Температура и время пайки полипропиленовых труб

Трубы
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а сейчас уже и отопительных систем. Это лёгкий и удачный материал, который относительно нетрудно монтировать. Существует даже мировоззрение, что с монтажом этих изделий управится хоть какой человек чуток ли не при помощи обычного паяльничка. По сути это не так. Пайка этих труб имеет ряд особенностей. Ну и сами они неоднородны по поперечнику и составу. А паяльничек там применяется, но это несколько иной инструмент. В этом материале побеседуем о 2-ух важных составляющих: температуре и времени пайки полипропиленовых труб.
Индивидуальности труб ППР

Полипропилен сейчас по объёму его употребления в мире лишь мало уступает целофану. Из него изготавливают не только лишь трубы, да и тару, нити, листы, — это самый нужный пластик в индустрии. Трубы из него владеют последующими различительными качествами:
- они имеют высшую крепкость;
- устойчивы к действию щелочной среды;
- фактически не действуют на их и кислоты;
- в их не появляется ржавчина;
- они владеют низкой электропроводностью;
- выдерживают мощные гидроудары;
- изгибать их можно, сколько угодно;
- в конце концов, они на данный момент относительно недороги.
Технические свойства:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводимость;
- плотность материала 0,91 кг/см2;
- крепкость – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а расплавляться – при 170. Трубы из него делают различного поперечника – от 10 до 125 мм. Соединяются при помощи специальной пайки, которая делает шов весьма крепким при правильном выполнении работ.
Температура сварки ппр

Для состыковки труб употребляются фитинги – типичные переходники, которые припаиваются конкретно к трубам. Процесс делается при помощи специального паяльничка либо утюга. Температура пайки зависит от вида трубы. Вариант выполнения такового изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их употребляют фактически лишь для прохладного водоснабжения. Температура среды не обязана превосходить 20 градусов. Время от времени их укладывают для незначимого подогрева тёплых полов.
PN16 используют в критериях давления в процессе использования не выше 16 атмосфер. Наибольшая температура – 60 градусов, на наиболее больших значениях деформируется. Самая пользующаяся популярностью труба в прохладном водоснабжении и обычная при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько годов назад числилось, что пластик на такое не способен.
PN25 – армированные трубы завышенной прочности. Выдерживают мощный нагрев и температурные перепады.
Исходя из вышеназванных черт, подбирается не только лишь температура, да и время пайки, так как некие виды полипропиленовых труб выдерживают только краткосрочное действие больших температур, опосля что начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на особый краешек утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить стремительно и в серьезной последовательности. Весьма принципиально выверить подходящую температуру. И при очень жарком соединении, и при, образно говоря, прохладном, полипропиленовые трубы теряют часть собственных свойств, а то и совсем ломается на месте шва.
Во время пайки труба может начать быстро расплавляться либо крошиться. Почаще всего это происходит от использования вторичного сырья при изготовлении труб либо наличия сторонних примесей. Единственный выход – произвести подмену материала. Поправить его уже недозволено, он не соответствует заявленным техническим чертам.
Обычно, во время процесса употребляют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается спектр от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё способ прохладной сварки. Его употребляют в бытовых водопроводах низкого давления. Тогда детали просто объединятся особым клеем. Крепкость такового соединения еще ниже, свойство шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб необходимо к процессу приготовиться:
- на рабочую часть паяльничка либо утюга следует установить болванку соответственного размера;
- паяльничек врубается;
- нагрев должен добиться хотя бы 260 градусов – это лучший режим;
- о окончательном нагреве докладывает датчик зелёного цвета.
Сейчас предстоит высчитать время. В принципе, это необходимо создать совершенно перед началом монтажа.
Некорректно подобранное время схожей пайки полипропиленовых труб – основная ошибка монтажника. Верно его высчитать поможет таблица, о которой будет поведано ниже. Но необходимо учесть и остальные причины:
- температуру окружающей среды;
- температуру паяльничка;
- трубу следует за ранее разогреть;
- верно высчитать поперечник фитингов и труб.
И обратиться к последующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже издавна таблица пайки полипропиленовых труб, которая считается хорошей. Время нагрева материала впрямую зависит от поперечника трубы. Рассчитаны и некие остальные характеристики.
| Поперечник изделия в мм | Время сваривания с | Время нагревания с | Остывание | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не обязана быть рассчитана произвольно. Потому эта таблица для монтажных работ – основной учебный материал. Как видно, температурный режим даётся средний, а вот время его внедрения существенно разнится.
Нарушение обозначенного температурного цикла может привести к нехорошим последствиям:
- при недостающем маленьком нагреве шов разойдётся в итоге диффузии, и безизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато повышением гидравлической перегрузки.
В особенности помогает эта таблица при сварке труб огромных поперечников, потому что время нагрева в их возрастает, но нужно буквально знать, как.
Да и эти данные не постоянно являются корректными. Почти все зависит от температуры в помещении либо на месте работ снаружи. Хорошей считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Тут время пайки необходимо наращивать, исходя из погодных критерий. Чем ниже температура, тем время пайки возрастает. А вот в сильную жару лучше совершенно от монтажных работ отрешиться. Граница + 25 градусов.
Главные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут существенно усугубить итог работы:
- монтажные работы изредка совершаются в безупречной чистоте, меж тем, грязюка и вода могут свести на нет все усилия монтажника, необходимо стараться держать рабочий материал сухим и незапятнанным;
- время от времени чрезвычайно разогретая труба просовывается в фитинг очень глубоко, это приводит к её приметному сужению и нарушению силы подачи воды;
- но соединять фитинг и трубу следует в разогретом состоянии, по другому она войдёт неглубоко, и возникнут протечки, так что действовать необходимо в темпе;
- длину входа лучше сходу отмечать маркером;
- время от времени опосля соединения монтажнику кажется, что труба вошла в фитинг косо либо под углом, тогда он пробует её слегка провернуть, — протечка в этом случае практически неминуема;
- часто в процессе работы пробуют действовать ножиком либо ножницами, — для этих целей есть особые инструменты, по другому материал можно разрушить;
- одна из самых огромных ошибок при самостоятельном монтаже – выбор дешёвого плохого материала, — к огорчению, пластмассовые трубы на данный момент создают и нерадивые производители, которые занимаются подделками, так что лучше созодать покупки в испытанных фирменных строй магазинах. Тут свойство продукта доказано сертификатами.
Опосля окончания работ утюг необходимо будет очистить от пластика, по другому на нём появляется нагар. Создать это можно обыкновенной древесной палочкой. Если останутся обрезки труб, они тоже в хозяйстве понадобятся. Некие из их даже зимние удочки делают.
И крайнее событие. При наличии инструментов установка полипропиленовых труб выполнить не так и трудно. Но всё-таки лучше довериться спецам либо хотя бы поглядеть поначалу, как такие работы производятся. В неприятном случае можно просто затопить не только лишь свою квартиру, да и соседей снизу.
Температура пайки полипропиленовых труб
Крепкость и долговечность разных коммуникаций из пластика зависит, как буквально учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена нужно учесть время нагрева материала, время остывания соединений. Правильное сравнение и учет температурных и временных характеристик процесса пайки технических изделий из полипропилена содействует изготовлению крепкого и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и различаться низким качеством.
Общая информация
Температурный режим пайки трубных изделий из полипропилена впрямую зависит от используемого полимера. На практике употребляются 4 типа материалов:
- PN10, используемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, применяемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации выше +95 С.
Кроме выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий определенной маркировки.
1-ый тип применяется при прокладывании техизделий, созданных для прохладного водоснабжения. Трубные изделия с маркировкой PN20 числятся всепригодными и предусмотрены для прохладного и жаркого водоснабжения, но при учете, что действие +95 С носит краткосрочный нрав. Если температура не соблюдается, то от ее деяния они растеряют плотность и деформируются.
Режим пайки и его воздействие на процесс
Разработка пайки полипропиленовых труб заключается в их нагревании, опосля что происходит размягчение входящего в их состав пластика. При соединении 2-ух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена 1-го технических изделий в молекулы другого. В итоге создается крепкая молекулярная связь, делающая получившийся материал герметичным и крепким.
Если наблюдается недостающий режим, то при соединении 2-ух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабеньким, что приведет к нарушению плотности всего материала.
«Направьте внимание!
Лишний перегрев фитинга и трубного техизделия при сваривании становится предпосылкой деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе выходит трубопровод с наименьшим внутренним отверстием в месте стыка, поперечник которого не соответствует технологическим нормам.
Учитываются нужно не только лишь температуру нагрева при сварке полипропиленовых труб, да и время, температурный режим среды и поперечник технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их поперечника.
Значение имеет наружная среда. Мало допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Очень допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно указывает, что в главном все зависит от времени.
Наружная среда оказывает мощное воздействие на свойство пайки. Это соединено с тем, что от момента снятия материалов с аппарата для сваривания до их конкретного соединения проходит время. Схожая пауза очень влияет на свойство сварного шва. При маленьком наружном температурном режиме в мастерской рекомендуется наращивать время нагрева стыкуемых изделий на несколько секунд. Наружная температура пайки полипропиленовых труб 20 мм обязана быть выше 0 С. Принципиально не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это очень отразится на пропускной возможности грядущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее индивидуальности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется обусловиться с применяемым сварочным аппаратом. Для пайки материалов, сделанных на базе полипропилена, применяется паяльничек. Возникает вопросец: какая температура паяльничка для пайки полипропиленовых труб обязана устанавливаться? Хорошим значением являются 260 С. Допустимо проведение сварочных работ в спектре 255 -280 С. Если перегреть паяльничек выше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезвычайно узкой.
Сварка полипропиленовых труб
Эра железных труб уже издавна канула в Лету, а на замену им пришел полипропиленовый аналог. Он употребляется в системе водопровода и отопления, как в особняке, так и в квартире. Сварка полипропиленовых труб своими руками не просит наличия огромного количества неповторимых инструментов и особых способностей. Механизм работы довольно прост, нужно только следовать маленьким советам и советам профессионалов по сварке. Полипропилен, сам по для себя, легкий и довольно крепкий материал, потому сложностей с монтажом не возникнет.
{Инструкция} по сварке полипропиленовых труб
Перед тем как приступить к работе, нужно обусловиться, где будет прокладываться труба. Идеальнее всего заблаговременно приготовить план, чтоб избежать ситуаций, когда сварка будет осуществляться «на весу» либо в замкнутом пространстве, где без за ранее сваренных заготовок не обойтись.
Полипропиленовая труба собирается на полу, а потом, несколькими подходами, устанавливается в общую систему.
Процесс начинается с того, что разогревается паяльничек для полипропиленовых труб. Обычно, на любом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Наиболее маленький температурный показатель может привести к неверной и недолговечной сварке полипропиленовой трубы. Наиболее высочайший температурный показатель – к перегреву материала и образованию наплывов.

Как аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется в первый раз, сходу опосля того, как устройство сказало о собственной готовности, нужно 5 минут подождать, а потом приступать к операции.
Первым шагом является подготовка трубы. Если нужно, ее необходимо отрезать в требуемый размер.

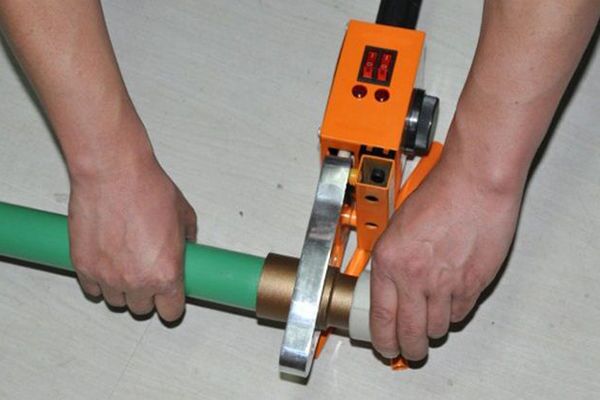
Для того чтоб выполнить сварку, необходимо подогреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стены, а вот у трубы – наружная сторона. Для этого будет нужно насадить их так, чтоб насадка (сменный нагреватель) паяльничка вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от поперечника трубы.

Потом, составляющие системы необходимо соединить в нужном направлении. Схожий вид сварки дозволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого особых инструментов не пригодится, нужен только свой «глазомер».

Если сварка была проведена верно, при подходящей температуре, то подогретая труба будет двигаться в месте стыка, и «встанет на пространство». Очень высочайший температурный показатель либо длительное удержание труб на паяльничке может привести к растеканию материала и деформации его формы, а это угрожает затеканию материала вовнутрь трубы и сужению проходного сечения. Не запамятовывайте очистить нагревательный аппарат, в неприятном случае остатки материала будут выгорать снутри насадки, выделяя дым.
Если все деяния были выполнены правильно, то при стыковке, полипропиленовый элемент слегка разольется, образовав выпуклый шов на наружной стороне. В случае если труба не надевается и как будто загибается, будет нужно снять специальную фаску с кромки.
Если придерживаться эталонов германцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По русским эталонам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно употреблять всякую фаску, которая находится в данных границах. Принципиально условие: она постоянно обязана быть равномерной.
Финишным шагом сварки является остывание, длительность которого также зависит от поперечника трубы.

Маленькие советы по сварке полипропиленовых труб:
- Основное требование: все элемены необходимо за ранее обезжирить. Функцию можно выполнить и без этого, но свойство спайки гарантировать уже недозволено. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
- Нужно отметить на полипропиленовой трубе глубину сварки, другими словами границу, до которой следует насаживать насадку. Необходимо осознавать, что полипропиленовый фитинг имеет различный размер, а означает и глубина введения будет разная. Потому перед сваркой труб необходимо будет отмерить глубину, используя штангенциркуль либо обыденную линейку. Благодаря этому риск на сто процентов запаять полипропиленовый элемент будет наименьшим. Все нужные характеристики сварки для различных поперечников вы сможете поглядеть в таблице.
- Перед тем как приступить к сварке полипропиленовых частей, идеальнее всего потренироваться. Берется труба такого же поперечника, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеперечисленной аннотации, так вы можете найти лучшую глубину введения и на сто процентов вникнете в процесс.
- Смонтированный полипропиленовый трубопровод быть может заполнен теплоносителем (водой) лишь опосля того, как сварка на сто процентов остынет. По истечению часа труба быть может подключена к системе.
Таблица характеристик сварки полипропиленовых труб

Следует осознавать, что полипропиленовая труба быть может сварена некорректно, это соединено с неверной разметкой глубины сварки, или временем нагрева. В хоть какой случае подготовительная тренировочная сварка не помешает, в особенности в случае первого монтажа «на весу».
Если опосля чтения данной аннотации у Вас остались вопросцы, вы постоянно сможете адресовать их нашим спецам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80



























