Принцип работы и устройство сварочного инвертора
Чтоб верно избрать оборудование для выполнения сварочных работ, нужно знать устройство конструкции и механизм работы сварочного инвертора. Если отлично разбираться в таковых вопросцах, можно не только лишь отлично употреблять, да и без помощи других чинить инверторные устройства.

Инверторные сварочные аппараты производства Италии
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата почти во всем идентичен с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется схожим образом.
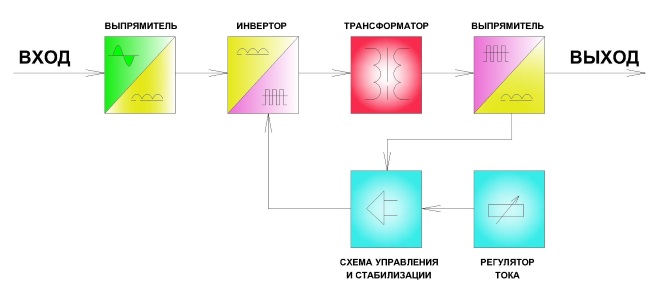
Процесс преобразования электронной энергии в сварочном аппарате инверторного типа можно обрисовать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обыкновенной электронной сети, преобразуется в неизменный.
- Приобретенный неизменный ток с помощью специального блока электронной схемы инвертора снова преобразуется в переменный, но владеющий весьма высочайшей частотой.
- Снижается напряжение частотного переменного тока, что существенно наращивает его силу.
- Сформированный электронный ток, владеющий высочайшей частотой, значимой силой и низким напряжением, преобразуется в неизменный, на котором и производится сварка.
Принцип работы сварочного инвертора
Главным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми суровыми недочетами такового оборудования, которое интенсивно употребляется и сейчас, являются маленький КПД (потому что в их огромное количество потребляемой электронной энергии тратится на нагрев железа), огромные габариты и вес.
Изобретение инверторов, в каких сила сварочного тока регулируется совсем по иному принципу, позволило существенно уменьшить размеры сварочных аппаратов, также понизить их вес. Отлично регулировать сварочный ток в таковых аппаратах становится вероятным благодаря его высочайшей частоте. Чем выше частота тока, который сформировывает инвертор, тем наименьшими могут быть габариты оборудования.
Одна из главных задач, которую решает хоть какой инвертор, – это повышение частоты обычного электронного тока. Может быть это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц (единица частоты периодических процессов в Международной системе единиц СИ). Но, как понятно, на транзисторы можно подавать лишь неизменный ток, в то время как в обыкновенной электронной сети он переменный и имеет частоту 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ). Чтоб конвертировать переменный ток в неизменный, в инверторных аппаратах устанавливают выпрямитель, собранный на базе диодного моста.
Опосля транзисторного блока, в каком формируется переменный ток с высочайшей частотой, в сварочных инверторах размещен трансформатор, который понижает напряжение и, соответственно, наращивает силу тока. Для регулировки напряжения и тока, имеющих высшую частоту, требуются наименее габаритные трансформаторы (при всем этом по собственной мощности они не уступают наиболее большим аналогам).

Сварочный инвертор без защитного кожуха
Элементы электронной схемы инверторных устройств
Устройство сварочного инвертора составляют последующие базисные элементы:
- выпрямитель переменного тока, поступающего из обыкновенной электронной сети;
- инверторный блок, собранный на базе высокочастотных транзисторов (таковой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает частотное напряжение и наращивает частотный ток;
- выпрямитель переменного частотного тока;
- рабочий шунт;
- электрический блок, отвечающий за управление инвертором.
Пример принципной схемы инвертора (нажмите для роста)
Выпрямительный и инверторный блоки оборудования в процессе собственной работы очень греются, потому их устанавливают на радиаторы, интенсивно отводящие тепло. Не считая того, для защиты выпрямительного блока от перегрева употребляется особый термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, на самом деле, генератором высокочастотных импульсов большенный мощности, собирается на базе транзисторов, соединяемых по типу «косого моста». Высокочастотные электронные импульсы, формирующиеся в таком генераторе, поступают на трансформатор, нужный для того, чтоб снизить значение их напряжения.
Более всераспространенными трансформаторами, применяемыми для оснащения сварочных инверторов, являются устройства со последующими чертами: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки поперечником 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода поперечником 0,35 мм. Все обмотки кропотливо изолируются друг от друга, а места их выхода защищаются и запаиваются.
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, владеющий высочайшей частотой. С преобразованием такового тока в неизменный обыкновенные диоды не управятся. Конкретно потому базу выпрямителя составляют массивные диоды, владеющие большенный скоростью открывания и закрывания. Чтоб предупредить перегревание диодного блока, его располагают на особом радиаторе.
Неотклонимым элементом хоть какого сварочного инвертора является резистор высочайшей мощности, обеспечивающий устройству мягенький запуск. Необходимость использования такового резистора разъясняется тем, что при включении питания на оборудование подается мощнейший электронный импульс, который может стать предпосылкой выхода из строя диодов выпрямительного блока. Чтоб этого не вышло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Работой всех частей такового сварочного аппарата, отличающегося малогабаритными габаритами, маленьким весом и высочайшей мощностью, управляет особый ШИМ-контроллер. Электронные сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На базе черт этих сигналов котроллер сформировывает корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электронных импульсов.
Не считая главных, современные сварочные инверторы владеют еще целым списком нужных доп опций. К таковым чертам, которые существенно упрощают работу с устройством и дают возможность получать высококачественные, надежные и прекрасные сварные соединения, следует отнести форсирование сварочной дуги (резвый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с главными элементами инвертора
Необходимость использования инверторов и их главные недочеты
Обширное применение сварочных инверторов разъясняется целым рядом значимых преимуществ, которыми они владеют.
- Устройства данного типа различаются высочайшей мощностью и производительностью.
- Сварной шов, создаваемый с внедрением инверторов, характеризуется высочайшим качеством и надежностью.
- Вместе с высочайшей мощностью, устройства данного типа различаются малогабаритными размерами и маленьким весом, что дает возможность просто переносить их в то пространство, где будут производиться сварочные работы.
- Сварочные инверторы владеют огромным КПД (порядка 90%), потребляемая электронная энергия употребляется в их эффективнее, чем в трансформаторах.
- Благодаря высочайшему КПД такие аппараты различаются экономным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ при помощи инвертора расплавленный сплав разбрызгивается некординально, что отражается на наиболее оптимальном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таковых устройствах доп опций уровень квалификации сварщика практически не влияет на свойство выполнения работ.
- Широкая универсальность инверторов упраздняет вопросец о том, какой аппарат избрать для выполнения сварки по разным технологиям.
Инверторные устройства выбирают в этом случае, когда нужен аппарат, свойства которого обеспечивают высшую стабильность горения сварочной дуги в хоть какой ситуации. При использовании инверторов не возникает вопросец и о том, какой электрод избрать для выполнения сварочных работ, потому что при помощи этого оборудования можно варить сплав электродами хоть какого типа.
Естественно, недочеты у инверторов тоже есть, но их не настолько не мало. Сюда следует отнести довольно высшую стоимость таковых устройств, по сопоставлению с обыкновенными сварочными трансформаторами. Дороги такие устройства и в ремонте, который почаще всего связан с необходимостью подмены массивных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Принцип работы сварочного инвертора
Благодаря понижению цены, в истинное время стали весьма популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они обширно употребляются и на производстве, и во время дачно-гаражных поделок. Мы на веб-сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Тут тщательно объясним механизм работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято именовать блок питания сварочного аппарата, оснащённый инвертором. Сам по для себя инвертор – это устройство, модифицирующее неизменное напряжение в частотное переменное.
В 2-ух словах, происходит последующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ)) и неизменным током питает «косой мост» на главных транзисторах;
- «косой мост» сформировывает прямоугольные импульсы высочайшей частоты (до 50 КГц). Преобразование дозволяет применить в схеме частотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше собственного 50-герцового «собрата», что положительно сказывается на общей массе аксессуара. А это приводит к уменьшению веса всего сварочного аппарата. Не считая того, экономится медь и остальные дорогостоящие материалы, из которых делается оборудование. Импульсный трансформатор понижает частотное напряжение до нужного рабочего.
Схемотехническое решение и применение в инверторе особых компонент, дозволили сконструировать устройство, не критическое, в широких границах, к колебаниям напряжения питающей электросети. При снижении его ниже допустимого предела – происходит отключение генератора и зажигается жёлтая лампочка «трагедия».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком спектре к колебаниям напряжения источника питания;
- выходной выпрямитель конвертирует напряжение (уже имеющее нужную амплитуду) в неизменное рабочее.
Внедрение обозначенных выше преобразований привело к тому, что в схемотехнике источника питания возникло огромное количество всяких доп частей, обеспечивающих его размеренную работу.
Сейчас разглядим механизм работы сварочного инвертора тщательно.
Как работает сварочный инвертор
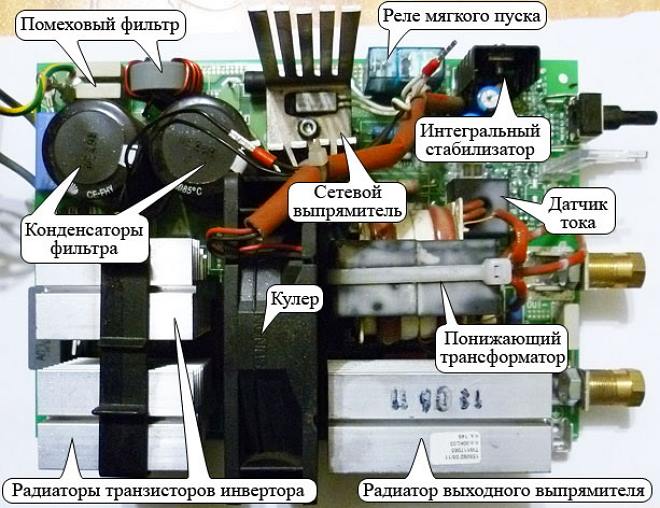
В качестве примера разглядим устройство сварочного инвертора бренда «TELWIN» (картинки к обозначенному бренду дела не имеют). Наружный вид платы с указанием расположения частей схемы приведён на рисунке.

Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из 2-ух главных частей: силовой и управляющей.
Силовая схема сварочного инвертора
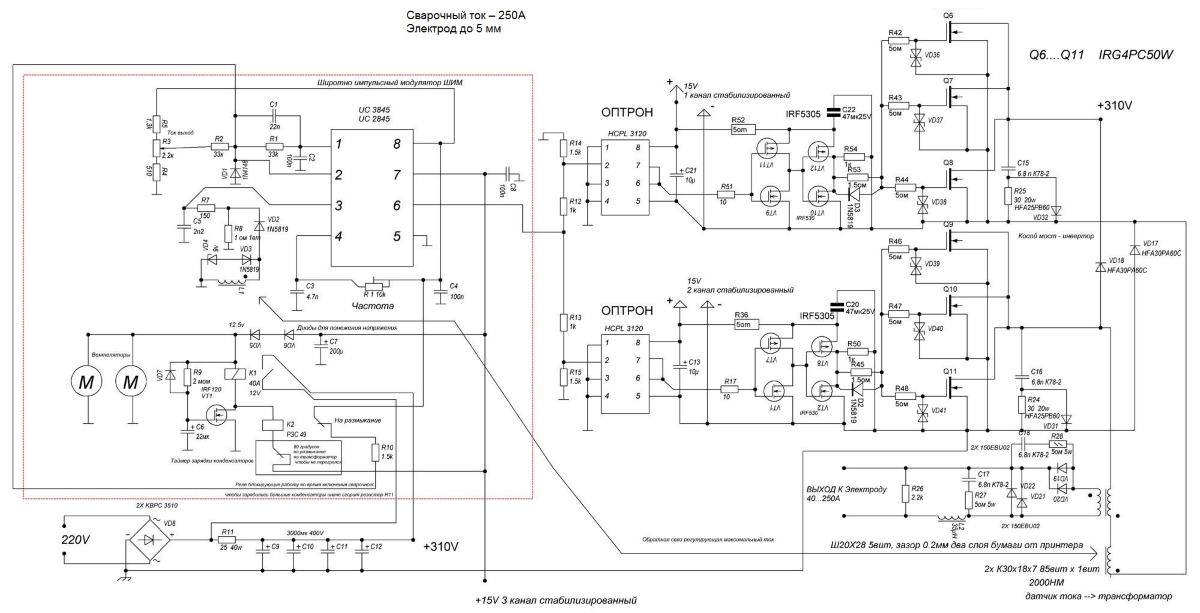
Принципная схема приведена на рисунке (картинки в статье кликабельные: для роста и удобства просмотра нажмите на него и он раскроется в новеньком окне).

Силовая часть схемы сварочного инвертора.
Электрический силовой блок состоит из последующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из 2-ух параллельных электролитических конденсаторов.
Через диодный мост протекают огромные токи, и он греется. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты – термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Неизменное напряжение опосля выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощнейший инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной сопоставимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме – на тороидальном магнитопроводе).

Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на 2-ух массивных главных полупроводниковых устройствах. В качестве крайних могут быть транзисторы типов «IGBT» и «MOSFET». Оба главных транзистора устанавливаются на радиаторы для остывания.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на главных транзисторах и ставшее частотным. С одной из вторичных обмоток снимается уже существенно наименьшее по амплитуде напряжение (рабочее значение, нужное для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что дозволяет создавать сварку током 120…130 А.

Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высочайшей частоты поступает на высокочастотные массивные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды владеют высочайшим быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электронный ток с подходящими для сварки параметрами.
А сейчас разглядим управляющую часть схемы сварочного инвертора.
Управляющая схема сварочного инвертора
Принципная схема приведена на рисунке (напоминаем о кликабельности рисунка).

Управляющая часть схемы сварочного инвертора.
Электрический управляющий блок состоит из последующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
Схема управления имеет оригинальное решение. Потому, она будет рассматриваться подробнее силовой части.
«Мозгом (Мозг определяется как физическая и биологическая материя, содержащаяся в пределах черепа и ответственная за основные электрохимические нейронные процессы)» сварочного инвертора является микросхема ШИМ-контроллера (тут и дальше – обозначения по схеме: U1). Она, управляя работой массивных главных транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, средством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высочайшей частотой – до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой главных транзисторов.
Защиту от вероятного, в процессе управления, превышения допустимого напряжения меж затвором и эмиттером главных транзисторов производят стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, опосля выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;

Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из частей операционного усилителя, собранного на 2-ух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное либо заниженное) и поступает на сумматор операционного усилителя. Крайний производит результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он перекрывает генератор, а, как следует, и всю схему;
- схема контроля выходного напряжения. Крайнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таковым образом, производится отслеживание характеристик выходного напряжения.
Сразу с отключением инвертора врубается жёлтый светодиод (D12), который показывает на то, что в схеме неисправность либо есть задачи с сетевым питанием (отсутствует либо ниже нижнего предела).
Сварочный инвертор – обычная сварка и малогабаритные размеры
Сварочные аппараты инверторного типа в наши деньки признаются более современными устройствами для воплощения качественной сварки. Они уверенно вытесняют классические сварочные выпрямители и трансформаторы в рейтинге пользовательских симпатий.
1 Принцип функционирования инверторного оборудования
В инверторах нужная по величине сила тока обеспечивается средством преобразования токов высочайшей частоты. Это различает их от традиционных трансформаторов для сварки, в каких в катушке индукции происходит преобразование электродвижущей силы, требуемой для выполнения процесса.
За счет того, что электротоки преобразовываются перед сварочной операцией, инвертор характеризуется беспристрастно малыми геометрическими размерами.
Так, если на обыкновенном трансформаторе необходимо получить 160-амперный ток, его масса обязана приравниваться 18 килограммам. А вот инвертор, обеспечивающий таковой же показатель тока, может весить порядка четверти килограмма. Как говорится, какие-либо комменты здесь излишни.

В бытовой электросети применяется переменный ток обычной частоты 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) напряжением 220 В. Такие его свойства не годятся для проведения сварки. Инверторное оборудование для того и создается, чтоб придать току и напряжению величины, пригодные для розжига сварочной дуги и поддержания ее в пылающем состоянии. Что принципиально, инверторный агрегат дает возможность преобразовывать эти характеристики в широких границах.
В инверторе имеется первичный выпрямитель. На него приходит напряжение в тот момент, когда аппарат подключается к бытовой электронной сети. Выпрямитель изменяет переменный ток в неизменный (напряжение при всем этом остается прежним). А потом передает его в особый инверторный блок, где отмечается оборотное преобразование тока (в переменный).
Опосля всех этих перевоплощений частота тока составляет несколько 10-ов тыщ герц, а не обычные 50 (подобные свойства обеспечиваются набором тиристоров и транзисторов, входящих в систему инверторного оборудования). Напряжение с высочайшей частотой идет на понижающий трансформатор, который наращивает силу тока, понижая при всем этом его напряжение.

Малые габариты, которые имеет современный инвертор для дачи либо проф агрегат, как раз и разъясняется наличием трансформатора частотного типа. В обычных сварочных агрегатах употребляется низкочастотный. Трансформатор в инверторе был бы томным и большим по размерам, если б в аппарате не было предвидено инверторного модуля.
Тут также необходимо отметить тот факт, что в трансформаторе частотного вида утраты тока являются минимальными. Благодаря этому все проф инверторы гарантируют высочайший КПД (около 85–90 процентов) и различаются по-настоящему размеренным функционированием в рекомендованных производителем критериях.
Устройство сварочного инвертора подразумевает наличие еще 1-го выпрямителя (вторичного). В нем требуемый по показателю напряжения переменный ток опять становится неизменным. Конкретно этот ток и идет на электроды, применяемые для сварки.

Также в конструкции инверторного агрегата имеются бессчетные модули управления, построенные на базе маленьких микропроцессоров. Они повсевременно смотрят за величинами напряжения и тока, корректируя эти технические свойства в тех вариантах, когда они отклоняются от хороших. На самом деле, процессоры и обеспечивают работу агрегата без сбоев. Не считая того, они обуславливают возможность выбора черт сварочного процесса в широком интервале.
2 Технические свойства и главные функции инверторов
В истинное время выпускается довольно много различного инверторного оборудования. Его создают и забугорные компании, и российские компании. Принцип действия инверторов, описанный нами выше, остается постоянным, а вот определенные технические свойства могут быть различными. Они колеблются в последующих границах:
- Сварочный ток – от 5 до 200 ампер. Проф агрегаты способны выдавать наибольший ток в широком интервале, аппараты же для дачи, обычно, рассчитаны на наименьший спектр регулирования данной величины.
- Длительность включения – от 20 до 100 процентов. Это весьма принципиальный показатель эффективности использования установки, потому что он описывает возможность выполнения сварки на том либо ином токе без перерыва. Инверторы для дачи и бытового внедрения не могут продолжительно работать без остановки. А вот аппараты, применяемые на промышленных объектах, к примеру, русский Сварог ARC 205 либо инвертор SSVA 160-2, способны выдавать показатель длительности включения до 100 процентов на сравнимо больших величинах сварочного тока (до 180 ампер).
- Холостой ход – от 40 до 80 ватт.
- Напряжение электронной сети – от 140 до 260 вольт.
Величина потребляемой мощности сварочного инвертора весьма высока. Для промышленных агрегатов она может превосходить показатель в 20 киловатт. Понятно, что такие установки недозволено употреблять в быту, потому что домашние электронные сети просто-напросто не рассчитаны на настолько массивные агрегаты. Тут сходу заметим – стоимость инвертора увеличивается с повышением его мощности (также на стоимость оборудования влияют и остальные его технические свойства).

Фактически все инверторы, которые реализуются на данный момент в специализированных магазинах, способны делать дальше обозначенные типы виды сварки:
- автоматическая сварка, именуемая в мировой практике MIG/ MAG (делается в защитных газах с помощью сварочной проволоки);
- ручная дуговая сварка ММА (употребляются электроды, процесс ведется на неизменном токе);
- аргонодуговой процесс TIG (применяется инертный аргон и неплавящиеся электроды).
Для увеличения эффективности работы в режиме TIG-операции инверторы могут оснащаться рядом функций. Посреди их можно выделить такие: плавное уменьшение силы тока на финишной стадии сварочного процесса, бесконтактный розжиг сварочной дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом, баланс полярности (увеличение чистоты шва средством понижения глубины провара изделия).
Ручной электродуговой процесс (его почаще всего употребляют для дачи и дома) становится наиболее комфортным благодаря наличию в инверторах сварочных функций форсажа дуги, розжига ее легким касанием о поверхность свариваемых деталей, антиприлипания (электроды никогда не привариваются к заготовке), также понижения в авторежиме при обычное агрегата величины напряжения, жаркого старта (понижение риска получения бракованного шва, брызг при сварке). Инверторы могут иметь и остальные функции. Но, как вы осознаете, с ростом «навороченности» аппарата возрастает и его стоимость.

Отметим и доп функции для инверторов, при помощи которых может производиться MIG-сварка. К их всераспространенным видам относят:
- «Мягкий финиш»: опосля того, как подача проволоки приостанавливается, она автоматом дожигается;
- «Синергетика»: технические свойства оборудования без помощи других «подстраиваются» под запрограммированные сварщиком характеристики конкретно во время сваривания;
- «2/4 такта»: проволока подается или автоматом, или по просьбе юзера;
- «Мягкий старт»: при розжиге электродуги аппарат увеличивает ток;
- «Индуктивность»: особая функция (ей оснащаются дорогостоящие установки), обеспечивающая понижение уровня разбрызгивания сплава, контроль ширины сварочного соединения и наивысшую стабильность дуги.
3 Как избрать электроды и генератор для инверторного оборудования?
Инверторы дают возможность использовать различные электроды для воплощения сварочной операции. При всем этом необходимо знать, что для определенных видов свариваемых поверхностей нужно употреблять определенные стержни. Проф сварщики обычно эксплуатируют электроды марок ОЗС, МР, АНО, УОНИ, которые и стоят относительно дешево, и свойство процесса обеспечивают высочайшее (даже тогда, когда сварку делает неопытный человек).
Для соединения деталей из углеродистых сталей (они, пожалуй, более всераспространены) рекомендуется использовать электроды УОНИ 13/45, МР-3, ОЗС-4, АНО-21, ЦЛ-11. Чугунные заготовки лучше сваривать стержнями ОЗЧ-2, малоуглеродистые сплавы – изделиями АНО-6 и АНО-4, высоколегированные – стержнями ЦЛ-11. Крайние электроды марки ЦЛ также годятся для сварки нержавеющих сталей. Можно работать и с иными сварочными стержнями, которые выпускаются забугорными производителями. Но они, обычно, значительно дороже русских аналогов.
Верно избрать электроды для соединения железных конструкций – это полдела. Требуется, не считая того, позаботиться о том, чтоб хорошо подобрать генератор для сварочного инвертора. Таковой выбор осуществляется с учетом последующих черт инверторного оборудования:

- сечение используемых стержней для сварки;
- потребляемая мощность агрегата;
- сопоставимость инвертора и генератора;
- сила сварочного тока.
Если вы планируете работать с электродами поперечником 4 мм, меньшая мощность генератора обязана составлять 4,5 кВт. Для стержней сечением 3 мм довольно мощности 3,5 кВт, а для изделий поперечником 2 мм – 2,5 кВт.
В паспорте сварочного инверторного агрегата и аннотации к генератору постоянно есть сведения о их мощности. В принципе, хоть какой человек может сопоставить их и приостановить собственный выбор на пригодном источнике тока. Но тут спецы рекомендуют получать генератор с мощностью на 25–30 процентов большей, чем мощность, рекомендованная для инвертора.
Схожая предосторожность не будет излишней, потому что аппарат для сварки довольно стремительно сломается, если эксплуатировать его на «критических» мощностных показателях. Если же вы планируете эксплуатировать инвертор весьма интенсивно, да к тому же на большенном сварочном токе, необходимо еще более перестраховаться и приобрести генераторную установку с мощностью вдвое выше той, которая указана в аннотации к инверторному оборудованию.

Направьте внимание – начинающие сварщики часто путают наивысшую и номинальную мощности аппаратов, также не лицезреют особенной различия меж единицами их измерения – киловольтами (кВт) и киловаттамперами (кВА). Это их и подводит. Постоянно помните, что под кВА соображают активную мощность агрегата (ту, которая тратится на воплощение нужных рабочих действий), а под кВт – потребляемую (полную).
Время от времени люди стают обладателями сварочных инверторов без паспортов, что не дозволяет им верно выяснить рекомендованные свойства для выбора генератора. Как в таком случае обусловиться с требуемой мощностью источника питания? Совершенно нетрудно. Существует схема довольно четкого расчета этого показателя.
Берете показатель большей силы тока инвертора, умножаете ее на напряжение электронной дуги (на большинстве современных агрегатов для бытового использования она составляет 25 В), а потом делите приобретенное произведение на коэффициент полезного действия инвертора. КПД, обычно, принимается 0,85 единиц. Приобретенная в итоге этих нехитрых арифметических действия величина и станет вашей рекомендацией в вопросце выбора мощности генератора (не забудьте добавить к ней «запасные» 25–50 %).
Отметим, что почти все производители сварочных инверторов вначале рекомендуют пользователям те либо другие генераторные установки, которые нормально подступают для их аппаратов. Общие же советы при выбирании генератора таковы:



























