Сварочные работы для начинающих
Разработка выполнения сварочных работ не представляет большенный трудности для освоения. Чтоб научиться воспользоваться сваркой в быту, довольно нескольких уроков и непременно практические занятия. Что нужно для работы сварочным аппаратом:
- аппарат для сварки;
- сварочные электроды;
- защитная маска;
- спецодежда;
- плотные рукавицы;
- обувь.

Электроды для выполнения сварочных работ
Теория электросварки
Чтоб резвее научиться делать сварочные работы, нужно иметь представление о теории электронной сварки. Сваривание металлов происходит за счет термического деяния электронной дуги меж свариваемым сплавом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния меж электродом и деталью.
Важной чертой сварочного аппарата является его вольтамперная черта. По другому ее еще именуют наружной чертой. Она указывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов черт.
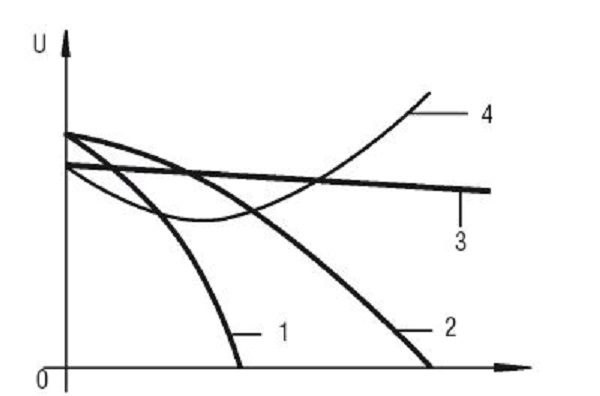
График наружных черт сварочного аппарата
Для ручной электросварки употребляются аппараты, свойства которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая свойства. Как видно из графиков, сварочный ток у крутопадающей свойства не много зависит от напряжения, а означает, и от расстояния меж электродом и поверхностью. Сварочный аппарат с пологой и растущей чертами (полосы 3 и 4) подходящ лишь для использования в автоматической сварке, где расстояние выдерживается весьма буквально. Для начинающих лучше применять аппарат с крутопадающей чертой.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость начального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С иной стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться особым устройством – осциллятором, которое в момент поджига сформировывает на выходе напряжение в несколько тыщ вольт, но с малым током, подобно катушке зажигания кара. При зажженной дуге осциллятор отключается.
Какой избрать сварочный аппарат
Более прост для начинающих инверторный сварочный аппарат (рис. ниже). Его плюсы:
- простота ограничения наибольшего тока;
- стабильность данных характеристик;
- легкость зажигания дуги;
- защита от перегрузки;
- маленький вес.

Инверторный сварочный аппарат
Труднее работать с аппаратами переменного тока. Как правило, это обыденный понижающий трансформатор большенный мощности (рис. ниже), какой несложно создать без помощи других. Но у их есть такое достоинство, как высочайшая надежность. Необходимо быть весьма неискусным сварщиком и весьма попытаться, чтоб спалить сварочный трансформатор весом пару-тройку 10-ов кг. Удобство работы таковыми аппаратами почти во всем зависит от свойства их производства. Но, если научиться им верно работать, то с иными заморочек не возникнет буквально.
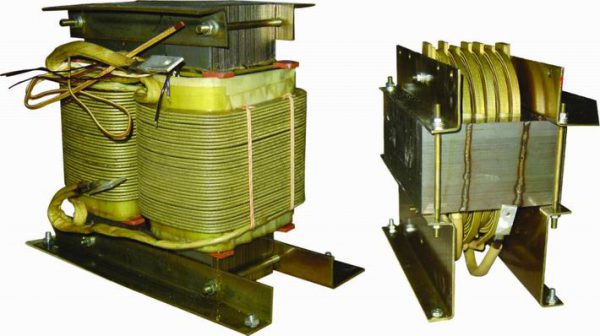
Сварочный аппарат – трансформатор
Чтоб верно избрать сварочный аппарат, нужно учитывать наибольший поперечник используемых электродов и свойство проводки.
При поперечнике электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около 5 для сварочного трансформатора.
Сварочные электроды
Сварка делается сварочными электродами. Они делаются из железного провода, покрытого специальной обмазкой. От состава сплава проволоки и материала обмазки зависит предназначение электрода.
Есть сварочные электроды для сварки низковато,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в разработке на поверхности расплавленного сплава защитного слоя. Требования к материалу обмазки:
- температура плавления обязана быть ниже, чем температура плавления сплава;
- расплав обмазки обязан иметь неплохую смачиваемость для равномерного покрытия;
- расплав должен всасывать кислород и не пропускать его к сплаву;
- расплав должен растворять окиси.
Электроды различаются по типу тока. Одни предусмотрены для сварки переменным током, остальные лишь неизменным.
Электроды для сварки неизменным током отлично работают на переменном. Электроды для работы на переменке, для сварки неизменным током не подходящи.
Техника сварки
Свойство сварки зависит от соотношений толщины деталей и электрода, также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для наиболее толстых электродов будет нужно большее значение тока, что может привести к прожогам сплава. Узкий электрод при малом токе не прогреет сплав, и свойство сварного шва будет низким.
Лучшая величина сварочного тока зависит как от поперечника электрода, так и вида производимых работ. Наибольший ток употребляется при выполнении горизонтальных швов, малый при работе с вертикальными и потолочными швами.
Необыкновенную трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. Опосля поджига наращивают расстояние меж электродом и поверхностью. Лучшая длина дуги обязана составлять приблизительно толщину электрода. При наименьшем расстоянии вся энергия дуги ориентирована на малую площадь, шов получится вогнутый, вероятны прожоги сплава. На краях шва сплав, напротив, не успевает прогреваться. Длинноватая дуга начинает «гулять» по поверхности, слабо прогревая пространство сварки.
Угол наклона электрода дозволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный сплав электрода концентрируется в области дуги. Но при таком расположении тяжело надзирать процесс сварки. Наклон в сторону, обратную движению электрода дает возможность получить выпуклые швы, так как дуга отталкивает расплавленный сплав, создавая наплывы на поверхности шва. Значимый наклон нежелателен, так как пропадает контроль за дугой, она начинает сдувать капли сплава. Хорошим считается угол наклона электрода от 45 до 90 градусов.
Весьма принципиальна для свойства сварки скорость перемещения электрода. При резвом передвижении сплав не успевает вполне заполнить шов, который к тому же недостаточно прогрет.
Избрать верный угол и скорость перемещения можно лишь методом приобретения практического навыка.
Сварка неизменным током вероятна при разных полярностях. Ровная полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубочайшим прогревом свариваемых деталей. Для работы с тонколистовым сплавом нужна оборотная полярность (электрод подключается к положительному выводу). При таком методе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
ТБ при сварочных работах
Сварочные работы числятся небезопасными, так как соединяют внутри себя сходу несколько причин:
- высочайшее напряжение;
- высочайшая температура;
- массивное ультрафиолетовое излучение;
- высочайшее содержание вредных веществ в испарениях.
Сварочный аппарат характеризуется высочайшим напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии завышенной влажности считается смертельно небезопасным (наибольшее напряжение в обычных критериях не наиболее 42 В).
Температура расплавленного сплава добивается нескольких тыщ градусов. При всем этом его текучесть весьма высока. При некачественных электродах, некорректно избранном режиме сварки либо при сильном ветре брызги сплава могут отлетать на несколько метров.
Электронная дуга является массивным источником видимого и ультрафиолетового излучения. Краткосрочное действие такового света не небезопасно, Просто требуется некое время для адаптации зрения к обыкновенному свету. А вот долгое наблюдение за дугой незащищенными очами вызывает трудноизлечимые последствия, прямо до помутнения хрусталика и отслоения сетчатки. Для защиты глаз используются защитные сварочные маски (рис. ниже). Не считая защиты глаз, они защищают голову от брызг сплава и шлака.

Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в пару раз ослабляет видимый свет, так как дуга – это близлежащий мощнейший прожектор. На данный момент в продаже имеется огромное количество масок со особыми стеклами, которые меняют характеристики зависимо от яркости действия – «хамелеоны». При обыденных критериях стекло полностью прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до 10-ов микросекунд.
Для защиты от капель сплава и шлака требуется одежка, материал которой не плавится от высочайшей температуры. Наилучшими защитными качествами владеет брезент, но в брезентовой одежке очень неловко работать. Довольно применять обыденную спецодежду из хлопчатобумажной ткани (Строение тканей живых организмов изучает наука гистология). А вот рукавицы лучше избрать поплотнее, так как руки находятся в конкретной близости от места сварки.
Обувь для сварки обязана иметь узенькие голенища. Штаны должны быть поверх голенищ, чтоб предупредить попадание туда брызг сплава.
Дуговая сварка. Видео
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары сплава и материала обвязки. В состав электродов заходит много хим соединений и почти все из их представляют опасность при вдыхании. Потому зона проведения сварочных работ обязана иметь неплохую вентиляцию. Запрещаются сварочные работы поблизости легкогорючих материалов (нефтепродукты, древесная порода), в мощный ветер и в особенности во время дождика.
Как начинающим верно воспользоваться сварочным аппаратом

Необходимость что-то сварить обычно возникает на дачных участках и в личном доме. Всякий раз нанимать профессионалов и оплачивать их работу нерентабельно, потому лучше научиться воспользоваться сварочным аппаратом без помощи других. Лучше приобрести маленький лёгкий инвертор, который дозволит создать осторожный шов и без определённых способностей и умений.
Индивидуальности сварки
Сварочный аппарат именуют инвертором из-за принципа его работы. Устройство конвертирует переменный ток с частотой 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) в наиболее частотный, а потом в неизменный. У сварки высочайший коэффициент полезного деяния — выше 85%, но при всем этом на счётчике показания изменяются медлительно.
Большая часть устройств подступают для использования в бытовой сети с напряжением в 220 В, некие аппараты предусмотрены для промышленного использования. Сварка не понижает напряжение, также она работает бесшумно, потому соседи не будут недовольны ремонтом. И также приборы могут работать при снижении мощности сети, что принципиально для обитателей сельской местности. Инверторный сварочный аппарат для начинающих — лучший вариант. Он работает мягко, просто образует дугу. Устройство просто держать в руках и управлять им.
Инструменты и экипировка

Поначалу нужно подобрать сам аппарат. Не стоит выбирать дорогие модели, потому что умения мастера оцениваются дороже, чем свойство инструмента. Да и дешёвые модели для работы не подступают. Они владеют наименьшей надёжностью, также у их отсутствуют контуры облегчения розжига. Это делает устройство небезопасным в руках неопытного сварщика.
При покупке уделяют свое внимание на спектр регулировки тока. Для сварки и резки стали можно применять устройство с наибольшим током в 160 А, но он может перегружаться. Показатель неизменного включения описывает продолжительность работы аппарата, она миниатюризируется при увеличении тока. Если избрать массивное устройство, то при неизменном напряжении оно будет длительно работать без перерыва. Устройство для электросварки для начинающих должен владеть наибольшим показателем в 200 А. Удержать дугу и развить способности розжига посодействуют аппараты с напряжением холостого хода.

Мастерам также пригодятся:
- сварочные очки либо маска;
- особая роба;
- краги из брезента.

Маска для работы — нужное снаряжение сварщика. Она защищает лицо и глаза от ярчайших вспышек, искр и ультрафиолета, который образует дуга. Робу можно поменять плотной одежкой из натурального хлопка. Перед работой необходимо убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают лишь опосля того, как мастер надевает маску. 1-ые вспышки могут нанести серьёзный вред очам, повредив сетчатку. Последствия ожогов проявятся не сходу, а лишь на последующий денек.
{Инструкция} для начинающих
Перед началом сварки необходимо разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет уделять свое внимание лишь на наружные элементы, с которыми необходимо работать. Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для остывания;
- наплечный ремень.

Само устройство припоминает маленький железный ящик, масса которого зависит от мощности. На фронтальной стене находится переключатель включения, также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Меж электродом и сплавом появляется дуга, конкретно она с помощью высочайшей температуры расплавляет сплав. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение именуют прямым. В обратном случае — оборотным, которое употребляется для работы с тонкими сплавами.
Элемент, подключённый ко второму полюсу, резвее греется. Крепкие материалы необходимо расплавить для образования осторожного шва, тонкие необходимо подсоединить к минусу, потому что они могут перегореть.
Образование швов

В состав электрода заходит сердечник и смазка, которая не дозволяет кислороду попасть в область сварки. Когда сердечник и сплав соединяются, появляется дуга. Смазка зажигается, перебегает в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности сплава. Потом она остывает и преобразуется в корку на шве.
Для образования осторожного шва необходимо верно варить сварочным аппаратом. Нужно умеренно прогревать обе железные части, расплавляя их на схожем расстоянии от края. Во время всего процесса держат электрод на схожем расстоянии от детали.
Для этого его равномерно передвигают вперёд, пока он плавится. Создать шов обширнее можно путём выписывания электродом фигур — зигзагов, треугольников.
Работу начинают с розжига дуги. Для этого электродом необходимо пару раз постучать либо чиркнуть о деталь. Потом осваивают движения, прорисовывая устройством на сплаве валики либо ёлочку. Мелом необходимо нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной полосы.
Электрод повсевременно держат под одним углом. Расстояние меж устройством и деталью обязано достигать 3 мм, тогда шов будет ровненьким. Стремительно научиться работать с сплавом можно благодаря аннотации по электродуговой сварке для начинающих.
Урок сварки инвертором для начинающих и видео работ

Сварка – это надежный процесс соединения меж собой 2-ух железных деталей. Бывалые сварщики и домашние умельцы с ее помощью изготавливают разные емкости, печи для гаражей и бань, оранжерейные каркасы, железные ворота и остальные нужные в быту вещи. На 1-ый взор кажется, что процесс сварки является обычным, но это далековато не так.
За ранее требуется много чему научиться и много что учитывать. Потому, до этого чем браться за самостоятельное изготовка изделий с помощью сварки, рекомендуется изучить этот процесс, выяснить все его тонкости, поглядеть видео урок. Начинающим сварщикам идеальнее всего начать обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) со сварки с помощью легкого в управлении инвертора.
Что представляет собой инверторный аппарат

Такое оборудование возникло сравнимо не так давно, значительно облегчив работу большинству сварщиков. Применение новейшего метода сварки позволило существенно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет довольно просто обучаться соединять детали при помощи очень комфортного и весьма экономного инвертора.
Инверторный аппарат для сварки представляет собой маленький ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся система находится в механическом корпусе с вентиляционными отверстиями, который можно переносить с помощью ручки либо ремня.
На панели устройства размещен переключатель либо ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Тут же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата завершается электродом, а 2-ой зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован особыми ручками.
Механизм работы инверторного устройства
Работает инвертор от обыкновенной бытовой электронной сети с частотой в 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ).
- Устройство имеет выпрямляющую схему, при помощи которой переменный ток преобразовывается в неизменный.
- Опосля этого особым фильтром происходит окончательное выравнивание.
- Инвертором именуют электронный узел аппарата, в каком неизменный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Время от времени это значение быть может до 60 кГц Зависимо от модели применяемого устройства).
- Приобретенный на выходе частотный ток снижается до подходящего напряжения, в итоге что сила тока добивается нужного для сварки значения в 120-200 ампер.
Такое двойное преобразование необходимо для того, чтоб для снижения напряжения частотного тока можно было применять маленькие по весу и размеру трансформаторы. Так, к примеру, для инвертора с силой тока в 160А требуется трансформатор в 250 гр. Вес оборудования для работы по старенькой технологии составляет 18 килограмм.
Плюсы и недочеты сварочного инвертора
Вместе с маленьким весом, современный сварочный аппарат имеет еще довольно много плюсов:

- При помощи схемы его управления можно воплотить огромное количество функций, которые намного облегчат сварочный процесс. Это, к примеру, предотвращение залипания электрода либо облегчение розжига дуги.
- Инвертором можно делать аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно применять для сварки разные электроды, что имеет огромное значение при обработке цветного сплава, чугуна либо различных видов сплавов.
Для наиболее беспристрастного описания этого сварочного устройства необходимо отметить его недочеты:
- значимый минус такового оборудования – его стоимость, которая в 2-3 раза выше обыденных сварочных аппаратов;
- при нередкой и долговременной эксплуатации инвертора его нужно часто чистить, потому что из-за полупроводниковых деталей он весьма чувствителен к пыли;
- кабель устройства должен быть не наиболее 2,5 метров длиной, что значительно сковывает движения сварщика;
- почти все модели такового оборудования при пониженных температурах применять не рекомендуется.
Сварка инвертором для начинающих – {инструкция}
Перед началом работ тем, кто будет соединять детали с помощью сварочного аппарата в первый раз, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Поделить его можно на несколько шагов:

- На первом шаге происходит замыкание электрода и сплава, о чем свидетельствует образование дуги.
- Создается высочайшая температура, под действием которой расплавляются обрабатываемые материалы.
- В итоге плавления кромок железных деталей и электрода происходит соединение заготовок и выходит шов.
Во время сварочного процесса огромную роль играет электрод, который употребляется для образования сварочной ванны без кислорода. Нанесенный на него порошок нужен для поддержания равномерного горения дуги.
До начала работ сварщик должен приготовить для себя защитную амуницию:
- грубую куртку;
- особый защитный шлем;
- перчатки из грубой ткани (Строение тканей живых организмов изучает наука гистология).
Сейчас необходимо избрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды обязаны иметь поперечник в 2-5 мм. Зависимо от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково обязано быть его значение обычно указывается на корпусе инвертора.
Опосля того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтоб не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к железной поверхности.
Пошаговая {инструкция} сварки инвертором для начинающих:

- Чтоб зажечь дугу, электрод к детали необходимо поднести мало под углом, а для его активации пару раз дотронуться до поверхности сплава.
- Опосля того как дуга возникла, электрод удерживается на неком расстоянии (равном его поперечнику) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва нужно убрать увесистым жестким инвентарем, можно молотком.
То, что опосля процесса сварки обязано получиться, можно поглядеть по видео ролику с уроком для начинающих сварщиков.
Дуговой просвет
Бывалые сварщики все работы делают уже фактически не смотря, а вот начинающим во время этого процесса нужно кропотливо смотреть за дуговым промежутком. Поддержание его схожей величины во время сварки является принципиальным моментом.
Если зазор будет огромным , то дуга начнет скакать, а наплавляемый материал криво улечся.
При небольшом зазоре главный сплав не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с хорошим расстоянием будет неплохой провар, и в итоге получится ровненький и обычный шов. Также в процессе сварки не надо забывать, что электрод плавится равномерно. Потому, если его не двигать, то расстояние меж ним и сплавом будет возрастать.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ весьма принципиально смотреть, чтоб шов был на уровне сплава. Глубоко и активно протекающая в материал дуга толкает ванну вспять, в итоге что появляется шов. Если движения электродом будут очень резвыми, то шов получится дефективным.
Для образования безупречного шва можно созодать извилистые и радиальные движения.
- При движениях в различные стороны следует надзирать образование шва поначалу с 1-го края детали, позже сверху ванны и потом с другого края изделия.
- При радиальных движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, необходимо знать, что ванна следует за теплом. Когда сплава электрода недостаточно, формируется подрез. Чтоб не допустить его возникновения нужно кропотливо смотреть за ванной и надзирать внешние границы.
При помощи расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет размещение электрода, тем наименее выпуклым будет шов, потому что ванна будет отлично проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен очень очень, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, потому что сила направляется вспять.
Потому для того чтоб двинуть ванну вспять либо получить тонкий шов, наклоны электрода должны быть под различным углом. Начинать следует с угла в 45 до 90 градусов. При помощи такового угла можно нормально выполнить сварку и получить тонкий шов.
Тем, кто замыслил обучиться сварочным работам, идеальнее всего заняться сиим при помощи инвертора. Обычной в использовании он совершенно подойдет для начинающих сварщиков. Но необходимо знать, что продаваться могут модели, которые подступают для любительской сварки, также дорогостоящее оборудование для экспертов, которое почаще всего употребляется в индустрии. Не стоит забывать и о том, что для сварочных работ непременно необходимы средства персональной защиты. На дугу ни при каких обстоятельствах недозволено глядеть без специальной маски.
Как воспользоваться сварочным аппаратом?
Разработка сварки известна населению земли сравнимо не так давно, но вкупе с сиим работа со сварочным аппаратом сделала реальную революцию в технике, строительстве и производстве. Современные технологические аппараты представлены в широком спектре, где предусмотрены главные и вспомогательные функционалы работоспособности оборудования, и вы сможете буквально выяснить, как воспользоваться сварочным аппаратом, но перед сиим нужно держать в голове некие правила, до этого чем приступить к работе:
- Сварщик должен до начала работы с рабочим оборудованием детально изучить устройство, также технику сохранности проведения сварочных работ.
- Рабочее пространство сварщика обязано быть вполне освобождено от предметов и вещей, которые имеют свойство воспламеняться либо представляют прямую опасность для работы с технологическим оборудованием.

Нужно убрать рабочее пространство перед сваркой
- Помещение обязано иметь высочайший уровень вентиляции и проветриваться в определённых критериях эксплуатации оборудования.
- До этого чем осознать, как варить сварочным аппаратом, в шаговой доступности должны размещаться доступные и действенные средства пожаротушения.
Применение сварочного аппарата
До этого чем приступить к работе, спец рабочего оборудования должен знать и уметь все правила использования техники и как верно варить сварочным аппаратом с внедрением разных материалов сплава и пластика. Мастер должен знать некие аспекты:
- Технологические базы производства сварочной технологии.
- Конструктивную часть оборудования, режимные опции работы сварки, с помощью которой будет осуществляться технологическая основная часть работы.
Регламент производственных работ для сварщика предугадывает выполнение последующих операций:
- Для каждой определенной работы подбирается соответственная модель оборудования, также расходных материалов (электродов по типу и по количеству).
- Нужно умение верно обеспечить рабочий процесс всей технологии сварки, обработки поверхности свариваемых деталей.
- Грамотное и правильное применение теории как работать сварочным аппаратом, для сотворения ровненьких и безупречных швов.
Помните, мастер может обеспечить достойное свойство работы, если верно будет подобран аппарат для сварки и на практике реализована теоретическая часть производственных работ.

Начало работы сварочным аппаратом
Группы сварочного оборудования и их назначение
Для дугового варианта сварки употребляются особые аппараты с плавящимися электродами. Процесс работы рабочим аппаратом предугадывает перемещение в ручном варианте электродов, которые являются главным технологическим инвентарем проведения производственных работ.

Сварка плавящимся электродом
Главные достоинства работы автоматических аппаратов
Полуавтоматика остаётся приоритетным оборудованием для тех, кто желает знать, как научиться варить сварочным инвертором, при всем этом положительные стороны такового оборудования в последующем:
- Высочайший КПД по характеристикам производительности труда.
- Сварные швы имеют совершенно ровненькую поверхность.
- Свариваемые поверхности не должны подвергаться коррозии.
- Допускается сварка металлов, с тонкими размерными данными по толщине.
Устройство полуавтомат для проведения промышленных работ, содержит в себе такие узлы и составляющие:
- Для преобразования тока употребляется выпрямитель.
- Мощная горелка прямого деяния.
- Вилка и электронный удлинитель для подключения к обще сети электропитания.
- Набор сварочных кабелей для присоединения источника подаваемого тока к свариваемой части поверхности, в набор входят держатели и зажимы.
- Механизм, который приводит в действие эффект подачи плавящегося элемента.
- Баллонная система для газа.
- Для подключения баллона к источнику инертного газа в конструктивной части употребляется рукав.
- Для общей опции рабочего режима сварки употребляется интегрированный блок управления.
Сборка и остальные свойства сварочного оборудования
Дальше, чтоб осознать, какой полярностью варить инвертором, укажем типы автоматического аппарата по способу формирования швов:
- Для инертного газа, в т.ч. аргон, гелий и остальные варианты.
- Подвид работы в сфере инертных газов – порошковая проволока.
- Под слоем компонента флюса (применяется весьма изредка).
Сборка промышленного оборудования также имеет разные варианты выполнения, и как воспользоваться сварочным аппаратом для полипропиленовых труб и фитингов, скажем, что есть однокорпусный вариант выполнения, который содержит в себе обычную сборку. Двухкорпусный тип сварочного оборудования предугадывает систему источника выпрямленного тока с интегрированным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки интегрированы в отдельный блок конструкции промышленного оборудования. Буквально такие же характеристики имеет вариант установки аппарата на рабочем месте. Стационарный тип – не {перемещается} во время работы, другими словами, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса либо шасси, предназначенные для перемещения по определённой части местности.
По главным чертам подводимого к аппарату источника питания, подразделяют на однофазные и трёхфазные варианты выполнения. Конкретно ток подачи имеет свойства – пульсирующий, также импульсный либо неизменный тип.
Полярность подключения также имеет различный вариант выполнения, почаще всего употребляют прямой тип полярности, а оборотная схема по полярности употребляется очень изредка.»
Предварительные работы для аппарата сварки
Если мы желаем выяснить, как верно варить сварочным инвертором, разглядим имеющиеся варианты метода подачи плавящегося компонента устройства, который быть может представлен одним из вариантом:
- Тянущийся, проволока подаётся к основному источнику плавления из специально интегрированной катушки.
- Толкающийся. Проволока встроена в катушку, механизм толкания продавливает проволоку в горелку.
- Комбинированный тянуще-толкательный механизм. Устанавливается не на всех типах сварочного оборудования.
Процесс начала работы на производственном оборудовании, предугадывает проведение последующих операций:
- Настройка оборудования, согласно технического паспорта и иным регламентам положениям обеспечения сохранности эксплуатации сварочного оборудования. Верно устанавливаем надлежащие характеристики силы тока для устройства.
- Регулируем высокоскоростной режим подачи инертного газа, в согласовании с техпаспортом устройства.
- Настраиваем требуемый уровень подачи газа. Некорректная настройка вызывает неровный шов поверхности обрабатываемого изделия.
- Устанавливаем механизм регулятора подачи плавящегося варианта электрода в рабочее положение.
- Избираем метод защиты обработки поверхности (емкость, порошковый материал, флюсовый компонент, открываем клапанный механизм подачи инертного газа).
- Исполняем сварочный процесс по шву: подводим на определённое расстояние к требуемому места вероятного шва до 4 мм и надавить на механизм пуска « запуск» (данную опцию нужно держать включённой до конца процесса не наиболее 3 сек)
- Для дюралевых материалов используем другие рабочие опции сварочного оборудования.
Для работы с инверторной и другой сваркой, нужно соблюдать высочайшие требования сохранности, которые содержат в себе:
- Подготавливаем рабочее пространство, используем меры предосторожности проведения сварочных работ, путём размещения вблизи гасящих материалов.
- Используем специальную одежку, и обувь, которые не подвержены продуктам горения сварочного оборудования.
- Проверяем исправность оборудования перед началом работы, выявляем препядствия до того, как начнётся процесс сварки.
Запрещено производить сварочные работы в дождливую и снежную погоду. Используем специальную маску с защитными стёклами, которые сохраняют зрение и лицо от эффекта горения пламени сварки.



























