Как выбрать сварочный полуавтомат для гаража?
Как выбрать сварочный полуавтомат для гаража?

Сварочный полуавтомат для гаража
Выбирая сварочный полуавтомат для гаража, все сварочные работы у вас будут перекрываться проволокой поперечником 0,8 мм. Для вас трудно будет отыскать в гаражных работах толщины, требующие большего поперечника проволоки. Данный факт отсекает значительную часть сварочного оборудования и верно гласит нам, что все-таки все-же необходимо для гаражных работ. Естественно, можно взять наиболее мощнейший полуавтомат либо заместо подключения на 220 В — употреблять 380 В, но это будет в этом случае равносильно покупке КАМАЗа для перевозки одной тонны груза. Большая часть потенциала оборудования просто не будет употребляться.
Итак, для гаража довольно употреблять сварочную проволоку 0,8 мм., спектр сварочного тока от 60 до 110 Ампер зависимо от толщины свариваемого сплава. Этого спектра хватит, чтоб сваривать толщины от 0,8 до 2,0 мм.
Сварочные полуавтоматы 160-200 Ампер то, что нужно для гаража.




Автоматическая сварка
Автоматическая сварка – это метод сварки автоматическим аппаратом, она же Миг-Колдун сварка. Автоматом идет подача проволоки, а человек контролирует процесс сварки. Отсюда и заглавие — полуавтомат, часть обязательств на аппарате, часть на сварщике. Сварщик надавливает на клавишу сварочной MIG горелки, и сварка начинается автоматом, человек сформировывает сварочный шов вручную. Вот так.
Сварочный рукав полуавтомата
Рукав сварочного полуавтомата либо горелка для полуавтомата — это механизм для подачи проволоки, защитного газа и сварочного тока к месту сварки. Рукав состоит из ручки, которую держит в руках сварщик. На ней размещена клавиша запуска цикла сварки. Из ручки выходит железный гусак, на котором размещено газовое сопло, наконечник и держатель наконечника.
Данные детали нужны для подвода сварочного тока к проволоке и сотворения газовой защиты шва. С оборотной стороны ручки есть шланговый пакет, снутри которого, канал для проволоки, рукав для газа и силовая жила для подачи сварочного тока к наконечнику. В горелках с жидкостным остыванием в шланговом пакете еще находятся рукава для подвода и отвода охлаждающей воды.
Пакет шлангов почаще всего бывает длиной 3, 4 и 5 метров. Есть варианты с большей длиной, но для подачи проволоки на длину наиболее 5 метров нужен тянущий механизм в ручку горелки. Шланговый пакет присоединяется к полуавтомату несколькими методами. Более всераспространен — евро-разъем. При всем этом методе пакет имеет на конце особый узел, в который собраны все концы рабочих частей. Он вставляется в ответную часть на аппарате. Такое соединение всепригодное для всех евро-разъемов, что весьма комфортно. Есть метод подсоединения, когда все составляющие шлангового пакета заводятся вовнутрь сварочного полуавтомата. Это наиболее дешевенький метод, но не удачный для резвой подмены горелки. Еще есть несколько методов, схожих на метод «евро-разъема». Они разработаны конкретно отдельными производителями сварочного оборудования и внедрены лишь на аппаратах бренда.
Как выбрать сварочный полуавтомат?

Приобрести сварочный полуавтомат за доступные средства – это полностью настоящая задачка. Сварочные полуавтоматы непревзойденно подступают для сварки тонких материалов. Обеспечивают высококачественные швы и высшую производительность благодаря механизму автоматической подачи проволоки. Чтоб вы могли подобрать недорогую модель, пригодную для ваших целей, мы разглядим несколько фаворитных моделей: на что способна любая из их и для каких задач применяется.
Комбинированные полуавтоматы
Сварка под защитой газа – весьма всераспространенный способ, который употребляется для проведения кузовных работ, монтажа металлоконструкций и т.д. Зависимо от технических черт выделяют бытовые и проф комбинированные сварочные полуавтоматы. Разглядим их способности на примере определенных моделей.
Для бытового использования советуем направить внимание на модель сварочного полуавтомата Размер СВА-180А/МОНО-М 00000030286. Хороший выбор для работы в гараже либо маленькой мастерской.
Достоинства: при помощи этого аппарата вы можете соединять детали суммарной шириной около 1,5 – 2 мм, к примеру, приварить петли к воротам в гараже. Работает от обыкновенной однофазной сети на 220 В. На фронтальной панели есть особый индикатор сети, который пылает, если устройство подключено к источнику питания: вы постоянно будете знать, что не появилось перебоев с подачей электроэнергии в гараже либо мастерской. Индикатор перегрузки, также расположенный на фронтальной панели, покажет, когда аппарату нужно отдать отдых.
Одним из огромных плюсов данной для нас модели является комплектация. Маска сварщика поставляется в комплекте – для вас не придется получать ее раздельно. Не считая того, совместно с устройством вы получаете щетку-молоток, которая непревзойденно счищает шлак со шва опосля выполнения работы.
Проф сварочное оборудование различается большей силой сварочного тока, а как следует, шириной соединяемых деталей. Посреди аппаратов для проф внедрения стоит выделить Барс Profi MIG-357 DT2 380 В СВ000007423.

Достоинства: вы сможете выбрать один из 2-ух методов сварки, которые производит эта модель – MIG/MAG либо MMA. Можно варить детали из таковых металлов, как никель, алюминий, титан (бывалые сварщики знают, что создать это весьма тяжело). Общая толщина соединяемых деталей составляет 10 мм. Длительность включения – 60%, что обеспечивает 6 минут непрерывной работы и всего 4 минутки отдыха. В этом принципиальное отличие от большинства бытовых устройств, которые работают 1,5 – 2 минутки, а позже им нужен отдых 7,5 – 8 минут.
Панель управления устройства вооружена 3-мя индикаторами: сети, перегрева и перегрузки. Для вас довольно 1-го взора, чтоб осознать, не появилось ли заморочек с подачей электроэнергии, не перенагрелся ли аппарат и не очень ли огромную нагрузку ему дали. Это дозволит избежать неожиданных перебоев в работе и износа деталей из-за перегрева. Цифровой амперметр и вольтметр показывают значения силы тока и напряжения, потому вы будете смотреть за текущими рабочими параметрами. Если появилась необходимость прирастить либо уменьшить их значение, для этого предусмотрен регулятор сварочного тока (для способа ММА).
Для работы самозащитной проволокой
Сварка под флюсом по сопоставлению с иными способами в почти всех вариантах удобнее. Отсутствие газового баллона устраняет сварщика от хлопот, связанных с его приобретением и хранением. Самозащитную проволоку отлично употреблять для работ на приусадебном участке – на дачу необходимо отвезти лишь сварочный аппарат и расходные материалы.

На вариант, если у вас совершенно нет опыта в сварочном деле, подойдет латвийский аппарат инверторного типа Ресанта САИПА 165.
Достоинства: работает с флюсовой проволокой поперечником от 0,6 до 0,9 мм, а с учетом наибольшего значения сварочного тока вы сможете сварить детали общей шириной 1,5 – 2 мм. Это лучший параметр для бытовых целей, к примеру, чтоб соединить два профильных листа для забора либо ворот. Работает устройство от однофазной сети 220 В, что обеспечивает его беспроблемное подключение. На фронтальной панели сварочника находятся две клеммы: с помощью их можно стремительно и накрепко подключить кабели для предстоящей работы, исключив при всем этом утраты тока. Если вы заработались и не увидели перегрева устройства, то автоматическая система отключит аппарат за вас.
Для проф целей подойдет ELITECH АИС 200ПНС.
Достоинства: на свое усмотрение вы сможете выбрать один из 3-х режимов сварки – MIG/MAG, TIG и MMA. Для вас под силу будет совладать с деталями из хоть какой стали, чугуна, цветных металлов, в том числе алюминия, который тяжело поддается сварке. Две детали суммарной шириной 10 см не станут для вас неувязкой.
Аппарат произведен по инверторной технологии, а означает, владеет полезными функциями. Hot Start – сначала работы на короткий срок возрастает сила тока, что дозволяет просто выполнить розжиг дуги. Antistick не дает электроду прилипнуть к детали, а означает, получится избежать недлинного замыкания устройства. Функция Arc Force неподменна в случае, если электрод очень приблизился к поверхности детали. Тогда увеличивается сила тока, и электрод легче отвести от поверхности. На фронтальной панели сварочного аппарата размещаются цифровые экраны, на которых показываются текущие рабочие характеристики силы тока и напряжения. Комфортно наращивать либо уменьшать значение силы тока. А чтоб пыль и брызги сплава не попали на устройства контроля и управления, панель закрыта защитным экраном.
Новеньким рекомендуется
Тем, кто начинает осваивать премудрости работы с полуавтоматом, рекомендуем направить внимание на модель СОРОКИН 12.2. Используя ее, вы получите первичные способности сварки в среде защитных газов.
Достоинства: подключается к бытовой сети на 220 В и подступает для работы с тонкостенными материалами, к примеру, починить санки для малыша либо даже создать маленькую детскую карусель. На панели управления производитель предугадал регулятор силы тока. С его помощью вы сможете выставить такое значение этого параметра, которое нормально подступает к свариваемым деталям. ПВ составляет 10%, а означает, работать сиим оборудованием можно 1 минутку, дальше аппарат должен отдыхать 9 минут. Чтоб избежать досрочной поломки от перегрева из-за долговременной работы, в аппарате предусмотрена защитная система. Она автоматом прекращает работу устройства.
Сравнительная таблица технических черт сварочных полуавтоматов
| Технические свойства | Размер СВА-180А/МОНО-М 00000030286 | Барс Profi MIG-357 DT2 380 В СВ000007423 | Ресанта САИПА 165 | ELITECH АИС 200ПНС | СОРОКИН 12.2 |
| Мощность, кВт | 4,8 | 14 | 4,8 | 5,9 | 2,4 |
| Наибольший ток, А | 180 | 350 | 160 | 200 | 90 |
| ПВ на наивысшем токе, % | 20 | 60 | 70 | 25 | 10 |
| Поперечник проволоки/электрода, мм | 0,8 – 1,2 | 2 – 5 / 0,8 – 1,2 | 0,6 – 0,9 | 0,6/0,8/0,9/1 | 0,8 |
| Напряжение сети, В | 220 | 380 | 220 | 220 | 220 |
| Габариты, мм | 800x435x600 | 595х285х438 | Не указывается производителем | 470х210х380 | 460x235x385 |
| Вес, кг | 47,9 | 70 | 11,5 | 13,5 | 14,2 |
В обзоре мы разглядели более нужные сварочные полуавтоматы. Посреди их вы сможете отыскать как модели для новичков, которые дозволят проводить в гараже легкие работы, так и проф агрегаты, рассчитанные на работу с толстыми деталями из цветных металлов. Если модели, рассмотренные в статье, для вас не подошли, позвоните по телефону 8-800-333-83-28. Менеджер поможет подобрать оборудование и скажет сроки доставки продукта в ваш город.
Какой сварочный полуавтомат выбрать для кузовных работ
Какой сварочный полуавтомат лучше приобрести для гаража, все они такие различные?! Этот вопросец задаете для себя в крайнее время весьма нередко.
Побеседуем про автоматический сварочник, он варит проволокой с применением защитных газов и без.
Транс либо инвертор
Разглядим плюсы и минусы трансформаторного и инверторного сварочного оборудования. Достоинства и недочеты всякого из их, посодействуют для вас обусловится с выбором.

Трансформаторный полуавтомат имеет на фронтальной панели обыкновенные регулировки:
- скорость подачи проволоки;
- мощность — 1, 2, 3 и т.д. это ступени переключения по ним сварщик ориентируется на толщину сплава. К примеру для сварки сплава 3 мм, выставляют на аппарате 4 либо 5 (у всякого свои опции);
- почти все трансформаторы имеют пуско-зарядное устройство (комфортная функция для авто).
Транс состоит из трансформатора, диодов для выпрямления напряжения, резисторов и тиристоров, механизма подачи проволоки.
Минусы трансформаторных полуавтоматов:
- огромные габариты и вес;
- чувствительны к просадке напряжения в сети. К примеру, при снижении напряжения, сварщик добавляет мощность на аппарате и продолжает работу. При повышении напряжения, мы получаем прожог сплава;
- едят напряжение, просаживая сеть, по улице моргает свет у всех (соседи выражают недовольство).
Для местности, где пониженное напряжение нередкое явление, лучше брать инвертор. Но в случае, если вы не варите в зимнее время.
- сжечь трансформатор тяжело, необходимо весьма попытаться.
- не опасается пыли, воды, температуры. Можно варить круглый год.
Инверторный сварочный полуавтомат для кузовных работ
- нет пуско-зарядного устройства;
- электроплаты собирают пыль, что уменьшает долговечность аппарата;
- много деталей, неважно какая может выйти из строя;
- инвертор отрешается работать при минусовых температурах.
- плавная регулировка мощности с цифровым экраном;
- высококачественный шов, аппарат сглаживает скачки напряжения;
- маленькой вес;
- варит при пониженном напряжении и длинноватом удлинителе;
- экономично расходует электроэнергию;
- наиболее высочайший КПД по сопоставлению с трансформатором.
Вывод: опасается сырости, пыли и холода, но при бережном уходе инвертор прослужит длительно.
Видео:
Полезные советы
Итак, вы обусловились с выбором. На что ещё направить внимание, при покупке полуавтомата для гаража:
- Горелка самая изнашиваемая часть, она обязана сниматься, иметь евроразьем. Интегрированная горелка рассчитана на наибольший ток 130 А.
- Возможность подмены полярности. На массе плюс, на горелке минус для сварки при помощи порошковой проволоки, без баллона углекислоты. Порошковая проволока с наполнителем снутри, просит оборотной полярности.
Клемма минусового зажима с завода идет с пружиной, её лучше поменять. Купите клемму, где две части соединены специальной шиной. Так вы уменьшите падение тока и утрату упругости пружины.

Итак, какой сварочный полуавтомат выбрать для ремонта кара? Обладатели трансформаторов говорят, что лучше их оборудования ничего нет, а владельцы инверторов молвят оборотное. Выбор за вами!
Наилучший вариант — приобрести транс и инвертор. Инвертор использовать в теплое время года, а трансформатор в зимнюю пору.
Видео:
Как варить кузовной сплав
Любой автослесарь подбирает опции оборудования под себя. К примеру, для 1 мм русского сплава и 0.7 мм иномарочного на трансформаторном аппарате выставляют мощность на 1 либо 2. Подачу проволоки в среднее значение. Давление с баллона на полуавтомат 0.1 МПа.
Перед работой, сплав кара очищается от краски, грунта и ржавчины. Выставляется обычная подача проволоки:
- При низкой подаче, шов выходит нехороший.
- При наибольшей подаче, шов похож на бугор, идет перерасход проволоки.
- Наилучшее значение выхода проволоки из горелки до сварочной поверхности 1 см.
Видео:
Отзывы потребителей
[lt_alert style="blue"]«Купил полуавтомат сварочный для кузовных работ Ergus i-Mig 195 8 месяцев вспять. Стоимость была 15 000 руб.

Использую в автомастерской на полную, весьма рад приобретению. Инвертор обустроен EURO разъемом для подключения 3-х метрового пистолета BINZEL. Для удобства работ, устройство имеет клавишу протяжки проволоки. Также, находятся регулировки напряжения и сварочного тока.
Подкатушечник с регулировкой тормоза дозволяет установить бухту массой 5 кг. Механизм подачи проволоки собран из стальных изделий. В корпусе есть контакты изменяющие полярность для сварки с порошковой проволокой.
На аппарате установлен быстросъемный контакт зажима массы сечением 25 кв.мм. Замечу, когда длительно варишь на наибольших значениях, то происходит перегрев быстросъема и неспешное выгорание. Вот таковой небольшой недочет, в остальном полный порядок».
Николай Рытов, 33 года, Чита.[/lt_alert]
[lt_alert style="orange"]«Заполучил 2 года вспять за 12 000 руб инверторный полуавтомат Eland MIG 200.

Минусы: интегрированная горелка на 1.5 метра, слабенькая для больших работ. Горелка очень нагревается. Маленький рукав доставляет много неудобств при сварке. Желал переоборудовать аппарат, установить евроразъем и приобрести пистолет другого производителя. Но, оказалось, что механический клапан подачи газа стоит в горелке, а не на оборудовании.
Быстросъемный контакт массы имеет сечение 25 кв.мм, что плохо сказывается на сроке службы. Полуавтомат не оборудован сменой полярности, порошковой проволокой не поваришь. Поменять проволоку неловко, малеханькое внутреннее место. Подающее устройство уже ломалось (пластик), пришлось брать другое».
Никита, 29 лет, Саратов.[/lt_alert]
[lt_alert style="red"]«Заполучил 9 годов назад дешевенький сварочный полуавтомат для кузовных работ Циклон ПДГ 200.

Плюс аксессуара: варит проволокой и электродом. Правда при электросварке, агрегат нагревается (отсутствует кулер). При работе с проволокой заморочек перегрева нет.
На фронтальной панели аппарата находится таблица с опциями переключателя напряжения зависимо от поперечника проволоки. За период эксплуатации были поломки:
Чинил регулятор подачи проволоки и подающий ролик. Менял горелку, евроразъема у меня нет, пришлось проявлять изобретательность. Современные Циклоны обустроены евроразъемом и доборной функцией: режимом запуска и прогрева +12В.
Трансформаторный полуавтомат в гараже вещь подходящая. Думаю прикупить ещё для ремонта кара современное инверторное устройство».
Сергей, 40 лет, Владивосток.[/lt_alert]
Видео:
При поиске сварочных инверторов случаются казусы. Можно приобрести заместо инверторной установки — трансформаторную. Инспектируйте информацию о модели на веб-сайте производителя.
Как выбрать сварочный полуавтомат
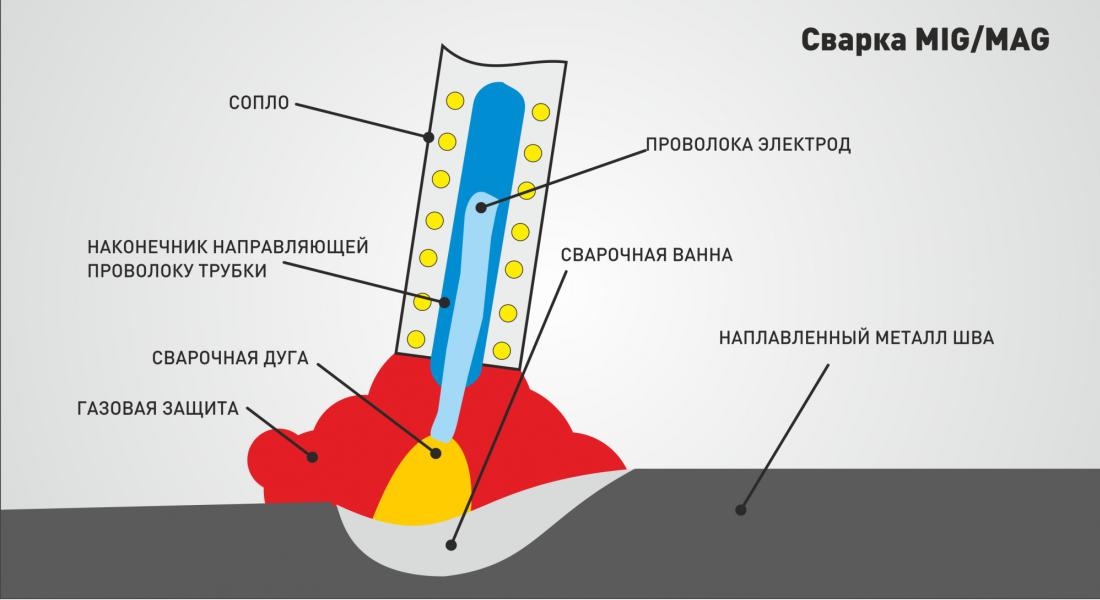
Сварка MIG-MAG, она же сварка при помощи полуавтомата, самая всераспространенная посреди экспертов и по популярности равномерно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот способ, 1-ое с чего же необходимо начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Ординарными в освоении аппаратами для бытовых нужд,
- Технологичными устройствами с синергетическим режимом опции для строй задач, , участвующими в производственных действиях.

Для начала выясним:
- В чем приемущество сварки в автоматическом режиме.
- Главные характеристики сварочного полуавтомата.
- Что означает сочетание «синергетическое управление».
- Нужный набор девайсов для работы с MIG-MAG сваркой.
Преимущество автоматической сварки
- Основное — высочайшая производительность. Протяженный безостановочный сварной шов становится вероятен благодаря повсевременно подающейся проволоке. Не требуется останавливать процесс, чтоб поменять электрод.
- При MIG-MAG сварке доступны соединения различных видов металлов и разных толщин заготовок: к примеру соединение листовых сталей происходит стремительно и отменно, стык просит минимум обработки в последствии, и практически, готов к расцветке.
- Последующее преимущество — простота процесса. Базисные способности просто и стремительно освоит начинающий спец.
- При автоматической сварке можно работать в любом пространственном положении и комфортно надзирать формирование сварочного шва.

Ограничения в работе с способом сварки MIG-MAG
Малый набор MIG-MAG сварщика не различается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Свойства аппарата MIG-MAG (полуавтомата)
Выбор следует созодать опосля точного осознания грядущего списка задач, где будет применяться сварочный полуавтомат: опосля этого покажется осознание требуемой мощности, силы тока и комплектности устройства.
Сила тока
Основной параметр посреди полуавтоматов, так как от него зависит толщина обрабатываемого сплава. При типе сварке MIG-MAG значение имеют малые и наибольшие характеристики.
Наибольшая сила тока автоматического аппарата в прямой зависимости с шириной сплава, которую способен прожечь. Большая сила тока значит, что доступна большая толщина проплавляемого материала.
Когда требуется соединить заготовки с минимальными толщинами, стоит направить внимание на малые значения сварочных токов. К примеру, сварить бак из листовой стали и не прожечь насквозь стены будет может быть, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При всем этом сварочник поддерживает некоторый уровень тока в спектре 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты меж проволокой и деталью.
Высочайшее значение тока на холостом ходу значит наиболее легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для маленьких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах необходимы аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт обязаны иметь сварочные машинки для производств.
Оборудование следует подбирать беря во внимание предстоящие работы. Хотя автоматическому сварочному аппарату доступны разные толщины сварочной проволоки, чтоб произвести ее подмену, будет нужно перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший поперечник сварочной проволоки дозволит сформировывать крепкое соединение на заготовках из наиболее толстого сплава.

Процент перегрузки
Длительность включения сварочного полуавтомата, не наименее принципиальная черта чем сварочный ток.
По принятому эталону за базу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и показывает время неизменной работы в этом цикле на наивысшем токе до полного отключения от перегрева. В итоге, принципиально в котором интервале способен работать аппарат. Данные указывают в процентах.
Высочайшие значения полезной перегрузки, обычно, заинтригуют экспертов сварщиков, использующих оборудование в технологических действиях.
В среднем, мастеру не требуется работать без остановки наиболее 5 минут: нужны перерывы в каких подготавливаются и подгоняются заготовки.
Синергетические опции
Автоматические сварочные аппараты по способу управления делятся:
-
— когда аппарат сам регулирует напряжение для действенной работы и мастеру необходимо только задать пару характеристик. Комфортная функция для начинающих сварщиков или мастеров для которых сварочные работы не неизменное занятие.
- С ручными опциями. Для продвинутых сварщиков, способных без помощи других верно выставить опции под всякую задачку.
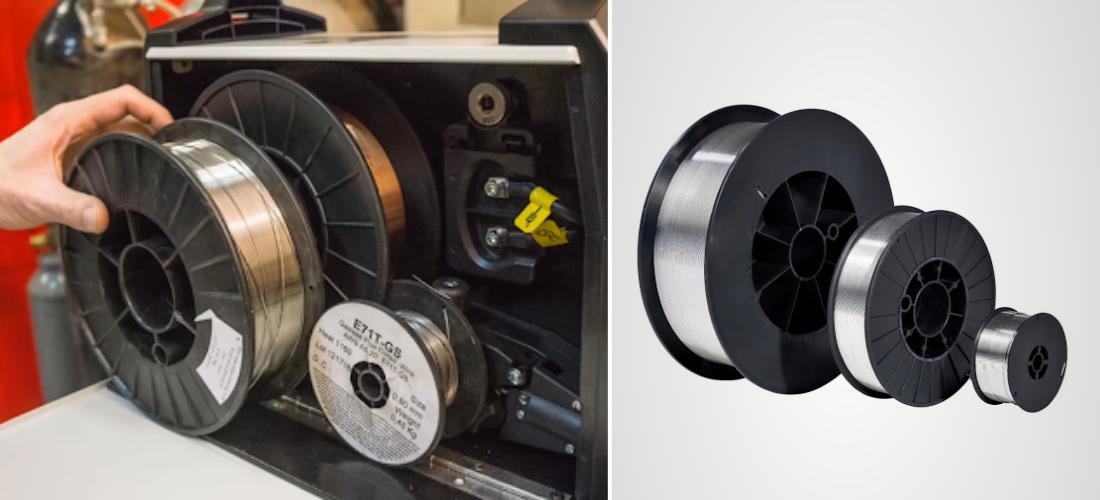
Сварочная проволока
В MIG-MAG сварке употребляется проволока со сплошным сечением, чтоб варить с внедрением газа, также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выбирании аппарата будьте внимательны: не многим моделям доступна работа с разными видами проволоки.
Доп функции
Кроме главных способностей сварочный агрегат MIG-MAG быть может обустроен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Всепригодные машинки имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, дюралевых сплавов, высоколегированных сталей. Нужны сначала в кузовных работах.
Перечисленные выше дополнения значительно расширят список доступных задач, но, усложняют систему и безизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов быть может большая разница в весе: маленькие малогабаритные машинки для мастерской и гаража весят 12-15 кг, в то время как промышленные эталоны с полным комплектом вспомогательных устройств будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок остывания, выносной механизм подачи проволоки крепятся на специальной телеге, которую комфортно перемещать в пространстве цеха либо мастерской.

Механизм подающий проволоку
Эта часть полуавтомата быть может встроена в корпус, если это малогабаритный вариант для гаража. При выбирании лучше узнать заблаговременно какие поперечникы катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи дозволит делать задачки на удалении от основного агрегата. Выносной механизм почаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для определенных целей.
Допустим, что сварочного опыта не достаточно, и осознаем, что работать будем временами.
В гараже либо мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — более пригодный показатель для схожих задач.
Показателя холостого хода в 40-70 Вольт будет довольно.
Полезной перегрузки в 40% хватит, чтоб сформировывать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Доп сварочное оборудование
Перед тем как приступить конкретно к работе нужно доукомплектовать рабочее пространство:



























