Как верно варить потолочный шов электросваркой? Различные рабочие методики
Как верно варить потолочный шов электросваркой? Различные рабочие методики!
Вопросец о том, как варить потолочный шов, интересует даже почти всех экспертов в области сварки, что уж гласить о новеньких.
Основная неувязка кроется в самом пространственном положении. Сварщику приходится работать в неловкой позиции, подняв руки ввысь, а это провоцирует резвую утомляемость. Существует риск стекания расплава, что чревато не только лишь получением ожога из-за разбрызгивания, да и формированием плохого шва.
Чтоб получить неплохой итог, нужно подойти к выполнению данной работы с надлежащими познаниями и способностями.
Применяемое оборудование
Работа может вестись как инвертором, так и обыденным трансформатором. Вне зависимости от избранного устройства, следует несколько уменьшить силу тока, ее значение обязано быть приблизительно на четверть ниже, в сопоставлении с подобными работами, выполняемыми на полу.
Например, надежное соединение 5-миллиметровых пластинок можно получить, установив силу тока на 100 Ампер.

Лучший поперечник электродов – 3-4 мм, не больше.
Перед началом работ они кропотливо просушиваются. Это минимизирует разбрызгивание, также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника сохранности
Сварка в потолочном положении – томная работа, при выполнении которой непременно необходимо соблюдать меры сохранности. Смотрятся они последующим образом:
- Одежка – уплотненная спецовка, перчатки с длинноватыми манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк обязана быть с определенным припасом, потому что капли расплавленного сплава, ударяясь о пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и воды следует удалить из рабочей зоны.
- При отбивании шлака необходимо надеть очки, чтоб маленькие частички сплава не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мускул шейки и рук.
Принципиально! Нужно отметить, что если предполагается сварка в помещении с завышенным уровнем влажности, новеньким за нее лучше не браться. Это небезопасно и тяжело даже для экспертов с огромным опытом.
Секреты работы
Сварка потолочного шва электродами ведется с применением неких “приемов”, упрощающих процесс, повышающих свойство готового результата:
- работать лучше недлинной дугой, это увеличивает точность;
- держать электроды лучше с маленьким отведением вбок, это понижает возможность растекания наплавленного сплава;
- ширина шва не обязана быть больше поперечника применяемого электрода;
- шов ведется “на себя”. Таковой подход дает возможность надзирать его свойство и состояние, также подобрать более удобный рабочий темп.
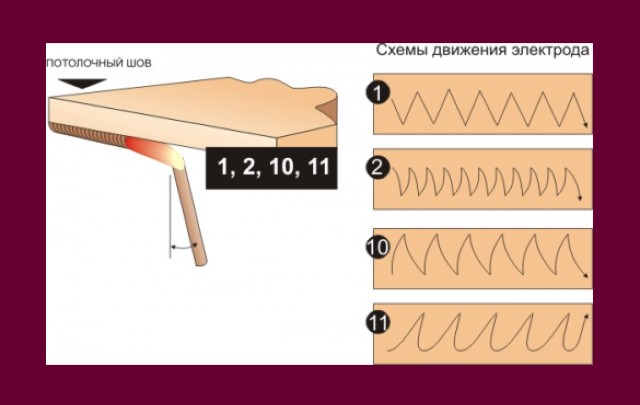
Рабочие методики
Работа дуговой сваркой может производиться в последующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в границах от 90 до 130 градусов. При движении мастер вроде бы обрисовывает элементами полумесяцы.
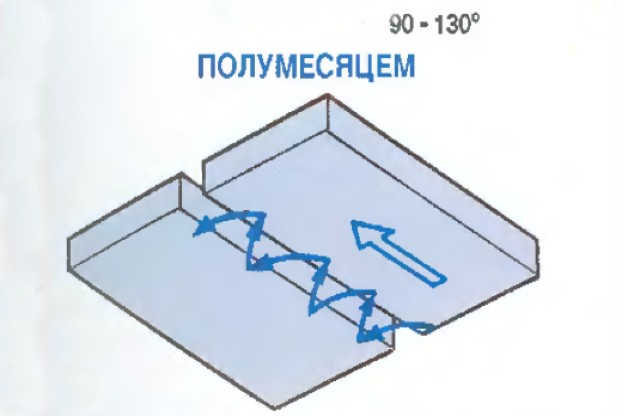
Практика указывает, что таковой способ нормально подступает для начинающих сварщиков.
Да, временные издержки здесь достаточно высоки, что разъясняется необходимостью формирования шва в несколько проходов, зато точность очень высока и нет каких-то сложностей. Спецу довольно смотреть за тем, чтоб:
- скорость сварки не была очень высочайшей;
- не сформировывать валики большенный толщины, провоцирующие растекание наплавляемого сплава.
2. Назад-поступательная техника. Тут также предстоит приготовиться к тому, что работа окажется однотонной и не резвой, придется пройтись по шву пару раз.

Поначалу формируется главный, корневой шов, для которого употребляется электрод шириной 3 мм. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в границах от 90 до 130 градусов.
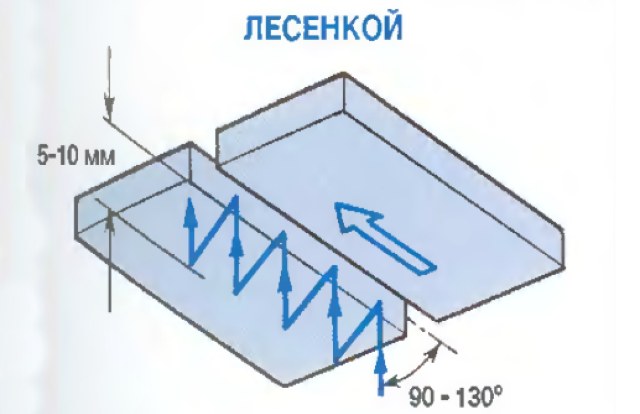
В процессе работы элемент отводится в сторону, что дозволяет исключить возможность растекания наплава. Сварщик ожидает, пока сплав остынет, опосля чего же продолжает процесс. Если необходимо получить длиннющий сварной шов, то таковой метод – наилучший вариант.
Правила и требования
Осознать, как верно варить потолочный шов электросваркой, посодействуют и последующие правила, советы и нормы:
- Перед началом работы необходимо как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить высококачественный и крепкий шов. Практика указывает, что новенькому совладать с огромным зазором практически нереально, здесь нужен опыт.
- Кромки необходимо разделать. В этом случае, если толщина свариваемой железной детали больше 5 мм, необходимо сформировать V-образный скос.
- При подносе электрода к рабочей плоскости необходимо выдерживать угол в 45 градусов. Новеньким можно порекомендовать употреблять недлинные половинчатые электроды, чтоб повысить точность манипуляций.
- Если плоскости вначале плотно подогнаны друг к другу, зазор мал, то 1-ый шов формируется практически без колебательных движений электродом. Таковой подход дозволяет всеполноценно заполнить зазор наплавом. Последующий шов делается с увеличенной шириной, что увеличивает общую конструктивную крепкость.
- Лучше работать маленькими прерывающимися дугами. Это дозволяет каплям наплавленного сплава стремительно остывать и крепко сцепляться с основанием. Таковой подход, во-1-х, обеспечивает огромную эстетичность и крепкость шва, а, во-2-х, сводит к минимуму опасное разбрызгивание.
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео показывается техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс достаточно непростой, требующий определенной сноровки и опыта. Тем не наименее, совладать с ним может и новичок, если идет речь о не очень трудозатратной операции.
Начинать лучше с малого, соединения обычных железных пластинок и деталей. Если же идет речь о сварке труб, находящихся под давлением, то данную работу лучше доверить спецам. Без соответственного опыта трудно достигнуть нужного результата, ну и риск получения травмы существенно увеличивается.
Сварка горизонтальных, вертикальных швов инвертором
Сварку высококачественных вертикальных и горизонтальных швов создают различными методами. До этого всего, их систематизируют по способу соединения деталей меж собой. Зависимо от того, как суровые требования предъявляются к надежности сварочных швов, расплавленный сплав может накладываться с одной либо с обеих сторон. Когда предполагается двухсторонняя техника сварки, система выходит существенно наиболее крепкой. Если же шов будет лишь один, то часто изделие начинает перекашивать.
Чтоб сварные швы вышли очень надежными и высококачественными непременно перед началом сварочных работ следует очистить заготовки от ржавчины ратфилем либо болгаркой.
Как сварить шов встык?
Давайте начнём исследование как варить вертикальный шов. Стыковое соединение применяется, обычно, в случае, если нужно соединить меж собой листовой сплав либо торцевые части труб. Заготовки следует расположить друг относительно друга таковым образом, чтоб меж ними оставался незначимый зазор, величина которого не обязана превосходить 2 мм. Если есть возможность, то их следует агрессивно зафиксировать с помощью струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным сплавом.
Подготавливают соединения по одной из последующих технологий:
- Если элемент владеет шириной от 4 до 12 мм, то края следует зачищать одним из комфортных методов. Разделку кромки необходимо будет создавать лишь на одном элементе. При толщине порядка 8-10 мм зачистку производят в форме латинской буковкы V. Остальные разделки технологически наиболее сложные, потому к ним прибегают достаточно изредка;
- При получении сварных соединений при толщине сплава выше 12 мм, в неотклонимом порядке изготавливают двойной шов, потому что такую толстую заготовку прогреть и расплавить лишь с одной стороны не представляется вероятным. Подрезают кромки по двухсторонней технологии в форме буковкы Х, потому что обычная разделка приводит к очень большенному разрезу сплава.
Как получить высококачественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Конкретно с данного метода сварки начинают обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) сварному ремеслу. Сварка вертикальных швов существенно труднее, ее могут освоить лишь бывалые спецы.
Невзирая на то что сварка горизонтального шва представляется, на 1-ый взор, достаточно обычным технологическим действием, в нем также имеются определенные подводные камешки, которые могут в конечном счете очень попортить работу.

Как при горизонтальных, так и при вертикальных соединениях сплава при помощи сварки инвертором определенное действие на проведение работ определенное действие оказывает гравитация. Из нижнего шва расплавленный сплав будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то сплав в расплавленном состоянии будет капать прямо на сварщика, что может привести к суровым повреждениям.
Технологический процесс содержит в себе последующие принципиальные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется лишь на недлинной дуге. Электродом ведут вдоль полосы получаемого соединения, не отклоняясь от нее ни на право ни на лево. Его также следует держать под углом приблизительно 80 градусов. Данный наклон дозволяет сплаву просачиваться к потолку создаваемого шва, при этом фактически весь шлак будет выходить на поверхность деталей;
- 2-ой валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном шаге выходит несколько больше, потому для проведения данных работ следует употреблять электрод потолще;
- 3-ий валик при сварке инвертором нужен для наполнения всей разделочной кромки.
Горизонтальные швы получаются более высококачественными при соблюдении данной последовательности работ.
Разработка производства вертикальных швов
Чтоб разобраться в том, как верно варить вертикальный шов электросваркой, необходимо уяснить, что тут будет употребляться совсем другая разработка. На сварку вертикальных швов продольного типа еще большее воздействие оказывает гравитация, потому что расплавленный сплав заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов нужно принимать во внимание ряд определенных аспектов:
- Валики продольных швов делают очень тонкими, чтоб не создавались наплывы. При всем этом, при формировании валика электрод проводят лишь строго в одном положении;
- Сварка потолочного шва в вертикальном положении предполагает образование валика, ширина которого будет сравнима с поперечником электрода. Превышение в этом случае может быть, но не больше, чем вдвое;
- Вертикальная сварка предполагает внедрение наибольшей силы тока, чтоб не выходили подрезы основного сплава;
- Дугу и электрод также проводят под углом примерно 80 градусов.
Невзирая на то что горизонтальные и вертикальные швы не очень очень различаются друг от друга, при их формировании следует учесть индивидуальности соединений. Лишь в этом случае можно получить изделие очень высочайшего свойства.
Как верно без помощи других варить вертикальные и потолочные швы
При выполнении ремонтных работ мастера нередко сталкиваются с необходимостью соединить разные железные конструкции либо их фрагменты. Из всех узнаваемых способов электросварка является более пользующимся популярностью, поэтому что за маленький срок удаётся достигнуть подходящего результата. Но так бывает у экспертов, потому новеньким рекомендуется кропотливо приготовиться к работе. Это значит изучить, как работает аппарат, какую силу тока употреблять, также какой тип электродов нужен в определенной ситуации. Выбор делают исходя из хим структуры расходных материалов и вида обрабатываемой поверхности. Избрать пригодный расходный материал поможет маркировка, которая у всякого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые необходимо соединить.
Во время сварки мастер может столкнуться с таковой ситуацией, когда соединяемый конструкции находится в различных плоскостях. Сварка вертикальных швов, также находящихся под углом либо потолочных, усложняется из-за обычных законов физики. Для соединения меж деталями заливается особенный сплав, который подвержен закону глобального тяготения, потому он сходу же уходит вниз.

Индивидуальности вертикальной сварки
Сварка комфортна тем, что при помощи технологии можно соединить любые материалы, кроме сплава. Спецы соединяют конструкции из стекла, пластмассы и керамики. Как будет размещаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некие виды работ достаточно обыкновенные даже для новичков. К примеру, соединение в нижнем положении. С ней управится даже домашний мастер без огромного опыта работы. Но для других видов будет нужно наличие определенных познаний и опыта.
Если требуется сварка вертикального шва, то нужно учесть тип соединения и толщину частей. Исходя из этих характеристик, подготавливается сплав. Готовые конструкции фиксируют в комфортном для работы положении и закрепляют маленькими стежками, чтоб они не сдвигались.
Вертикальные швы производятся 2-мя способами: снизу ввысь либо в оборотном направлении. Но в хоть какой ситуации разработка сварки различается определёнными аспектами. Когда сплав варится, то образуются водянистые капли, которые повсевременно стремятся вниз, к земле. Это явление усложняет формирование шва.
Потому следует придерживаться последующих правил:
- сплав должен застывать резвее обыденного. Такое может быть, если его капли будут малого размера. Достигнуть нужного эффекта получится, когда мастер уменьшает длину электронной дуги и направляет электрод маленькими движениями ввысь и в сторону;
- чтоб получить высококачественные вертикальные швы нужно работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
Выполнить сварку нужно, не допуская зашлаковки, которая может произойти из-за неверной подготовки конструкций. Полость меж 2-мя конструкциями забивается, когда шов ложится неровно.
Размещение швов в пространстве
Техника сварки вертикальных швов подразумевает уменьшение силы тока на 10-15%, от чего же сократится объём расплавляемого сплава. Бывалые мастера настоятельно рекомендуют стремительно перемещать электрод, чтоб рубец вышел высококачественным.
Сварку также рекомендуется делать недлинной дугой, другими словами очень близко поднести электрод к обрабатываемой поверхности. Тогда сплав резвее перебегает в другое состояние.
Сверху вниз
Когда варят вертикальный шов с помощью электросварки методом сверху вниз, то электрод должен быть размещен перпендикулярно к конструкции. Опосля розжига, не меняя положения, прогревают сплав. Опосля чего же электрод опускают и делают сварку в этом положении. Водянистая ванна обязана находиться перед соединяющим аппаратом, по этому капли не свалятся вниз.
Вертикальная сварка электродом не различается популярностью, так как неудобна и просит от мастера неизменного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно достигнуть поставленной задачки.

Снизу ввысь
Задумываясь, как верно варить вертикальный шов электросваркой, следует учесть несколько моментов. Работа начинается с подготовки сплава. Поначалу делают разделку кромок и соединяют их «прихватками». Тогда под действием аппарата части не сдвинутся с места.
При подготовке непременно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся сделать высококачественное пространство соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал ввысь, не позволяя ему опускаться.
Чтоб этого достигнуть, электрод должен размещаться фактически впритирку к обрабатываемым поверхностям. Если свойство расходного материала дозволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.

Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных профессионалов, так как работа производится из неловкого положения. Капли раскаленного материала могут сорваться с потолка прямо на пол либо каску мастера. В этом случае электрод размещается перпендикулярно к обрабатываемой поверхности.
Спец совершает им радиальные либо вертикальные движения с маленькой скоростью, чтоб сделать лучше сварку. В таковых вариантах электронная дуга бывает недлинной, по другому могут образоваться подрезы.
Сварочный шов появляется по вышеперечисленному принципу, другими словами, материал должен затвердевать очень стремительно. Потому для этого вида работ употребляются электроды с весьма тугоплавким покрытием. Потолочное соединение отбирает больше сил и внимания, потому начинать постижение сварочных дел с него не стоит. Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в последних вариантах, если нет способности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как лишь она слегка расплавляется, и образуются 1-ые капли, то его наклоняют вниз и продолжают сразу плавить края. Инструмент равномерно подаётся вперёд и появляется маленькая дуга, которая благодаря кончику препятствует стеканию капель сплава.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. По этому потихоньку появляется ровненькое и крепкое соединение. Когда соединение конструкций происходит снизу ввысь либо сверху вниз, мастера присваивают электроду поперечные колебательные движения. При всем этом они выбирают таковой путь, где передвижение происходило бы без перегрева и долговременной задержки на одном месте.

Когда детали соединяются сверху вниз, то нужно уменьшить размер капель водянистого сплава. Потому отдают предпочтение электроду с минимальным поперечником. В процессе сварки разворот электрода содействует образованию высококачественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное повышение/уменьшение дуги.
Очень длинноватое расстояние приведет к окислению и азотированию расплавленного материала, также образованию брызг капель вокруг. К тому же по структуре пространство соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует прекрасное, ровненькое высококачественное пространство стыка.
Для этого электрод нужно перемещать в 3 главных направлениях – поступательном, продольном и поперечном. Если избрать правильное поперечное движение, то соединение получится нужной ширины. Все передвижения производятся попеременно при соединении 2-ух частей в одну огромную, а совместно они образуют сложную линию движения.

Финальная обработка
Фактически все изделия, которые были соединены с помощью электродов, требуют заключительной обработки. Потому что на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтоб вышло употреблять соединённые части по предназначению.
В неких вариантах возникает необходимость в сглаживании выпуклой поверхности шва. Чтоб придать симпатичный вид соединённой части, мастеру следует взяться за молоток и зубило. Конкретно этими инструментами удаляются брызги сплава, окалины и шлаки. Молотком следует наносить несильные удары.
Потом применяется углошлифовальная машинка, которой выравнивается пространство соединения. С какой зернистостью избрать абразивный круг, зависит от того, как гладкой обязана получиться обрабатываемая поверхность.
Опосля удаления с конструкций выступов и застывших капель, окалин, ещё раз нужно хорошо оглядеть полученную систему. При контрольном осмотре уделяют свое внимание на прожог сплава, трещинкы и остальные недостатки. Если они обнаружены, то работа была выполнена нерадиво. Чтоб поправить недочеты, нужно убрать их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя пригодные инструменты. Лишь опосля этого перебегают к обновлению соединенных конструкций. При всем этом все манипуляции следует делать только в тех местах, где находится брак. Потому получится сберечь время и не переделывать всю работу поновой.

Сохранность во время работы
Сварочные работы достаточно небезопасны, в особенности для новичков, которые не разбираются в аспектах и особенностях дела. Потому, когда что-то нужно сваривать, любые конструкции из различных металлов, следует пошевелить мозгами о своей сохранности и окружающих. Они говорят, что вертикальный процесс проводится в особых перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежку, состоящий из каски и специальной обуви с робой. Беря во внимание пожароопасность сварки, требуется запастись средствами находящимися под рукой для тушения пожара, вроде огнетушителя либо ящика с песком. Помня о таковых обычных правилах, новичок не причинит вред для себя, также отменно соединит две части в одну.



























