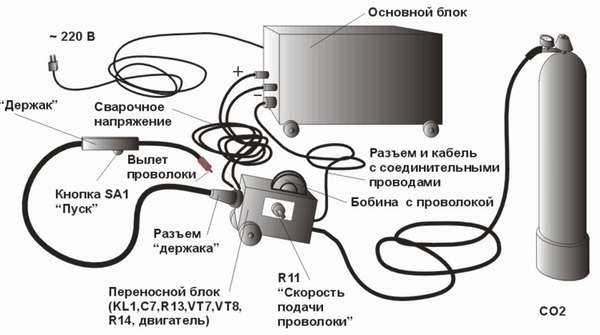
Какой газ нужен для сварки полуавтоматом темного сплава
Какой газ нужен для сварки полуавтоматом темного сплава?

Свойство сварочного соединения зависит не только лишь от проф свойств работника, да и критерий выполнения работ. Безупречный шов просит взаимодействия присадочного материала и электрода без доп частей окружающей среды. При сварке в автоматическом режиме данную функцию делает флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в автоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, поэтому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таковым образом, автоматический режим наиболее требователен к квалификации сварщика, который, владея необходимыми способностями, добьется наилучшего свойства спайки, по сопоставлению с автоматическим режимом. Вот чем различаются сварка автомат и полуавтомат.
Воздействие на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от наружного действия. Не считая того, применение газа благоприятно влияет на чистоту шва, понижая шлаковую составляющую и снижая возможность возникновения трещинок, за счет роста скорости и глубины проплавления.
Область внедрения
Применение всех видов сварочных проволок, кроме самозащитной, предполагает внедрение защитного газа. Полуавтомат – оборудование опытнейших профессионалов. С его помощью производится узкая работа соединения цветных и темных металлов, кузовной ремонт тс и промышленное соединение тонкостенных частей. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Какой газ нужен
Чтоб избрать, каким газом воспользоваться при сварке полуавтоматом, нужно иметь представление о физических и хим свойствах газа. Выделяют три главные группы:
- инертные,
- активные,
- консистенции газов.
Разглядим их подробнее.
 Выбор газа также зависит от черт сварочного аппарата и типа поверхности. К примеру, незапятнанный азот совершенно подступает для соединения медных деталей.
Выбор газа также зависит от черт сварочного аппарата и типа поверхности. К примеру, незапятнанный азот совершенно подступает для соединения медных деталей.
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, тусклый, имеет специфичный запах, различается высочайшей температурой горения, из-за что используется при газовой резке железных изделий.
Для промышленного производства ацетилена используют особые генераторы, в каких карбид кальция ведет взаимодействие с водой.
Единственный недочет – сложность в хранении, так как карбид углерода просто впитывает воду из атмосферы, что делает доп неудобства.

Водород
Обширно применяется для соединения дюралевых изделий и плазменной резки нержавейки. Газ не имеет цвета и аромата. Взрывоопасен. При соединении с воздухом либо водой образует гремучую смесь. Его получают методом синтеза воды, при разделении кислорода и водорода в особых генераторах. Согласно нормативно-правовым актам по технике сохранности, водород запрещено хранить в баллонах под давлением, которое превосходит 15 МПа.
Коксовый
Побочный продукт коксохимической индустрии, который появляется при производстве кокса. Газ тусклый с резким запахом. К его хранению не предъявляют таковых твердых требований, как к водороду, невзирая на то, что газ относится к группы взрывоопасных. Транспортировку газа делают при помощи трубопроводных магистралей. Не получил широкого распространения, ввиду специфичности производства. Применяется лишь в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, также относительно низкая стоимость. Требования к условиям хранения не различаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клеточки с навесом. Искусственный синтез неосуществим. Добывается лишь из природных месторождений.
Пиролизный
Данный вид прибыльно различается от собственных братьев – его не надо генерировать, так как пиролизный газ выделяется при распаде нефтепродуктов. Перед внедрением его подвергают подготовительной чистки, ввиду лишней хим активности, которая может привести к коррозии горелки. Подступает как для сварочных работ, так и для резки металлоконструкций.
Незапятнанные
К данной группе относятся последующие газы:
- Аргон. В чистом виде используется лишь при аргонодуговой сварке. Заходит в состав различных консистенций, в качестве 1-го из компонент. Хим инертность делает аргон хорошим выбором при работе с тугоплавкими материалами. Различается низкой теплопроводимостью и потенциалом ионизации.
- Гелий. Очередной представитель химически инертной группы. По сопоставлению с аргоном, владеет большей теплопроводимостью и потенциалом ионизации.
 Данные характеристики гелия обеспечивают соединение огромным тепловложением, чем аргон, увеличивая ширину сварочного профиля.
Данные характеристики гелия обеспечивают соединение огромным тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевенький газ, из всех перечисленных. Данное событие обеспечивает широкую популярность при проведении работ в критериях ограниченности бюджета. К положительным качеством относят глубочайшие проникающие возможности, в особенности полезные при соединении толстолистовой стали. Главный недочет – слабенькая стабилизация дуги, и как следствие, довольно огромное количество брызг.
Отличительная изюминка данного газа в том, что его разрешено использовать без прибавления инертных газов.
Газы, применяемые как составляющие консистенции
Более известным дополнительным компонентом является кислород. Высочайшая хим активность влияет на процентное содержание в консистенции – его массовая толика изредка превосходит 7-10 %. Смесь аргона и кислорода владеет специфичным нравом проплавления.
Сварочный шов, выполненный с применением данной консистенции известен как «шляпка гвоздя», нареченный за счет наружного сходства. Известны трехкомпонентные консистенции, в состав которых заходит кислород, аргон и углекислота, с разными пропорциями, зависимо от нрава работ.
Азот не получил широкого распространения, в качестве защитного газа. В главном его используют для соединения меди и нержавейки, так как он не вступает в реакцию с данными сплавами.
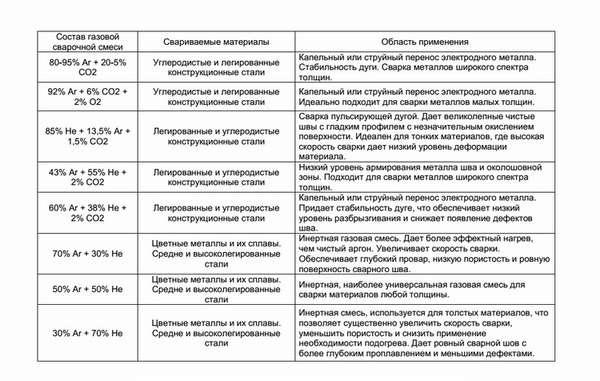
Газовые сварочные консистенции и рекомендуемая область их внедрения.
Аспекты выбора
Новенькому иногда трудно избрать, какой баллон нужен для полуавтомата, не говоря о газовой консистенции. Бывалые спецы советуют уделять свое внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные свойства сварочных газов находятся в вольном доступе.
 Принципиально! В случае приобретения газа с целью долгого хранения, советуем избрать готовые консистенции промышленного производства. Не занимайтесь синтезом газа без помощи других – это опасно!
Принципиально! В случае приобретения газа с целью долгого хранения, советуем избрать готовые консистенции промышленного производства. Не занимайтесь синтезом газа без помощи других – это опасно!
Индивидуальности выполнения
Сварка в среде защитного газа имеет последующие индивидуальности, которые требуют внимания:
- Характеристики работ. Подбираются персонально для каждой определенной ситуации. Получить высококачественное соединение может быть лишь при условии грамотного сочетания последующих характеристик: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость сплава греется и охлаждается долгий просвет времени. При соединении неких типов поверхности, к примеру, железных либо медных, может быть регулировать температурный режим, методом конфигурации угла наклона дуги.
- Выбор газа. Существует два метода выполнения работ. В первом случае нужно употреблять углекислоту без прибавления каких-то примесей. 2-ой вариант – внедрения разных консистенций на базе аргона либо остальных инертных частей.
- Нрав работ. Основное назначение баллонов – стационарная работа в критериях мастерской. Внедрение резервуаров с высочайшим давлением на открытой местности связано с определенными неудобствами.

Схема подключения баллона с углекислотой к газовой магистрали.
Разработка работы с применением углекислого газа не имеет принципных различий от деятельности, с внедрением иных газовых консистенций. Самое основное – соблюдать технологические требования.
Достоинства
Не зависимо от типа газовой консистенции, ее применение имеет ряд преимуществ:
- Свойство соединения. Физические характеристики шва еще выше, по сопоставлению с внедрением автоматического режима. Маленькое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы увеличивается благодаря сокращению времени нагрева сплава, что в итоге уменьшает трудовые затраты.
- Размеренная дуга. Значительно упрощает работу. Доп преимуществом является фактически полное отсутствие дыма.
Для авто ремонта
Возникновение бытовых полуавтоматов позволило создавать кузовной ремонт кара фактически в любом гараже с подключением к сети. Сварка в среде углекислого газа владеет последующими преимуществами:
- Технологическая простота – базы работы с полуавтоматом доступны осознанию широкому кругу лиц,
- Малая стоимость углекислоту оказывает положительное действие на себестоимость работ,
- Низкая зона температурного действия сваривать изделия фактически хоть какой толщины,
- Благодаря ограниченному температурному действию краска вокруг шва фактически не выгорает, что дозволяет сберегать время и средства на финальной обработке,
- Соединяемые элементы не требуют подгонки.
Заключение
Данная разработка представляет большой энтузиазм для широкого круга потребителей, вне зависимости от того, какой газ для автоматической сварки будет избран. Домашние мастера отдадут предпочтение углекислому газу – благодаря хорошему показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит увеличение свойства и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа завышенной угрозы. Не запамятовывайте о необходимости внедрения средств персональной защиты.
Отзыв: «Со сваркой углекислотой я познакомился еще в 2002 году. Ранее опыт работы со сварочным оборудованием был ограничен внедрением простого трансформатора для работы во дворе. Необходимость в полуавтомате появилась опосля маленький трагедии – просто не было средств и желания обращаться на СТО. Опосля нескольких неудачных попыток вышло достигнуть применимого результата, правда, при помощи советов опытнейшего спеца. Опосля этого прошел курс обучения и занимаюсь кузовным ремонтом в свободное от работы время. Подводя результат скажу, что при наличии базисных способностей сварки можно без особенных заморочек научиться работе с полуавтоматом. В качестве защитного газа беру только углекислоту, о чем никогда не пожалел – для гаражного использования она безупречна».
Самые производительные газы для сварки полуавтоматом: как подступают к этому вопросцу мастера?

На нынешний денек существует огромное количество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания остальные же могут употребляться лишь в критериях цеха под наблюдение нескольких профессионалов.
Чтоб вышел неплохой, ровненький и крепкий шов, необходимо соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил необходимо придерживаться при работе с сплавами.
Индивидуальности
Метод сварки полуавтоматом — это собственного рода модификация ручной электродуговой сварки. Чтоб полностью оценить достоинства недочеты, необходимо разглядеть как конкретно проводится автоматическая сварка.

Перед тем как приступать к процессу сварки необходимо усвоить несколько пт:
- В плюсовую клемму необходимо подключать горелку, а в минусовую — заготовку.
- Для всякого типа сплава используется особая проволока.
- Сила тока и скорость его подачи проволоки это прямо пропорциональное значение. Чем посильнее поступает ток, тем больше обязана быть скорость подачи и напротив.
- Токосъемный наконечник это расходный материал который будет нередко изменяться. Его поперечник должен соответствовать поперечнику самой проволоки.
- В главном, от характеристик работы механизма падающего проволоку зависит свойство готового шва.
- Чтоб подача проволоки была непрерывной, шланг который подаёт её, должен быть очень твердым.
- Если толщина сплава который сваривают, наименее 1 мм то лучше создавать сварку точками, тогда заготовка не перегреется и не прогорит.
- В этом случае когда напряжение в сети 190 вольт а не 220, другими словами меньше обычного, лучше употреблять проволоку малеханького поперечника. Например заместо 0,8 взять 0,6, тогда аппарат намного легче управится с ней и шов высококачественный.
- Если сварка автоматическим устройством происходит без роли газа, то плюсовую клемму необходимо подключать конкретно к заготовке и использовать для сварки специальную проволоку.
Что можно варить?

Полуавтоматом можно варить сплав хоть какой толщины, тем не наименее толстые изделия необходимо разогревать докрасна паяльной лампой. Для этих целей непревзойденно подступает инверторный источник питания.
Сварка в аргоне это совершенно другое, ведь механизм работы полуавтомата состоит в том чтоб плавить железную проволоку и заполнять ею швы. Чтоб не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Разновидности
Разглядим виды газов, которые используются при сварке полуавтоматом
Ацетилен это тусклый газ, который легче воздуха. Он владеет особым запахом. Один из обширно всераспространенных газов, которые используются в данной сфере, потому что владеет самой высочайшей температурой горения и имеет завышенную полярность. Нередко используется из-за больших температурных характеристик при резке железных конструкций.

Водород — также тусклый, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике сохранности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфичный запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особенных требований к хранению и транспортировке. Добыча газа почаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он содействует образованию коррозии горелки, из-за этого они стремительно выходят из строя. Перед самим внедрением пиролизный газ очищают. Употребляет такую субстанцию не только лишь при сварке да и при резке металлов.
Конкретно для сварки в обычных критериях, другими словами при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подступают для сварки полуавтоматом. Время от времени можно повстречать комбинацию этих газов либо особенные газовые консистенции которые различаются по свойствам от их оригиналов.
Расход в работе

Обыденный 40-литровый баллон содержит внутри себя 24 кг углекислого газа. При испарении из него появляется 12000 дм. куб. Если учесть данные, которые были выведены, можно выяснить на сколько хватит баллона при непрерывном использовании.
Если при работе используется проволока, шириной 1 мм и ток, напряжением в 100 А, то 40 л. газа хватит приблизительно на 24 часа. Из этого следует, что баллон, объемом 10 л. может обеспечить 6 часов беспрерывной работы. Если веровать справочникам, на 1 кг расплавленного сплава перепадает 1100 гр углекислого газа и 1350 гр сварочной проволоки. При помощи этих данных можно найти пропорцию соотношения углекислого газа и проволоки. На 1200 гр проволоки расходуется приблизительно 1 кг углекислоты в водянистом виде.
[stextbox 24 кг углекислого газа хватит на 29 кг сваренного металла.[/stextbox]
Исходя из статистики можно сказать, что почти всегда эти данные соответствуют действительности.
| Удельный расход газа (углекислый газ либо смесь Аргона и углекислого газа) при сварке | |||
| Поперечник проволоки, мм | Спектр силы тока, А | Расход газа | |
| м 3 /с *10 4 | л/мин | ||
| 0,8 | 60-120 | 8-9 | |
| 1,0 | 60-160 | 1,33-1,5 | 8-9 |
| 1,2 | 100-250 | 1,5-2,0 | 9-12 |
| 1,4 | 120-320 | 2,0-2,5 | 12-15 |
| 1,6 | 240-260 | 2,3-2,5 | 14-15 |
| 1,6 | 260-380 | 2,5-3,0 | 15-18 |
| 2,0 | 240-280 | 2,5-3,0 | 15-18 |
| 2,0 | 280-450 | 3,0 – 3,33 | 18-20 |
Газовые консистенции

Подробнее о консистенциях — у их есть определенный ряд преимуществ перед незапятнанными очами а конкретно:
- маленькое разбрызгивание сплава;
- отменная глубина проплавки;
- низкая степень деформации;
- уменьшенное потребление проволоки;
- стремительная скорость сварки;
- высочайшая эффективность исходя из убеждений КПД.
Какие бывают консистенции?
- Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровненький, гладкий шов, без оксидной плёнки. Отлично ведет взаимодействие с тонкими поверхностями, ведь не деформирует их.
- Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает маленький уровень шва и резвую скорость сварки. Варить можно материалы хоть какой толщины в любом режиме (в том числе и в автоматическом).
- Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания сплава. Подступает для сварки поверхностей, толще 9 мм.
В итоге выбор консистенции будет зависеть лишь от определенного режим работы. Если сварка происходит в автоматических критериях, то лучше выбирать смесь НП-2 либо незапятнанный Аргон. Если сварка происходит вручную, то придется выбирать меж НП-1 и НП-3. Дальше всё зависит от толщины сплава который будет свариваться.
Для промышленных компаний и больших партий сварок нередко разрабатывается собственные смесь, которая удовлетворяет непосредственно условиям изделия. Такие консистенции на рынке почаще стоят намного дешевле обыденных, но получать их можно лишь на собственный ужас и риск, поэтому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю необходимо куда-то спихнуть остатки.
Заключение

Возлагаем надежды, что наша статья поможет для вас разобраться в процессе сварки при помощи автоматических устройств, либо как минимум не переплатить в этом случае, если вы заказываете сварку у профессионалов.
- для успешной сварки 2-ух поверхностей необходимо найти, могут ли они быть сварены при помощи автоматического устройства;
- дальше необходимо высчитать расход газа и верно высчитать условия работы. Неправильные характеристики не только лишь замедлят процесс сварки, а и могут привести к порче поверхностей;
- также необходимо верно найти вид газа, который будет употребляться при сварке. И у инертных и у незапятнанных газов есть свои достоинства, и любой подойдёт для определенного метода.
Если опосля чтения нашей статьи вы всё ещё не убеждены в собственных силах, то можно испытать сварить парочку не ответственных деталей либо ненадобных поверхностей, чтоб проверить способности, приобретенные в процессе чтения.
Газ для автоматической сварки: виды и индивидуальности
Часто сварочный полуавтомат употребляют в связке с проволокой без защитной среды, которая характерна электродам. При всем этом возникает опасность негативного воздействия кислорода на сварочную ванну. Попадая из атмосферы кислород усугубляет свойство сварного шва, а само соединение ненадежно и просто подвержено механическому действию.

Этих проблем реально избежать методом изоляции сварочной ванны при помощи газа. Естественно, вы сможете применить способ обмазки электрода и употреблять его, но связка проволока+газ еще эффективнее. В данной нам статье мы тщательно поведаем, какой газ использовать при сварке полуавтоматом, где он применяется и какие плюсы есть у такового способа сварки.
- Область внедрения защитного газа для сварки полуавтоматом
- Какой газ нужен для сварки полуавтоматом
- Аспекты выбора
- Разработка сварки
- Индивидуальности выполнения сварки под газом
- Достоинства сварки при помощи газа
- Заместо заключения
Область внедрения защитного газа для сварки полуавтоматом
Область внедрения защитного газа широка: без него нереально представить процесс сварки автоматическим сварочным аппаратом (не считая тех случаев, когда используется самозащитная проволока), газ обширно используется в авторемонтных мастерских, также в цехах для сборки сложных конструкций из цветного сплава. Не считая того, на большинстве металлургических компаний и заводов используется автоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ употреблять для автоматической сварки, необходимо заблаговременно знать виды и характеристики всякого из газов, применяемых в работе сварщика. Часто употребляются последующие газы:
- Ацетилен. Это самый всераспространенный сварочный газ, получивший свою популярность благодаря неплохим чертам. От остальных газов он различается тем, что владеет самой высочайшей температурой горения, из-за что его часто употребляют даже для резки сплава. Ацетилен добывается методом хим взаимодействия воды и углеродистого кальция, для его производства нередко употребляются особые генераторы. Направьте внимание, что углеродистый кальций в составе ацетилена склонен к завышенному поглощению воды из атмосферы, так что соблюдайте сохранность при хранении этого вида газа. Ацетилен легче воздуха, прозрачный, но при этом его просто отличить по резкому специфичному запаху.
- Водород. Наименее пользующийся популярностью вид газа, но все таки использующийся для сварки стали и узкого алюминия. Он не имеет аромата и цвета, но при этом считается весьма взрывоопасным из-за собственной главной индивидуальности: при смешивании с кислородом водород начинает интенсивно пылать и преобразуется в гремучий газ. По данной нам причине смотрите за давлением водородных баллонов, оно не обязано превосходить 15 мегапаскалей. Водород создают так же, как ацетилен, при помощи генераторов. Но кроме генератора водород можно добыть при помощи синтеза воды, когда кислород и водород делятся.
- Коксовый газ. Вещество, не имеющее цвета, с мощным сероводородным запахом. На самом деле собственной, это просто побочный продукт, получаемый при производстве кокса (который, в свою очередь, добывается из каменного угля). От остальных газов различается относительной сохранностью, его можно перемещать даже через трубопровод. Применяется изредка в силу специфики черт.
- Природные газы. К ним относят метан, пропан и бутан, они все употребляются в сварочных работах, при том довольно нередко. Они подступают для выполнения большинства задач сварщика, стоят дешево и их просто отыскать в любом городке. Хранить и перемещать природные газы довольно просто, не надо волноваться о вероятном взрыве. Природные газы добывают из газовых месторождений, их генерация невозможна в искусственных критериях.
- Пиролизный газ. В отличие от водорода либо ацетилена его не надо генерировать, газ создается фактически сам собой во время распада нефтепродуктов, в состав которых заходит. Часто применяется для пайки, сварки и резки тонких сталей. Его транспортировка осуществляется так же, как и в случае с коксовым газом: по трубопроводу. У пиролизного газа есть один значимый недочет: его внедрение приводит к образованию коррозии на горелке. Потому мы не советуем употреблять его на неизменной базе.
Аспекты выбора
На какие аспекты опираться при выборе газа для сварки? До этого всего, направьте внимание на показатель температуры, который может обеспечить любой вид газа. От этого показателя почти во всем и зависит выбор того либо другого вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В вебе можно просто отыскать таблицы с чертами всякого из видов газов.

Направьте внимание! Если вы выбираете вещество и понимаете, что будете хранить его длительно, то дайте предпочтение готовым газам. Не добывайте газы при помощи генератора. Эта изюминка неактуальна, если вы планируете недолго хранить избранный газ.
Разработка сварки
Разработка сварки при помощи газа будет схожей и в случае с внедрением сварочной консистенции, и в случае с внедрением углекислоты. Ниже вы сможете созидать таблицу с рекомендуемыми режимами сварки в углекислоте.

При газовой сварке очень принципиально соблюдать технику сохранности. Перед работой непременно проверьте все составляющие, их работоспособность и исправность. В особенности это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен стопроцентно заполнять сварочную ванну, лишь в этом случае его применение даст подходящий итог.
Индивидуальности выполнения сварки под газом
Перед тем, как приступить к работе, учтите последующие принципиальные индивидуальности. Достигнуть лучшего свойства сварных швов можно только в этом случае, если на сварочном аппарате верно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в согласовании с той задачей, которую нужно выполнить. Тут не получится отыскать всепригодный способ.
Учтите, что свариваемые поверхности будут достаточно медлительно греться и охлаждаться. Потому необходимо регулировать температуру пламени, если вы свариваете железные либо титановые детали. Температура регулируется в согласовании с положением пламени и меняется совместно с углом наклона.

Для кузовных сварочных работ либо сваривания трубопровода на улице лучше употреблять баллоны с наименьшим давлением, это упрощает сварку. В свою очередь, баллоны с высочайшим давлением очень эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется употреблять проволоку с кремнием и марганцем в составе. В сварочных эталонах строго указаны марки проволок, применяемых при сварке полуавтоматом. Расход проволоки необходимо надзирать прямо во время работы и подавать сразу совместно с газом. Это обеспечивает малое воздействие кислорода на свойство готового шва.
Достоинства сварки при помощи газа
Хоть какой избранный вами газ, применяемый при сварке полуавтоматом, даст последующие доп достоинства:
- Свойство сварного шва станет приметно лучше, а его механическая надежность, пластичность и плотность возрастет в разы.
- Производительность труда сварщика возрастает, а означает и эффективность сварочных работ становится выше.
- Хоть какой сплав начинает расплавляться еще резвее, сберегая время и ресурсы, при этом фактически не разбрызгивается в процессе работы.
- Сварщик получает размеренную дугу, по этому работать легче.
- Фактически нет задымления.
Заместо заключения
На данный момент автоматическое сварочное оборудование используется фактически везде, начиная от личных умельцев и заканчивая большими предприятиями. Мы уже узнали, что газ безупречен конкретно для автоматической сварки, он улучшает свойства готового шва и обеспечивает надежность сварного соединения. Но для хорошего результата принципиально избрать газ, пригодный конкретно для ваших сварочных работ. Также любой сварщик должен знать аспекты хранения и внедрения газов, чтоб избежать злосчастных случаев.
Внедрение сварочного полуавтомата в связке с газом обеспечивает высочайшее свойство работы. Естественно, себестоимость сварочных работ с внедрением газа может показаться завышенной, но учитывайте, что газ расширяет ваши способности и дозволяет сваривать фактически любые сплавы. Часто конкретно мастера употребляют в собственной работе газ, поэтому что сварка при помощи полуавтомата просит высочайшей квалификации, но ничто не мешает новенькому испытать этот способ сварки. Хотим фортуны!



























