Расчет расхода электродов на 1 метр шва: таблица и калькулятор
 Дуговая электронная сварка деталей включает два главных компонента. 1-ый это соединяемые железные изделия, 2-ой — доп сплав который их соединяет.
Дуговая электронная сварка деталей включает два главных компонента. 1-ый это соединяемые железные изделия, 2-ой — доп сплав который их соединяет.
При всем этом принципиально найти лучший расход электродов на 1 м шва калькулятор для расчета, которого сейчас можно отыскать в сети веб.
Причина тут не только лишь финансовая, да и технологическая. Вес соединительного сплава утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее исходного веса.
Если для статических частей это не принципно, то для передвигающихся устройств может оказаться существенными, даже критичными.
От что зависит?
Издержки на электроды, сварочную проволоку и т.п. применяемых при соединении частей конструкции, потребление электронной энергии, основным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким конкретно образом производится сварка, какую толщину имеет сплав, свойство подготовки деталей.
[stextbox Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Обычно, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется подходящий поперечник сварочного материала, сила сварочного тока и пр.
Если мы пристально разглядим процесс электросварки, то убедимся, что далековато не весь вносимый сплав употребляется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Некое количество сплава связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти утраты определяют словом «угар».

В конце концов, сама разработка процесса подразумевает удерживание электрода. Соответственно часть его остается неиспользованной. Таковой кусок техническом языком именуют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же утраты выше, когда приходится варить огромное количество отдельных участков, например, при сварке арматуры, чем один длиннющий шов.
Практический и теоретический расчеты
Высчитать расход можно 2-мя методами:
- теоретическим;
- практическим.
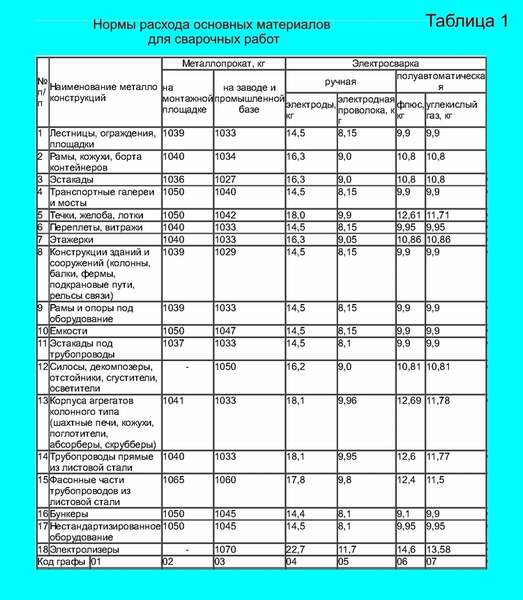
В первом случае, употребляют нормативные данные с той либо другой степенью приближения. Самым обычным вариантом будет пользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.

Способ употребляют его с практическими целями, для ориентировочного расчета расходных материалов для производства той либо другой конструкции.
Наиболее четкие данные дают строй нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства используемых видов стыка трубы, формы шва, вида расходных материалов.
Не наименее четкий итог дает расчет с внедрением формул, куда вводят разные поправочные коэффициенты.
Сущность практического способа — полевые замеры настоящей работы. Сюда заходит свойство расходников, тип и способности сварочного оборудования, квалификация работников и т.д. Способ просит не 1-го часа издержек труда и материалов. При всем этом результаты его подступают деталям, близко подходящим образчикам.
Погрешности
Сами вычисления не могут быть неточными. Но вот начальные данные — полностью.
- Табличные значения принимают по усредненным показателям, фактически могут различаться в разы.
- Данные, вводимые в формулы, определяются замерами. При всем этом, вероятны как погрешности самих устройств, так и способов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отличия способны скапливаться и на практике доходят до 5-7%. Конкретно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, применяемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода смотрится последующим образом:
где НЭ – сам расход, который необходимо найти; GЭ – удельная норма; LШ – длина шва в метрах.
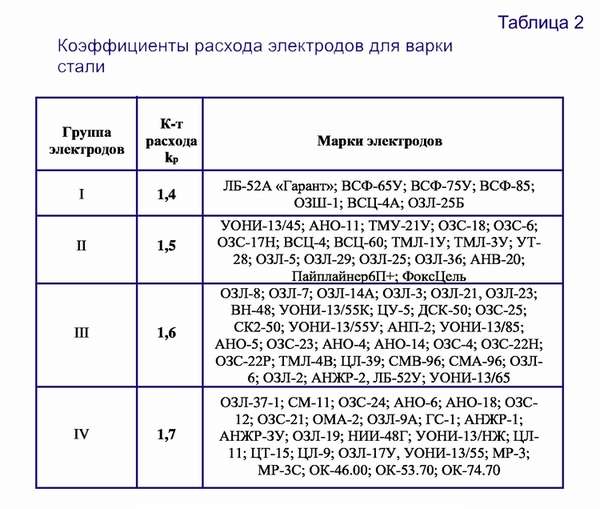
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Тут: kр – поправочный табличный к-т, учитывающий утраты за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, подготовительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)

(3) mн = ρ * Fн, Где ρ – удельная плотность стали. Зависимо от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного сплава, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых либо нагих стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного сплава шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, или при помощи самостоятельных замеров.
Сколько располагается в 1 кг?
Обычно вес пачки буквально не регламентируется, но обычно, эта величина составляет 1, 5, 6 либо 8 кг. Четкий вес указан на самой упаковке.
Зависимо от поперечника стержня, пачка содержит различное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса 1-го стержня.
При отсутствии под рукою таблицы, сориентироваться можно последующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Приобретенный итог перемножаем с большим весом стали 7,85 гр/см 3 .
Вес электрода поперечником 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
/>На практике часто нужен расход электродов на 1 тонну металлоконструкций при всем этом калькулятор онлайн может оказаться недоступен.
Очень примерно ее можно принять, как 0,9 — 1,2% массы изделия. Наиболее четкие данные нам даст таблица 1 (см. выше).
Довольно четкие данные получают расчетом. Для этого, нужно посчитать все сварные швы конструкции, а потом пользоваться формулой, приведенной ранее (1).
Но самый надежный способ — по фактическим затратам. Он применим, когда производится изготовка серии однотипных сварных изделий.
При всем этом, самое 1-ое изделие изготавливают, очень соблюдая технологические нормы:
- лучший сварочный ток;
- поперечник электрода;
- подготовку места сварки, включая снятие фаски под необходимым углом.
Сразу ведут четкий учет расхода стержней (либо проволоки). Приобретенные данные делят на вес конструкции и соотношение употребляют дальше, как идеал.
При сварке труб
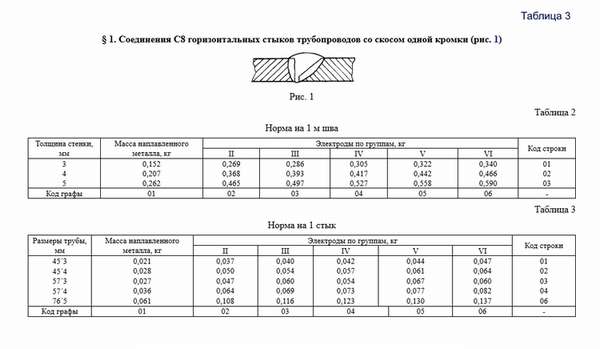
Найти сколько необходимо электродов на 1 м шва при сварке резервуаров, трубопроводов, остальных криволинейных поверхностей выполнить труднее, чем для ровненьких швов. Для получения данных в таковых расчетах, на практике употребляют таблицы ведомственных норм ВСН 452-84.
Тут приведены данные о массе наплавляемого сплава с учетом формы шва, толщины стены трубы, также группы электродов.
Как смотрится таковая таблица можно узреть на рисунке (таблица 3)

Понижение издержек
Для маленьких бытовых работ издержки на расходники при дуговой сварке составляют относительно маленькие суммы. Потому, повышение по какой-нибудь причине количество затраченных материалов не достаточно что меняет.
Другое дело, когда речь о сварочных работах на большой стройке, либо ремонтном цехе. Тут перерасход в толики процентов оборачивается тысячными убытками.
Мероприятия, направленные на понижение расходов при сварочных работах, ведут по последующим фронтам:
- Увеличение квалификации персонала
- Свойство сварочного оборудования, своевременное его сервис, ремонт и регулировка по мере необходимости.
- Улучшение свойства применяемых материалов, подготовки мест соединений.
- Внедрение новейших технологий, подмена, где это может быть, ручной сварки автоматической и автоматической.
(*1*)
Заключение
 Расчет количества электродов при сварке только малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а проф, результатом будет высочайшее свойство при хороших издержек.
Расчет количества электродов при сварке только малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а проф, результатом будет высочайшее свойство при хороших издержек.
Основное, чтоб мероприятия по понижении расходов не производились за счет ухудшения критерий работы. Практика указывает, что таковая экономия в итоге оборачивается только убытками.
Расчет нормы расхода электродов
В производственном процессе соблюдение высочайшей точности характеристик становится принципиальной необходимостью. При разработке металлоконструкций одним из основных методов соединения частей является сварка, потому расход электродов на 1 тонну металлоконструкций становится значимым параметром, который необходимо рассчитывать заблаговременно, еще до начала процесса. Это нужно как с денежной точки зрения, чтоб найти смету расходов операций строительства и сборки конструкции, так и для определения припасов нужных материалов, чтоб не столкнуться с недостатком. Стоит уточнить – расход электродов на 1 м шва определяется в большей степени для большого строительства и огромных металлоконструкций, потому что для маленьких работ этот параметр является несущественным.
Характеристики, действующие на расход
Чтоб произвести расчет расхода электродов на сварочный шов, требуется выяснить, что конкретно оказывает на него наибольшее воздействие. К главным характеристикам относятся:
- глубина и длина сварочного шва;
- вес наплавленного на соединение сплава, который рассчитывается относительно массы всей конструкции (в нормативах нередко указывается, что наибольшим значением является 1,5%, но на практике оно быть может наименьшим);
- вес наплавленного сплава на 1 метр шва;
- тип сварки.

Таблица расхода электродов
Теоретические и практические расчеты
Нормы расхода электродов при сварочных работах являются табличными значениями, но их можно вычислить и без помощи других. Существует несколько методов расчета. Один из их основан на использовании коэффициентов. Данный способ подступает для почти всех сварочных расходных материалов. Он определяется по формуле:
М — вес конструкции;
К — особый коэффициент расхода, который берется из справочной литературы (часто его значение 1,5-1,9).
Очередной метод расчета расхода электродов при ручной дуговой сварке основан на учете параметров расходного материала и металлоконструкции. Тут употребляется формула:
F — площадь поперечного сечения;
M — вес 1 кубического сантиметра расходного материала.
При практическом расчете будет нужно выполнить еще такие работы:
- замерить огарки;
- отметить силу тока и напряжение;
- измерить длину соединения.
Погрешность расчетов
Нет безупречного метода, который бы обеспечил четкие данные. Постоянно остается маленький процент отклонений. Практические способы, естественно, обеспечивают точность в пару раз выше, чем теоретические, да и в их все равно остаются погрешности. На их возникновение влияют точность выставленного режима, индивидуальности определенных электродов (нередко определяются производителем), работа мастера и почти все остальные причины.
Толика погрешности обязана учитываться постоянно. Стандартно она лежит в границах 5-7%. Допускаются маленькие отличия, которые не являются значимой неувязкой. Наиболее суровые некорректности могут свидетельствовать о том, что в процессе сварки произошли какого-то рода нарушения.
Принципиально! Даже при очень четком расчете материалов постоянно необходимо брать их с припасом, чтоб в предстоящем не появлялось заморочек с бракованными электродами и т.д.

Таблица расчёта расхода электродов по типу соединения
Расчет расхода электродов по характеристикам
В обычной пачке, обычно, 1 кг электродов. Встречаются и остальные варианты, но постоянно указывается общий вес расходных материалов, что дозволяет буквально найти размер покупок опосля расчетов. Можно просто взять коэффициент расхода определенной марки и помножить на него требуемое для проведения работ количество материала. Но это даст огромную погрешность, так что следует учитывать:
- массу железного стержня без обмазки (которая и берется для расчета);
- поперечник;
- длину (влияет на количество огарков);
- толщину упаковки.
Потому что все заводские материалы имеют обычные значения, то эти данные можно взять из таблицы:
| Поперечник, мм | 2,5 | 3 | 4 | 5 |
| Вес, г | 17 | 26,1 | 57 | 82 |
Расчет на 1 тонну делается по тому же принципу, что и расчет на 1 кг. На практике он осуществляется наиболее просто, потому что при больших размерах работ возникает очень много причин, которые будут влиять на расход, соответственно, постоянно будет большая погрешность. Почаще всего употребляется способ коэффициентов, обозначенный выше.
Более обычной метод найти расход электродов на 1 метр шва – таблица либо онлайн-калькулятор. Математические деяния фактически постоянно схожие, а изменяются лишь входные значения. Потому на одной формуле построены целые автоматические системы расчета. Их можно создать и вручную:
где Н – это показатель расхода;
св — на сваривание;
пр — на прихватки;
па — на правки методом холостых валиков.
Норма расхода электродов на 1 метр шва во время прихваточных работ рассчитывается, исходя из количества главный массы наплавочного материала. К расходу необходимо добавить 12%, если толщина конструкции меньше 1,2 мм, либо 15%, если больше.

Пример нормы расхода электродов для трубопровода
Норма расхода электродов
Расход электродов на тонну сплава при монтаже металлоконструкций содержится в нормативных документах. Одним из их является ВСН 452-84. Это один из главных методов получить нужные для расчета значения, которым пользуются почти все компании.
Принципиально! Нормативные значения также подразумевают наличие погрешности, которую нужно учесть при расчете
Как понизить расходы электродов
Понизить количество требуемых электродов для сотворения шва можно при помощи внедрения сварочных полуавтоматов и автоматов. Обычно, при ручной сварке утраты составляют на 100% больше. Для промышленных масштабов это суровый показатель. Внедрение высококачественных расходных материалов, в каких нет брака, также помогает понизить расход электродов.
Грамотное выставление режимов оборудования содействует оптимальному расходу электродов. Для каждой определенной марки необходимо подбирать свои технические характеристики сваривания. Соответственно, точность опции сварочного аппарата и обозначенных на нем характеристик, что зависит от добросовестности производителя, помогает достигнуть большей экономии.
Положение сварки также играет огромную роль. Утраты материала при потолочной и вертикальной сварке существенно выше, чем при тех же действиях, но в нижнем положении. Это соединено с разбрызгиванием и обычным скатыванием капель с места соединения.
Заключение
Используя полный подход, можно понизить расход электродов на 30% и выше. Для личной сферы расчеты и коэффициенты имеют не такое значимое значение, потому что там сварщику приходится сталкиваться с маленькими размерами работ. На производстве же даже 1% некорректности может оказать существенное воздействие на бюджет.

Дуговая электронная сварка деталей включает два главных компонента. 1-ый это соединяемые железные изделия, 2-ой — доп сплав который их соединяет.
При всем этом принципиально найти лучший расход электродов на 1 м шва калькулятор для расчета, которого сейчас можно отыскать в сети веб.
Причина тут не только лишь финансовая, да и технологическая. Вес соединительного сплава утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее исходного веса.
Если для статических частей это не принципно, то для передвигающихся устройств может оказаться существенными, даже критичными.
От что зависит?
Издержки на электроды, сварочную проволоку и т.п. применяемых при соединении частей конструкции, потребление электронной энергии, основным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким конкретно образом производится сварка, какую толщину имеет сплав, свойство подготовки деталей.
 Принципиально! Даже маленькое увлажнение электродов резко увеличивает расход, понижает свойство шва, затрудняет работу. Храните материалы только в сухом месте, в упаковке предотвращающей попадание воды.
Принципиально! Даже маленькое увлажнение электродов резко увеличивает расход, понижает свойство шва, затрудняет работу. Храните материалы только в сухом месте, в упаковке предотвращающей попадание воды.
Обычно, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется подходящий поперечник сварочного материала, сила сварочного тока и пр.
Если мы пристально разглядим процесс электросварки, то убедимся, что далековато не весь вносимый сплав употребляется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Некое количество сплава связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти утраты определяют словом «угар».

В конце концов, сама разработка процесса подразумевает удерживание электрода. Соответственно часть его остается неиспользованной. Таковой кусок техническом языком именуют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же утраты выше, когда приходится варить огромное количество отдельных участков, например, при сварке арматуры, чем один длиннющий шов.
Практический и теоретический расчеты
Высчитать расход можно 2-мя методами:
- теоретическим,
- практическим.
В первом случае, употребляют нормативные данные с той либо другой степенью приближения. Самым обычным вариантом будет пользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Способ употребляют его с практическими целями, для ориентировочного расчета расходных материалов для производства той либо другой конструкции.
Наиболее четкие данные дают строй нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства используемых видов стыка трубы, формы шва, вида расходных материалов.
Не наименее четкий итог дает расчет с внедрением формул, куда вводят разные поправочные коэффициенты.
Сущность практического способа — полевые замеры настоящей работы. Сюда заходит свойство расходников, тип и способности сварочного оборудования, квалификация работников и т.д. Способ просит не 1-го часа издержек труда и материалов. При всем этом результаты его подступают деталям, близко подходящим образчикам.
Погрешности
Сами вычисления не могут быть неточными. Но вот начальные данные — полностью.
- Табличные значения принимают по усредненным показателям, фактически могут различаться в разы.
- Данные, вводимые в формулы, определяются замерами. При всем этом, вероятны как погрешности самих устройств, так и способов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отличия способны скапливаться и на практике доходят до 5-7%. Конкретно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, применяемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода смотрится последующим образом:
(1) НЭ = GЭ * LШ,
где НЭ – сам расход, который необходимо найти, GЭ – удельная норма, LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Тут: kр – поправочный табличный к-т, учитывающий утраты за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, подготовительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. Зависимо от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного сплава, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых либо нагих стержней,
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного сплава шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, или при помощи самостоятельных замеров.
Сколько располагается в 1 кг?
Обычно вес пачки буквально не регламентируется, но обычно, эта величина составляет 1, 5, 6 либо 8 кг. Четкий вес указан на самой упаковке.
Зависимо от поперечника стержня, пачка содержит различное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса 1-го стержня.
При отсутствии под рукою таблицы, сориентироваться можно последующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Приобретенный итог перемножаем с большим весом стали 7,85 гр/см3.
Вес электрода поперечником 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике часто нужен расход электродов на 1 тонну металлоконструкций при всем этом калькулятор онлайн может оказаться недоступен.
Очень примерно ее можно принять, как 0,9 1,2% массы изделия. Наиболее четкие данные нам даст таблица 1 (см. выше).
Довольно четкие данные получают расчетом. Для этого, нужно посчитать все сварные швы конструкции, а потом пользоваться формулой, приведенной ранее (1).
Но самый надежный способ — по фактическим затратам. Он применим, когда производится изготовка серии однотипных сварных изделий.
При всем этом, самое 1-ое изделие изготавливают, очень соблюдая технологические нормы:
- лучший сварочный ток,
- поперечник электрода,
- подготовку места сварки, включая снятие фаски под необходимым углом.
Сразу ведут четкий учет расхода стержней (либо проволоки). Приобретенные данные делят на вес конструкции и соотношение употребляют дальше, как идеал.
При сварке труб
Найти сколько необходимо электродов на 1 м шва при сварке резервуаров, трубопроводов, остальных криволинейных поверхностей выполнить труднее, чем для ровненьких швов. Для получения данных в таковых расчетах, на практике употребляют таблицы ведомственных норм ВСН 452-84.
Тут приведены данные о массе наплавляемого сплава с учетом формы шва, толщины стены трубы, также группы электродов.
Как смотрится таковая таблица можно узреть на рисунке (таблица 3)
Понижение издержек
Для маленьких бытовых работ издержки на расходники при дуговой сварке составляют относительно маленькие суммы. Потому, повышение по какой-нибудь причине количество затраченных материалов не достаточно что меняет.
Другое дело, когда речь о сварочных работах на большой стройке, либо ремонтном цехе. Тут перерасход в толики процентов оборачивается тысячными убытками.
Мероприятия, направленные на понижение расходов при сварочных работах, ведут по последующим фронтам:
- Увеличение квалификации персонала
- Свойство сварочного оборудования, своевременное его сервис, ремонт и регулировка по мере необходимости.
- Улучшение свойства применяемых материалов, подготовки мест соединений.
- Внедрение новейших технологий, подмена, где это может быть, ручной сварки автоматической и автоматической.
 Стрельцов В. сварщик со стажем 22 года: «Опытнейший сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Очевидно, это не исключает необходимость соблюдения технологии».
Стрельцов В. сварщик со стажем 22 года: «Опытнейший сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Очевидно, это не исключает необходимость соблюдения технологии».
Заключение

Расчет количества электродов при сварке только малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а проф, результатом будет высочайшее свойство при хороших издержек.
Основное, чтоб мероприятия по понижении расходов не производились за счет ухудшения критерий работы. Практика указывает, что таковая экономия в итоге оборачивается только убытками.
Расход электродов на шов: таблица и норма расчета расхода на 1 м.
Для того что бы подсчитать расход электродов на шов, нужно завлекать знающего человека, который разбирается в сварочном деле, поэтому что не достаточно использовать лишь формулы необходимо учесть специфику работы от которой могут быть доп расходы. Сварщик должен знать методику используемую в работе и индивидуальности оборудования. Опыт, способности и познания мастера должны посодействовать составить правильную смету на работы.

Какие формулы используются при расчете расхода электродов?
Расчет происходит исходя из подходящего материала на сварку и доп издержки: прихватки, правку с помощью холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, нужное на прихваточные работы зависит от применяемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- наиболее 12 мм — 12%
- до 8 мм — 30%
- наиболее 8 мм — 35%
- 35 — 40%
Вычисление количества электродов нужное на шов длинноватой 1 метр применяется для подсчета разных нормативов: детальные, узловые, нормы на изделие либо на операции. Все нормы расхода электродов на шов тесновато соединены вместе. Некие определенные типы и размеры числятся исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м рассчитывается умножением размера наплавленного материала(M) на величину утрат(K).
M=S*p*L
Размер присадки нужный для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинноватой шва(L)
Как вычислить доп издержки (поправочный коэффициент)?
Данный коэффициент — K зависит от используемых технологий и трудности работ, применяемых материалов, режимов и способов сварки. Не считая этого учитываются издержки на угар, размер разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Издержки на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, хороших от обычных используют поправку.
При сварке глядят как размещен шов, что дает осознать сложность работы. Коэффициенты трудности работ последующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть обычные данные по размеру использования электродов в каких приведены значения для различных типов. Но независимо от обычных данных на практике результаты могут различаться от данных.
Расход электродов на 1 м шва
Расход электродов на метр можно найти и без помощи других. Он складывается из массы наплавленного сплава и утрат (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного сплава по формуле:
Масса = площадь поперечного сечения шва * плотность сплава * длина шва
Значения плотности просто выяснить из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Потом по 2-ой формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного сплава * коэффициент расхода
Коэффициент расхода зависит от определенной марки электрода. Эти данные приводятся в нормативных документах, таковых как ВСН 452-84 (см. последующий раздел). Чтоб вычислить расход в килограммах на метр (кг/м), необходимо принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для наиболее четкого расчета используют корректирующие коэффициенты. Их полный список можно отыскать в ВСН 452-84. Приводим примеры поправок зависимо от рабочих задач:
• При сварке поворотных соединений
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к главный оси трубы (по дефлоту величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку либо снизу по отношению к главный трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) |
Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сберечь средства?
Для наиболее четкого расчета сметы на работы нужно проводить практические пробные работы, дозволяющие буквально сосчитать расход. Но необходимо учесть погрешность и брать припас 5-7%. Для экономии материалов необходимо верно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сберечь время от времени выходит за счет наклона руки под остальным углом.
Время от времени употребляются прерывающиеся швы, где не надо полного соединения. Они сберегают средства и время. Экономия еще может достигаться за счет внедрения автоматической сварки, которая уменьшает размер поперечного сечения. Можно сберечь на 30%, если следовать вышеуказанным характеристикам.
Для что необходимы те либо другие электроды?
Для сварки сталей содержащих углерод и низколегированных используют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высочайшая точка прочности — 490 МПа. Для этих работ также используют электроды приделом прочности наиболее 490 и до 588 МПа Э55,Э60.
для стали легированной наиболее высочайшей прочности используют электроды марок: Э70, Э85, Э100, Э125, Э15. Они наиболее 588 МПа.
Для устойчивых к теплу сталей используют электроды, к примеру, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особенными чертами и высочайшей легированностью необходимы электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с необычными чертами употребляют 44 вида электродов, к примеру, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.



























