Аппарат аргонно дуговой сварки: индивидуальности и аспекты выбора
Применение инертных газов в технологии электродуговой сварки увеличивает свойство соединений и расширяет круг свариваемых металлов. Аргон относится к более употребительным инертным газам в силу ряда присущих ему параметров:
- Не реагирует с расплавленным сплавом и не растворяется в нем;
- Аргон тяжелее воздуха на 38%, по этому теснит его из области сварки, накрепко защищая сварочную ванну от действия атмосферы;
- Содержится в атмосферном воздухе, потому является самым дешевеньким инертным газом.
Развитие инверторных технологий и их обширное внедрение в процесс производства сварочного оборудования, дозволили создать легкодоступным широкому пользователю целый ряд устройств, ранее являющихся чисто проф.
В данной статье будут рассмотрены нюансы выбора инверторных аппаратов для электродуговой сварки в защитной аргоновой среде.
Принцип деяния и сфера внедрения
Сварочный инвертор аргонно дуговой сварки — это аппарат для выполнения неразъемных электросварных соединений железных деталей с внедрением аргона, выполняющего функции защитного газа.
Исходя из убеждений автоматизации процесса, режим аргоновой сварки может осуществляться:
- Вручную;
- Полуавтоматически;
- Автоматом.
В технологическом нюансе, работа может производиться:
- С применением плавящегося электрода;
- Средством неплавящегося электрода.
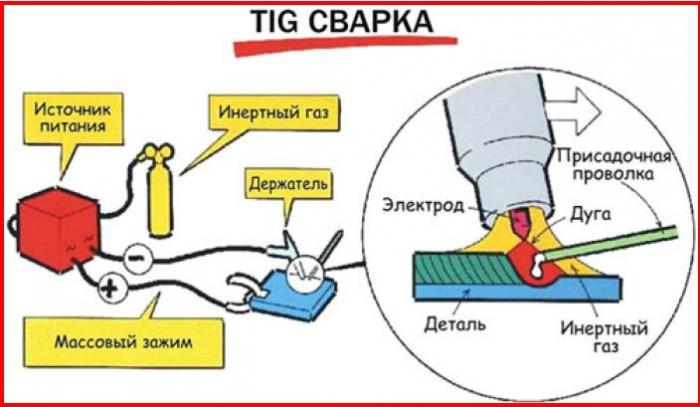
По сложившейся традиции, когда молвят о аргоновой дуговой сварке, предполагают ручную TIG – сварку. В данной нам технологии употребляется тугоплавкий вольфрамовый электрод и присадочный пруток, который подается к месту сварки вручную. Соединение деталей осуществляется за счет расплавления кромок свариваемого материала и присадочного прутка.

На фото 1 изображен аппарат аргонно дуговой сварки с комплектом аксессуаров, в состав которого обычно входят:
- Фактически аппарат, заключенный в корпус;
- Газовая горелка, служащая для удержания вольфрамового электрода и подачи аргона в область сварки;
- Набор сменных сопел и электродов различного поперечника для работы с сплавами и сплавами разной толщины и состава. На фото 2 представлены электроды;
- Набор на фото содержит также держак для штучного электрода. Большая часть аппаратов этого класса поддерживают возможность выполнения ручной дуговой сварки (ММА);

На лицевой панели аппарата размещается цифровой индикатор тока, органы управления параметрами режима сварки, разъемы для подключения горелки, держака и проводов дистанционного управления.
Источником сварочного тока служит инверторный преобразователь. Инвертором именуется устройство, которое, питаясь неизменным током, на выходе сформировывает переменное напряжение определенной частоты.
Блок питания аппарата работает последующим образом: опосля включения устройства в однофазную либо трехфазную сеть, переменное сетевое напряжение выпрямляется. Выпрямленное напряжение поступает на вход инвертора, который производит его преобразование в переменное. Напряжение на выходе инвертора имеет существенно наиболее высшую частоту, чем начальное сетевое. Это свойство является главным, и описывает главные достоинства внедрения инвертора заместо обычного трансформаторного блока питания.
Трансформация переменного напряжения высочайшей частоты осуществляется импульсным трансформатором, имеющим весьма малые размеры в сопоставлении с обыденным, работающим на промышленной частоте. Дальше, пониженное до нужного уровня частотное напряжение выпрямляется. Для выравнивания пульсаций используются фильтровые конденсаторы, емкость которых, и, соответственно, габариты, также существенно уменьшаются с ростом частоты тока. Эти причины определяют компактность и малый вес инверторных аппаратов.
Более всераспространенным направлением внедрения аргоновой сварки является сваривание алюминия. Не считая этого, данная разработка дозволяет отменно соединять детали из титана, нержавеющей стали, чугуна, цветных и темных металлов. При использовании данного способа для соединения металлов, обычно свариваемых ручной электродуговой сваркой плавящимся электродом, отмечается существенно наиболее высочайшее свойство сварного шва. К тому же шов сходу выходит незапятнанным и не просит механической обработки. На фото 3 продемонстрировано соединение обыденных железных труб аргоновой дуговой сваркой.

Аспекты выбора аргоно-дугового сварочника
Выбирая инвертор аргонно дуговой сварки, следует ориентироваться на те задачки, которые предполагается решать с его помощью. Сначала необходимо направить внимание на технические свойства избираемого аппарата.
Наибольшее значение тока сварки. С этого параметра следует начинать выбор, потому что он в большенный степени описывает способности инвертора. От величины сварочного тока зависит толщина и состав сплава, с которым может работать данный экземпляр.
К примеру, если предполагается сваривать алюминий, для определения нужного тока можно ориентироваться по таблице 1. Сварка дюралевых сплавов осуществляется на переменном токе.

Сварка железных сплавов делается с применением неизменного тока сварки. Найти требуемый ток при всем этом можно по таблице 2.

Длительность перегрузки. Время от времени именуется длительностью включения. Измеряется в процентах. Эта черта указывает, какую часть десятиминутного цикла аппарат может работать в режиме сварки. При выбирании определенной модели необходимо учитывать предполагаемую загрузку агрегата.
Заниженное значение этого параметра приведет к повышению времени выполнения сварочных операций, потому что придется нередко прерывать сварку для остывания инвертора.
Аппарат, владеющий завышенным значением данной нам свойства, может иметь очень высшую стоимость.
Напряжение питания. Как хоть какой схожий преобразователь, инверторный аргонный сварочный аппарат выпускается в однофазном либо трехфазном варианте. Тут необходимо учитывать способности собственной электросети. Трехфазные инверторы владеют наилучшими чертами. Аппараты проф предназначения с большенными токами сварки, обычно, выполняются в трехфазном варианте.
Наличие регулирования режимов. Выбирая сварочный аргонно дуговой инвертор, не излишним будет направить внимание на наличие неких особых функций, делающих процесс сварки еще наиболее обычным и комфортным.
Приведем список главных многофункциональных установок:
- Возможность варить как неизменным, так и переменным током. На аппарате обязано быть написано «TIG AC DC»;
- Наличие осциллятора, обеспечивающего бесконтактное зажигание дуги;
- Регулируемая продувка газа конкретно перед сваркой и сходу опосля нее;
- Функция регулирования нарастания и спада сварочного тока;
- Функции «Hot start» и «Anti stick». 1-ая обеспечивает розжиг дуги при высочайшей температуре электрода, 2-ая препятствует залипанию электрода при маленьком замыкании.
Оценка общей функциональности аппарата. Осуществляя выбор, человек слабо знакомый с современной сварочной техникой, должен знать, что инвертор, являющийся «сердечком» современного сварочного аппарата хоть какого предназначения, устройство весьма гибкое и очень всепригодное. Эти характеристики инвертора употребляют производители, выпуская изделия расширенного предназначения.
Возможный клиент непременно должен знать, что есть аппараты, способные делать все виды сварочных работ – ручную сварку (ММА), автоматическую (MIG, MAC), также рассмотренную нами TIG. Другими словами, вероятны варианты, когда фактически за ту же стоимость, заместо монофункционального аппарата, можно приобрести устройство «три в одном».
Отличия и достоинства
Специфичными чертами описываемой в данной нам статье технологии аргоновой дуговой сварки, отличающими ее от остальных сварочных технологий, являются:
- Внедрение инертных параметров аргона для обеспечения защиты расплавленного сплава от окисляющего действия кислорода воздуха;
- Применение специфичного неплавящегося вольфрамового электрода;
- Необходимость использования особых присадочных прутков, расплавляемых в процессе сварки и подбираемых персонально к любому свариваемому материалу.
Достоинства, которыми владеет TIG – разработка, могут быть сформулированы последующим образом:
- Узенькая локализация электронной дуги, обеспечивающая относительно малый нагрев детали и возможность наиболее узкого выполнения работы;
- Надежное вытеснение атмосферного воздуха из зоны сварки, благодаря физическим и хим свойствам аргона;
- Относительно высочайшая скорость производства работ;
- Простота освоения процесса сварки даже неподготовленным человеком;
- Безупречный сварной шов, не требующий отбивания шлака;
- Широкий диапазон свариваемых материалов;
- Уменьшенное выделение в атмосферу вредных веществ.
Заключение
В заключение можно добавить, что аргоновый сварочный аппарат-инвертор, являющийся продуктом больших технологий, способен делать самые сложные технологические задачки на ответственных участках производства. Очень полезным применение данной технологии может оказаться в быту и в маленьких хозяйствах личных бизнесменов.
Обзор инверторов с функцией аргонно-дуговой сварки
Разглядим, какие есть виды инверторов аргонно-дуговой сварки, их политику цен и главные правила в использовании.

Если ранее для сваривания цветных металлов либо нержавеющей стали необходимо было находить мастера с подходящим оборудованием, то сейчас сварочный инвертор аргонно-дуговой сварки стал легкодоступным наиболее широкому кругу населения.
Давайте разглядим, какие есть виды этих устройств, их политику цен и главные правила в использовании.
Для чего нужна аргонно-дуговая сварка

Для сварочного соединения деталей из стали можно применять хоть какой из доступных аппаратов трансформаторного либо инверторного типа. Но для варки цветных металлов и нержавейки применяется иная разработка.
Алюминий, медь, бронза либо нержавеющая сталь при сварке их плавящимся электродом не образуют высококачественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и стремительно приходят в негодность.
Для этого употребляют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого необходимо применять другое оборудование, к примеру, инвертор аргонно-дуговой сварки.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть 3-х главных видов по механизму работы.
- Ручные. Более всераспространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Почаще всего для этого вида сварки употребляют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Но и тут обязателен контроль сварщика над всем действием.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских более всераспространены 1-ые два вида, которые, в свою очередь, имеют разновидности зависимо от доп функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно применять для сварки различных металлов. Для работы с ними необходимо применять специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это конкретно инвертор с функцией аргонодуговой сварки. При помощи такового оборудования можно производить сварку различных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который производит сваривание за счет плавления проволоки. Таковая сварка почаще всего употребляется для соединения тонкостенных деталей, при всем этом можно подключать оборудование подачи аргона, что дозволит варить цветные сплавы и нержавейку.
- Всепригодные инверторы. Аппараты, которые содержат в себе все функции ручной и автоматической сварки, в том числе и в аргоновой среде.
TIG аппараты

Это более всераспространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа.
Для сварки разных металлов таковой устройство может переключаться с переменного тока на неизменный.
Почаще всего инверторы с таковой функцией употребляют, чтоб варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При всем этом швы получаются качественней даже, чем при обыкновенной электродуговой сварке.
Преимущество такового аппарата в том, что он дозволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровненьким и без брызг сплава и шлака.
Полуавтоматы MIG/MAG

Что означает маркировка MIG/MAG? Разница — употребляется ли защитный газ либо нет. Если подключается подача аргона, этот процесс именуют MIG пайкой, без защиты (активный режим) — MAG.
Автоматический инверторный аппарат не просит использования доборной присадки в виде прутка. Проволока, которая употребляется для сваривания, уже имеет в собственном составе все нужные добавки.
При использовании полуавтомата с подачей аргона увеличивается свойство сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Весьма комфортен таковой аппарат при сварке тонкостенных деталей, а в совокупы с газовым оборудованием можно сваривать нержавеющую сталь и разные цветные сплавы.
ММА аппараты
Если вы планируете работать с разными видами металлов (сталей, нержавейки либо цветных), то можно приобрести функциональный устройство со всеми перечисленными выше способностями. Но такие инверторы стоят дороже и как целесообразным будет его приобретение зависит от личных предпочтений.
Ведущие производители оборудования
Как избрать инверторные сварочные аппараты из огромного количества производителей, представленных на выбор?
Естественно, можно приобрести устройство для сварки аргоном китайского производства, но лучше тогда брать инвертор, выпускаемый под известной маркой.
Почти все западноевропейские производители сейчас выносят свои фабрики конкретно в Китай. И по относительно низкой стоимости можно приобрести достаточно высококачественный эталон для аргонной сварки.
Всераспространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог

Оборудование для сварки от шведской компании ESAB, наверняка, одно из самых узнаваемых. Можно приобрести разные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют интегрированный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит направить внимание на последующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 либо полуавтомат ESAB CaddyMig C200i.
Обширное обилие моделей инверторов с функцией Tig сварки дает и чешская компания TESLA. Из определенных аппаратов можно разглядеть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их стоимость от 200 баксов и наиболее за всепригодные приборы.
Также достаточно известны на рынке инверторы от компании KAISER. Для домашней мастерской полностью подходят такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (другими словами сварка в аргоновой среде и электродуговая покрытыми электродами). Стоимость 200-300 баксов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно направить собственный выбор на таковой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, также в режимах электросварки и с внедрением аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне. Стоимость за такие аппараты начинается от 150 баксов.
Также можно избрать разные модели сварочных инверторов таковых марок, как Intertool, GYS, ТехАС, Jasic и остальные.
Выбирая инвертор с возможностью варки металлов в аргоновой среде обращайте внимание на переключение переменного тока на неизменный. Такие приборы наиболее всепригодны и дозволят варит разные виды сплава.
Советы по эксплуатации
Во-1-х, необходимо соблюдать технику сохранности. Сварочный инвертор с тиг функционалом стоит применять в помещениях с неплохой вентиляцией. В тесноватых местах аргон может заместить воздух, что приведет к удушью и смерти.
Во-2-х, необходимо верно подключить все оборудование.
- Электропитание обязано соответствовать определенной модели инвертора.
- Разъемы горелки и массы вставляются в надлежащие гнезда (соблюдайте правила полярности при сварке различных типов сплава).
- Газовый шланг подключается к штуцеру, находящемуся на панели аппарата.
В третьих, если есть защита от перегрева, то устройство выключится при достижении определенного показателя, а когда температура спадет опять — включиться.
Непременно необходимо хранить такие инверторы в отапливаемых и не сырых помещениях. Перепады температуры могут создавать конденсат снутри аппарата, что приведет к резвой порче деталей.
Перед покупкой аргонно-дугового сварочного инвертора задумайтесь, как целенаправлено его приобретение для вашей мастерской. Ведь, не считая самого устройства, пригодиться покупка расходных материалов газа и вольфрам, а это также стоит средств. Может быть, Для вас будет довольно обыденного инвертора с ММА функцией.
Если Вы сможете порекомендовать определенные модели инверторов с возможностью аргонно-дуговой сварки, то поделитесь опытом в блоке объяснений к данной нам статье. Какими моделями вы пользуетесь и какой сварочный инвертор с функцией аргонной сварки лучше для домашнего использования.
Установки для аргонодуговой сварки
ТИГ (TIG) сварка — аргонодуговая сварка неплавящимся вольфрамовым электродом (либо плавящимся электродом) в среде защитного газа на базе консистенции аргона (Ag). Аргонодуговая сварка – относится к процессу сварки плавлением. В качестве плавящего элемента употребляется вольфрамовый электрод, который проводит электронную дугу на точку сварки. Вольфрамовый стержень – материал с высочайшей устойчивостью к плавлению, потому конкретно он употребляется в аргоно –дуговой сварке для поддержания дуги.
Для сварки изделий из алюминия употребляется аргонодуговая сварка с плавящимся электродом. В качестве крайнего употребляется электродная дюралевая проволока. В качестве защитного газа употребляется аргон. Это единственный метод, которым технологически верно можно сваривать изделия из алюминия. При сварки аргонодуговым методом сварной шов выходит геометрически ровненьким, кристалическая сетка выходит фактически безупречной, а соединение имеет высшую крепкость на извив, удар и растяжение.

В качестве источника питания установках аргонодуговой сварки употребляются инверторы с падающими либо крутопадающими вольтамперными чертами. Такие схемы построения источников питания дают возможность наиболее четкой опции режима сварки, что весьма принципиально из-за затрудненного теплоотвода с боковых поверхностей вольфрамового электрода и ограничения плотности тока, определяющей стойкость вольфрамового электрода.
Обычно сварочные установки аргонодуговой сварки выполнены в форме моноблока. Снутри аргонодуговой сварочной установки сочетают сварочный источник, систему управления и устройство остывания сварочной горелки.
Современные высокопроизводительные горелки для TIG сварки имеют систему жидкостного остывания. Вольфрамовый неплавящийся электрод плохо рассеивает излишнее тепло, а жидкостное остывание является самым удачным вариантом для работы высоконагруженных аргонодуговых установок. Иной путь – наиболее нередкие перерывы в работе аргонодуговой установки.
Некие производители изготавливают отдельные блоки для управления сваркой TIG, которые могут быть состыкованы с разными типами ИП, имеющими нужную вольтамперную характеристику.
В месте контакта вольфрамового электрода и свариваемого изделия протекает ток недлинного замыкания, который при падающих вольтамперных свойствах добивается очень вероятных значений. Площадь контакта электрода и свариваемого материала вызывает перегрев и разрушение вольфрамового электрода. Разрушаясь, вольфрамовый электрод загрязняет сварочную ванну и процесс сварки нарушается. Для предотвращения этих последствий употребляется система безконтактного зажигания сварочной дуги. Для этого употребляется генератор высокочастотных импульсов -осциллятор.
Установки аргонодуговой сварки
Установка для аргоно-дуговой сварки Faltig – 400

Установка FALTIG-400 AC/DC создана для сварки конструктивных сталей покрытыми электродами (MMA) и сварки высококачественных сталей, алюминия, меди и ее сплавов неплавящимся электродом в защите инертного газа (GTA).
Установка Faltig-400 владеет функциями HOT START*, ANTI STICK**, ARC-FORCE*** для сварки покрытыми электродами и производит контактное и бесконтактное загорание дуги дла способа GTA.
Аппарат DC 200A.33 (до 200А)
Аппарат ДС 200А.33 — инверторный аппарат для сварки неплавящимся электродом в защит-ных газах (TIG), также для сварки покрытым электродом поперечником до 4мм, в непрерывном и им-пульсном режимах на токах до 200А.
Аппарат может эксплуатироваться как при питании от стационарной сети, так и при питании от ав-тономных генераторов.
ДС 200А.33 имеет режим контактного и бесконтактного зажигания дуги на малом токе.
Дуговой тренажёр сварщика ДТС-02

Дуговой тренажёр сварщика ДТС-02 предназначен для тренировки и исходного обучения электросварщиков приёмам ручной дуговой сварки 3-х видов:
- сварки покрытым электродом (режим ММА);
- автоматической сварки электродной проволокой в среде защитных газов (режим МИГ/МАГ);
- аргонодуговой сварки неплавящимся электродом с контактным возбуждением дуги (режим ТИГ)
Установка для аргонодуговой сварки ВД-306ДК, ВД-506ДК

Установка для аргонодуговой сварки ВД-306ДК/506ДК с БУСП-ТИГ предназначен для аргонодуговой сварки неплавящимся электродом (режим TIG) на неизменном токе металлов и сплавов. Обеспечивает возможность ручной дуговой сварки покрытыми электродами (режим ММА) на неизменном токе. Модуль состоит из аргонодуговой приставки БУСП-ТИГ и выпрямителя ВД-306ДК либо ВД-506ДК.
Аттестован по НАКС.
Установка для аргонодуговой сварки УДГ-161

Установка типа УДГ-161 создана для аргонодуговой сварки неплавящимся электродом (режим TIG) на неизменном токе металлов не считая алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА).
Установка для аргонодуговой сварки УДГ-180
Установка для аргонодуговой сварки УДГ-180 создана для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). Источник установки УДГ-180 имеет широкий спектр плавного механического регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора.
Установка для аргонодуговой сварки УДГУ-200

Всепригодная установка для аргонодуговой сварки всех видов металлов и сплавов (легированные, малоуглеродистые и цветные стали, алюминий и его сплавы).
Установка для аргонодуговой сварки УДГУ-200 создана для аргонодуговой сварки неплавящимся электродом (режим ТИГ), а так же для ручной дуговой сварки покрытыми электродами (режим ММА) на переменном (АC) и неизменном (DC) токе всех видов металлов и сплавов.
Установка для аргонодуговой сварки УДГУ-251

Установка аргонодуговая УДГУ-251 предназначена как для аргонодуговой сварки (ТИГ) на неизменном (DC) и переменном токе (АС) неплавящимся электродом изделий из всех видов металлов и сплавов, так и для ручной дуговой сварки покрытыми электродами (ММА) на неизменном и переменном токе.
Установка для аргонодуговой сварки УДГУ-351

Установка для аргонодуговой сварки УДГУ-351 создана для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и на неизменном токе всех металлов не считая алюминия, также для ручной дуговой сварки покрытыми электродами (режим ММА) на неизменном и переменном токе. Имеет переключение переменный/неизменный ток (АС/DC).
Аттестована по НАКС.
Установка для аргонодуговой сварки УДГУ-501 АС/DC

Установка УДГУ-501АС/DC создана для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). Имеется переключение переменный/неизменный ток (AC/DC).



























