и убедиться, что все детали будут сварены в согласовании с чертежом.

Торцевой шов, исходя из наименования, формируется по торцам деталей. Боковые поверхности деталей накрепко соединяются вместе. Торцевой шов часто употребляется при сварке тонких металлов.

Нахлесточный шов наименее требовательный к качеству работы, чем прошлые. Но при всем этом он не владеет таковыми неплохими прочностными чертами и ужаснее переносит перегрузки. Чтоб создать нахлесточный шов расположите детали параллельно, но с маленьким смещением в сторону и частичным перекрыванием друг дружку.

Тавровое сварное соединение — одно из самых твердых и долговременных, но плохо переносящих перегрузки на извив. Чтоб создать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.

Угловой шов употребляется не так нередко, как остальные типы соединений. Таковой шов относительно надежный и долговременный. Одна деталь относительно иной быть может повернуть торцом и размещаться под различным углом, зависимо от чертежа.

Любые сварные соединения, вне зависимости от их типа, могут быть однобокими (либо как их еще именуют «SS»; эта аббревиатура употребляется в чертежах по всему миру) либо двухсторонними (аббревиатура «BS»). Однобокие швы получаются при сварке с одной стороны детали, а двухсторонние — при сварке с обеих сторон.
Если для вас необходимо сварить детали способом плавления, то нужно разделать кромки. Существует огромное количество форм раздела кромок, они характеризуются различными показателями угла, величины зазора и так дальше. Выбор формы разделки зависит от толщины сплава и способа сварки. Мы привели некие примеры раздела кромок на изображении. Вы сможете применять хоть какой, как на картинке ниже.

Изображение сварных швов на чертеже
Сейчас перейдем к условным изображениям и знакам, которые охарактеризовывают швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым именуют шов, который размещен с оборотной стороны детали, а видимым — шов на лицевой поверхности. Если шов однобокий и сварка делается швом наверх, то такое соединение тоже именуется лицевым. Если шов двухсторонний, то лицевым считается то соединение, которое было изготовлено первым. Если кромки симметричны, то неважно какая из сторон быть может названа лицевой.

Односторонняя стрелка указывает, где линия шва. На самой стрелке быть может особая «полка», где указывается вспомогательный символ либо буковка обозначения шва. Где располагать обозначения — под «полкой» либо над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если лицезреем.
Вспомогательные знаки

Кроме стрелок и букв могут употребляться вспомогательные знаки для обозначения сварных швов. Ниже вы сможете созидать обычную структуру условного обозначения, его «скелет», на котором потом должны показаться «мускулы» в виде букв либо других символов.

К вспомогательным знакам относятся буквенно-числовые композиции, которые содержат внутри себя информацию о типе шва и виде соединения. Звучит достаточно запутанно, но вот маленькой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов однобокий». С — буковка, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двухсторонняя сварка обозначается цифрой 2.
Ниже вы сможете созидать условные обозначения швов и соединений для неких методов сварки.

Также свое условное обозначение есть и у методов сварки. Они тоже маркируются буковкой, это указывается в нормативных документах. Делая упор на нормативы как раз и производится обозначенный на сборочном чертеже процесс сварки.
Ниже вы сможете созидать главные методы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буковкой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушечки («Аф»).
- Сварка в среде защитного газа с внедрением вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с внедрением вольфрамовых стержней и с внедрением проволоки (ИНп).
- Сварка в среде защитного газа с внедрением плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтоб для вас было понятнее, и вы смогли резвее разобраться во всех обозначениях, мы приведем несколько обычных и приятных примеров. Итак, начнем.
Пример №1

На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двухстороннее, изготовлено способом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с обратной —Rz 80 мкм.
Пример №2

Тут вы сможете созидать, что шов угловой и двухсторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с внедрением флюса.
Пример №3

Здесь у нас опять стыковой шов, но уже без скосов либо кромок. Соединение однобокое, с подкладкой. Выполнен шов с внедрением нагретого газа и сварочной проволоки.
Пример №4


В четвертом примере шов тавровый, не имеет скосы либо кромки. Он прерывающийся и выполнен двухсторонним способом. Шов вроде бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с внедрением неплавящегося железного стержня. Катет шва равен 6 мм, а длина шва составляет 50 мм, с шагом в 100 мм (обозначается буковкой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывающегося соединения.
Пример №5

В нашем крайнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также однобокий и производится ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой полосы. Катет шва равен 5 миллиметрам.
Заместо заключения
Вот и все, что мы желали поведать для вас про условные обозначения сварочных швов. Возлагаем надежды, что сейчас вы понимаете, как читать обозначения на чертежах. Поначалу новеньким тяжело уяснить все знаки и буковкы, применяемые как условные обозначения швов для сварки. Потому не страшитесь применять в работе тетрадь с выписанными тезисами из данной для нас статьи.
С опытом вы научитесь расшифровывать все знаки и можете достаточно стремительно прочитать даже самые замудренные чертежи. А на большом производстве папка с чертежами быть может очень большой, потому принципиально уметь стремительно и отменно читать все документы на металлоконструкцию. Бывалые мастера могут поделиться своим опытом чтения чертежей в комментах, чтоб начинающим сварщикам было проще осознать все аспекты и индивидуальности. Хотим фортуны в работе!



























