Изучаем прямую и оборотную полярность при сварке
Направление движения электронов регулируется при помощи полярности путём переключения проводов на клемму «плюс» либо «минус». Другими словами, при работе со сваркой неизменного тока вероятны два варианта опции:
- Ровная полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и сплав нагревается посильнее.
- Оборотная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт наиболее мощный нагрев.
Ровная и оборотная полярность подключения при сварке инвертором употребляется зависимо от намеченных целей и свойства материалов. При переменном токе тип подключения непринципиален, а при неизменном есть возможность поменять полярность вручную.
Значение полярности для сварки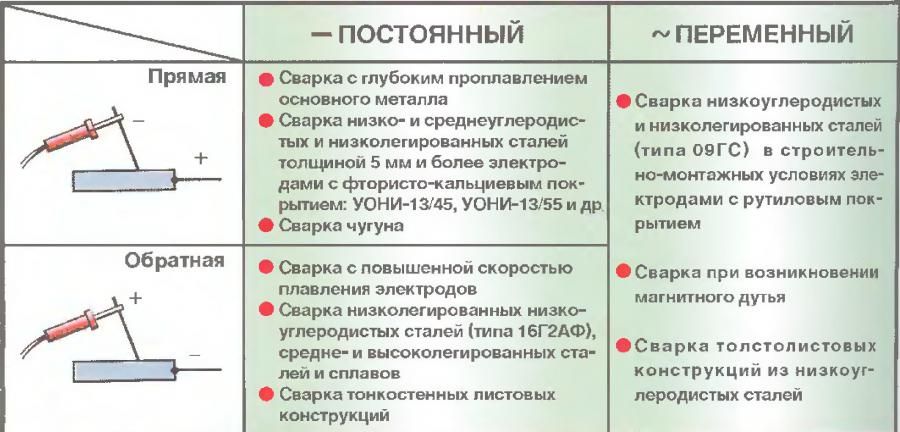
Неизменный ток создаёт тепловое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Главный нагрев создаётся на плюсовом гнезде, потому при прямой полярности посильнее греется заготовка, а при оборотной – электрод. Таковым образом формируются способности инвертора зависимо от черт металлов:
- Толщина сплава. При прямой полярности главный нагрев достаётся заготовке, потому ширина шва провара выходит довольно глубочайшей. Соответственно для тонких металлов вернее применять оборотное подключение, при котором сплав греется слабее электрода.
- Тип сплава. При сварке приходится работать с разными сплавами, владеющими определёнными качествами. К примеру, алюминий относится к среднеплавким сплавам, потому необходимо обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав оборотную полярность. Опции инвертора разрешают учесть, какой сплав подвергается варке, потому предварительное исследование аннотации поможет отлично совладать с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачку: вытесняя воздух, предутверждает образование пор. Тип флюса описывает индивидуальности использования электродов при различных температурных режимах. Например, угольные электроды не подступают для подключения с оборотной полярностью. Советы производителя дозволят создать верный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют свойства, которые стоит учесть.
Если заготовка и электрод имеют свойства, требующие противоречивых опций, придётся отыскать компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и познания, дозволяющие решать любые задачки.
Виды сварки
Ручная сварка дугой при помощи плавящегося электрода (ММА)
Тут его роль играет особенная плавящаяся проволока, покрытая шлаком. Метод весьма популярен, но спецы считают его не самым наилучшим вариантом для получения высококачественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязищи и защищает от кислорода сварочную ванну. Метод подступает для сварки чугуна, чёрных металлов.
Сварка автоматическая
Электродом является проволока, автоматом попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, потому данный метод не подступает для обработки большенный рабочей зоны, его употребляют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как неизменный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в других вариантах сварка током делается в среде активных либо инертных защитных газов. Вероятна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс предполагает внедрение газа аргона. Электродом выступает неплавкий вольфрамовый или графитовый стержень. Применение аргона очищает сварочную ванную от всех ненадобных примесей и окислов. Образование шлака исключено, шов выходит высококачественным и незапятнанным, но сварка в среде защитных газов – достаточно финансово накладная разработка, требующая серьёзных способностей.
Различные типа сварки употребляются и зависимо от критерий работы сварки. К примеру, для ремонта кузовов каров в сервисах употребляют дуговую сварку полуавтоматом при помощи среды защитного газа, что дозволяет создавать доброкачественную сварочную работу при её низкой цены. Ровная и оборотная полярность при сварке инвертором дозволяет регулировать глубину плавления для хоть какого типа сварочных работ.

Разработка ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки сплава. Метод всепригоден, технологически прост и дозволяет получать сварочные швы неплохого свойства в непроизводственных критериях. Электроток сварочного источника образует дугу меж изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очистительный рабочую область от кислорода.
По форме и типам соединений сварочные швы делятся на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Различные углы наклона электрода разрешают создавать различные по типу швы. Самый удачный просвет – меж 45 и 90 градусами, при котором сварочная ванна стопроцентно в зоне видимости. С опытом приходит и осознание, как конкретно необходимо поменять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взора, это комфортно, такое приспособление можно накрепко закрепить к фактически хоть какой поверхности (листы, металлопрокат и остальные). Но бывают ситуации, когда нет способности установить такую массу на заготовку либо, еще почаще, она перегорает. Хороший кандидатурой станет магнитный контакт сварочного кабеля.
Основная задачка для новенького – научиться «вести» сварочный шов. Главный сплав прогревается до состояния расплавления, формируя сварочную ванну. Зависимо от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать необходимо с опций, рекомендованных производителями, а далее постепенная практика поможет осознать и верно применять все способности инвертора.
Оборотная и ровная полярность при сварке инвертором

Электродуговой метод сварки, в отличие от классической газовой, различается некими чертами. Одной из самых основных является температура нагрева дуги, которая может достигать 5000С, что существенно превосходит температуру плавления какого-нибудь из имеющихся металлов. Частично сиим разъясняется огромное обилие технологий и методов этого вида сварки, позволяющих решить при ее помощи самые разные задачки.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что делает неизменный ток, это непременное условие для сварочных автоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее свойства.
Используя полуавтомат, нужно соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит при помощи полярности прямого тока. Практически это означает:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она греется, в отличие от сварочной проволоки, посильнее. В итоге увеличивается площадь свариваемого участка. Ему нужен значимый нагрев для образования варочной ванны. Проволока, имеющая наименьшее сечение, быстрей плавится и попадает на нужный участок уже водянистой каплей. Током, который проходит от различных полярностей, увлекается расплавленный материал, выходит пригодная ванна для сварки.
Используя полуавтомат без защитной газовой среды, необходимо применять специальную порошковую либо флюсовую проволоку. В этом случае меняется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет приблизительно такое же значение, как и температура плавления сплава. Чтоб достигнуть высококачественного шва, нужно, чтоб сгорел флюс. Потом ждут два таковых процесса:
- Возникновение газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока перебегает от минуса к плюсу, и падение водянистой капли сплава становится наиболее низким. Конкретно это обуславливает наименьший нагрев сплава для сварки. Потому что его остывание не происходит под защитной газа. Потому образование ванны для сварки фактически не различается от сварки в газовой среде. Работа переменным током имеет определенные достоинства. Она не расползается с дугой относительно изначальной оси. А на свойство соединения повлияет конкретно отклонение дуги.
Делая сварку генератором с переменным током, просто увидеть: его полярность меняется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля либо свалиться до отрицательного уровня. Напряжение изменяется с плюса на минус и, напротив.
Сварка нержавейки и цветных металлов

Во время сварки цветных металлов, в том числе и алюминий, употребляют особый вольфрамовый электрод. При этом употребляют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения дозволяет иметь нужную температуру в участке нагрева. Это важно для алюминия, поэтому как сначала необходимо преодолеть оксидную пленку, у которой температура плавления существенно больше, в отличие от самого сплава.
Полярность при сварке впрямую содействует образованию:
- наиболее высококачественного шва;
- наиболее наилучшего проплавления сплава, в том числе и из нержавеющей стали;
- наиболее концентрированной узенькой электронной дуги.
У процесса также существует и немаловажная финансовая часть. Используя дорогой вольфрамовый электрод наименьшего поперечника, попутно достигают уменьшения газовых издержек. Если же подключить вольфрамовый электрод при сварке в иной полярности, а конкретно, на держателе – с плюсом, то шов будет не таковым глубочайшим. У данного метода есть свои достоинства. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного сплава.
Значимым недочетом является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не очень симпатичным и герметичным. Используя переменный ток, нужно применять электроды для переменки. Бывалые сварщики обычно выбирают неизменный ток. Благодаря ему сварка делает однонаправленный проход электронов. Полярность влияет на свойство сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности

Сварка прямой полярности инвертором выходит, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае выходит оборотная полярность. Используя сварочный инвертор, можно без помощи других установить на нем полярность. Полярность описывает направление передвижения потока электронов. Другими словами, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой оборотная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток перебегает от отрицательного контакта к положительному. Конкретно потому электроны перебегают на электрод от сплава. В итоге очень греется окончание электрода. Для традиционной сварки отлично употребляют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток {перемещается} от электрода к изделию. Электрод – прохладный, а изделие – горячее. Эта изюминка обширно употребляется в особенных электродах, которые предусмотрены для резвой сварки листов нержавеющей стали.
Значимость полярности при сварочных работах

Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот неизменным током по сложившейся традиции сваривают несколькими методами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Оборотная полярность обозначает, что электрод опосля подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал производства электрода задает параметр дуги меж неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических параметров. От этого фактически стопроцентно будет зависеть итог работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электронные и световые.
Главные технологические характеристики имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.

Для поддержания горения дуги требуется сделать оборотные электрически заряженные части в пространстве меж находящимися электродами. Данные частички – это электроны, также положительные и отрицательные ионы. Их преобразование именуется ионизацией. Газ, имеющий электроны и ионы, именуется ионизированным.
Просвет дуги ионизируется во время зажигания дуги, и всегда поддерживается при ее горении. В промежутке дуги, обычно, выделяют последующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит существенное понижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается возникновение электродных пятен, которые представляют некоторый фундамент дугового столба. Через их и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма понижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма понижения напряжения в прикатодном и прианодном участках. Удельное понижение в дуге напряжения имеет один мм от столба дуги. А главный чертой дуги является термическая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в сплав за единицу времен. Термическая мощность – это часть общей дуговой термический мощности, из которой определенная толика тепла уходит непродуктивно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Разработка сварочных работ дугой

Преимущество сварочных работ дугой очевидны. Сварка различается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов каров обширно употребляется дуговая сварка полуавтоматом в защитной среде газа. Для личного использования более доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном либо неизменном токах. Это неплохой шанс сварить в не заводской обстановке огромную часть видов металлов.
Размер меж поверхностью основного изделия и дном кратера является глубиной провара либо проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга именуется обычной либо недлинной. Она гарантирует прекрасное свойство шва. Дугу, которая имеет огромную длину, считают длинноватой. Весьма огромное наращивание размера дуги приводит к ухудшению свойства сварки. Воздействие магнитного поля делает отклонение дуги от данного направления. Это именуется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, чтобы сохранить данный размер дуги. Ускоренное перемещение электрода приводит к образованию узенького, неровного и неплотного шва. При неспешном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы делятся на сплошные и прерывающиеся. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при наружном показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение меж напряжением в статическом режиме и током дуги. Наружные характеристики сварочных генераторов числятся падающими.
На размеры и форму шва также влияют вид электротока и его полярность. Другими словами, неизменный ток оборотной полярности обеспечивает еще огромную глубину плавления, чем неизменный ток с прямой полярностью, это разъясняется различными количествами тепла, появляющимися на аноде с катодом. От увеличения скорости процесса сварки глубина и ширина шва провара понижаются.
Сварка током прямой и оборотной полярности
Зависимо от критерий проведения сварочных работ употребляются разные методы подключения токовой цепи сварочного агрегата.
Ровная полярность при сварке подразумевает подключение плюсовой шины к свариваемой заготовке, а минусовой – к рабочему электроду. В случае оборотной подачи питающего тока подключение осуществляется «с точностью до напротив».
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электронных зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов появляется в районе основного инструмента сварщика – держателя с электродом.

Описанное различие прямой и оборотной полярности подключения к инверторам оказывает существенное воздействие на температурный режим в зоне сварки.
Так, прямое подсоединение наращивает температуру на анодном полюсе дугового разряда (символ «+») в сопоставлении с катодным контактом (символ «-»). Сиим эффектом и обуславливается вероятная сфера внедрения прямой полярности при проведении сварочных работ.
Ровная направленность тока обеспечивает выделение значимых количеств термический энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных железных конструкций и мощных железных изделий с толстыми стенами.
 При оборотном включении картина распределения выделяемой термический энергии совсем иная. В этом случае излишек тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень приметно снижается.
При оборотном включении картина распределения выделяемой термический энергии совсем иная. В этом случае излишек тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень приметно снижается.
Вот почему оборотная полярность употребляется в тех вариантах, когда необходимо свести к минимуму опасности выбраковки заготовок, также при проведении ювелирно сверенных, четких работ.
Оборотную полярность используют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило внедрение тока оборотного включения при работе под флюсом, также в среде инертных газов.
Неизменный и переменный ток
Кроме прямой и оборотной полярности подачи напряжения, огромное воздействие на сварку оказывает род тока (неизменный либо переменный). Зависимость сварочного процесса в этом случае проявляется в том, что при сварке неизменным током прямой направленности электрод выгорает существенно подольше.
 Род и полярность тока, как причины, вместе действующие на индивидуальности сварки, имеет смысл разглядывать только для неизменного напряжения.
Род и полярность тока, как причины, вместе действующие на индивидуальности сварки, имеет смысл разглядывать только для неизменного напряжения.
При формировании электронной дуги в режиме переменного тока понятие полярности автоматом исключается из рассмотрения.
Воздействие типа питающего напряжения (неизменное либо переменное) сказывается при выбирании оборудования для сварки. Оно выражается в последующих разноречивых факторах:
- при работе инвертором на неизменном токе удаётся получить наиболее высококачественный и надёжный шов;
- этот же итог выходит при работе с полуавтоматом;
- с иной стороны большая часть электрических и автоматических систем сварки чувствительно к величине питающего напряжения и нуждаются в стабилизаторе;
- обыденный трансформаторный преобразователь в части питающего напряжения не имеет серьезных ограничений и может запускаться даже при очень заниженных его показаниях.
По данной причине при большенный непостоянности эксплуатируемой сети идеальнее всего получать обыденный трансформаторный агрегат, работающий в режиме переменного тока (в некий мере жертвуя качеством).
В неприятном случае интегрированные в инверторы электрические системы будут автоматом отключаться в самый неподходящий момент.
Воздействие на выбор электродов
 Род тока сказывается и на выборе электродов для сварки. Так, работающий на переменном токе агрегат сумеет сваривать изделия лишь специально созданными для этих целей электродами.
Род тока сказывается и на выборе электродов для сварки. Так, работающий на переменном токе агрегат сумеет сваривать изделия лишь специально созданными для этих целей электродами.
При работе с таковой аппаратурой допускается применять и всепригодные расходные материалы.
А вот электродами, созданными для использования в режиме неизменного тока (УОНИИ, к примеру) этот аппарат работать не может. Отметим также, что инвертор может варить с фактически хоть какими расходными материалами, но предпочтение обычно отдаётся всепригодным стержням.
Таковым образом, род тока, как фактор воздействия на сварочные процедуры, описывает выбор пригодного аппарата и применяемых при сварке электродов.
Индивидуальности всякого из подключений
Изменение полярности подключения агрегата сначала отражается на качестве сварочного шва и на состоянии электрода. Применение оборотной полярности при сварке характеризуется последующими положительными чертами:
- завышенное количество термический энергии, используемое со стороны электрода;
- высококачественная и глубинная проплавка обрабатываемой заготовки;
- малое разбрызгивание со стороны сплавляемого изделия.
В свою очередь прямой ток ограничивает поступление тепла к заготовке со стороны электрода и наименьшую по сопоставлению с оборотной полярностью её проплавку. При всем этом электродный стержень всё равно стремительно расплавляется и просит нередкой подмены.
При оценке всякого из этих режимов недозволено гарантированно утверждать, что один из их лучше, чем иной.
На 1-ый взор очевидное преимущество имеет сварка оборотным током, но при всем этом должны учитываться и остальные причины сварочного процесса.
С данной целью для большинства применяемых при сварке электродов рекомендуемая полярность указывается на их упаковке (на специальной этикетке).
Работа с полуавтоматом
 Специфичность работы автоматических агрегатов подразумевает определённую скорость подачи проволоки к месту соединения заготовок и соответственно этому – несколько режимов сварки.
Специфичность работы автоматических агрегатов подразумевает определённую скорость подачи проволоки к месту соединения заготовок и соответственно этому – несколько режимов сварки.
Это быть может работа или в среде защитных газов (аргона либо углекислоты), или со специальной пылеобразной проволокой. При всем этом полярность включения зависит от непосредственно избранного режима и определяется требованиями эффективности сварочных операций и их экономичности.
Оборотная полярность нужна при сварке в среде защитных газов, тогда как ровная почаще всего применяется при работе с порошковой (флюсовой) проволокой.
За счёт верно избранной полярности подачи тока в автоматическом режиме обеспечивается полное выгорание флюса и образование в зоне сварки требуемой защитной среды. В этом случае сплав прогреваться приметно меньше, а его разбрызгивание сводится к вероятному для данных критерий минимуму.
Прямой полярностью при воззвании с таковым оборудованием сварщики пользуются при работе с вольфрамовыми электродами, почаще всего используемыми для сплавления изделий из цветных металлов.
За счёт их использования удаётся повысить температуру в зоне нагрева, что весьма принципиально для такового сложного в обработке сплава, как алюминий.
Можно прийти к выводу, что выбор той либо другой полярности подключения питающего напряжения определяется рядом причин, иногда не связанных с классом применяемого оборудования.
Основное воздействие оказывает тип используемого расходника (электрода), материал свариваемой заготовки и режим работы определенного сварочного агрегата.



























