Как правильно варить инверторной сваркой с электродами
Как правильно варить инверторной сваркой с электродами?
Сварка – это один из доступных и надёжных методов крепкого соединения железных изделий. В личном доме, в гараже либо на даче постоянно найдётся работа, сплетенная со сваркой: заделать дыру в поливальной бочке, сконструировать забор, починить железный стол и другое. Обычно обращаются к экспертам, но если требуется выполнить легкие работы и краса шва не имеет огромного значения, то можно выполнить сварочные работы самому. Лучше, если 1-ые уроки преподаст опытнейший мастер, но в неких вариантах приходится разбирать азы электросварки без помощи других. Самой обычный, доступной и пользующейся популярностью является электродуговая сварка, потому её и употребляют фактически все мастера, работа которых связана с сплавом.
Что такое ручная дуговая сварка?

Процесс ручной дуговой сварки заключается в том, что при помощи инвертора либо трансформатора появляется электронная дуга меж кончиком электрода и поверхностью сплава. Завышенная температура плавит сплав и электрод, содействуя сплавке материалов. (рис. 1) Пространство, где сплав соединяется с электродом, именуется сварочной ванной. Обычные размеры ванны:
- ширина 7-15 мм;
- длина 10-32 мм;
- глубина 5-6 мм.
Характеристики сварочной ванны условны и зависят от различных причин: режима сварки, формы краев свариваемых изделий, скорости движения электрода и остальных.
При расплавлении электрода, его покрытие образует защитный газовый слой, который не даёт прогорать сплаву, также защищает от действия кислорода. Появляется сварочный шов, покрытый слоем шлака. Шлак потом убирают при помощи молотка сварщика.
Ручная дуговая сварка весьма популярна благодаря преимуществам:
- доступность;
- доступные расходные материалы и оборудование;
- не просит переналадка оборудования для сварки различных материалов;
- не плохое свойство шва.
Инструменты и средства защиты для сварки
Для ручной сварки пригодятся: сварочный аппарат, расходники, в виде электродов, железная щётка, молоток, зубило и маска со светофильтром (маска сварщика).

В случае, если вы никогда не лицезрели держатель электрода и для вас не знакомы даже общие понятия и правила электросварки, обращайтесь за помощью к экспертам. В интернет-магазине Энкор24 бывалые торговцы консультанты дадут грамотные советы, посодействуют избрать нужную оснастку и оборудование как для начинающего, так и для опытнейшего сварщика. Желаете сберечь ваше время и средства – входите в интернет-магазин Enkor24.ru, смотрите, выбирайте и покупайте только то, что для вас вправду нужно, без навязывания и предвзятости к бренду, по весьма симпатичным ценам. Лишь тут вы найдёте большой выбор сварочного оборудования и можете приобрести электроды, сварочные аппараты, маски сварщика, краги, выставленные как ведущими русскими, так и ввезенными производителями: ESAB, Elitech, РЕСАНТА, Энкор, Fubag, Plasmatec, TIGARBO, ЛЭЗ, Telwin и остальные.
P.S. Лайв-хак – перед оформлением заказа на веб-сайте, зарегайтесь и получите 500 бонусных баллов, которые будут списаны с общей цены вашего грядущего заказа.
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они томные по весу, очень гремят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровненький шов сумеет лишь опытнейший сварщик. Но, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет еще легче.
Выпрямители – конвертируют переменный ток в неизменный, работают на базе полупроводниковых диодов. Выпрямитель всепригоден, при помощи него варят самые различные сплавы и употребляют любые электроды. В отличие от трансформатора, выпрямитель даёт размеренную дугу, что упрощает процесс сварки.
Сварочные инверторы – имеют малогабаритные размеры, автоматические опции, они работают тише, чем трансформаторы. Этот аппарат конвертирует переменный ток в неизменный высочайшей мощности.
- точность опций;
- функциональный;
- образует размеренную дугу;
- не зависит от скачков напряжения;
- работает с хоть какими видами электродов.
Все эти достоинства обеспечивают ровненький высочайшего свойства шов.
- необходимо нередко чистить от пыли;
- недозволено работать при температуре ниже -15°С.
Ряд нужных советов:
- Если в лишь начинаете учить сварку на практике, то лучше начать с инвертора. С ним еще проще и удобнее работать
- Не забудьте про молоток и зубило, которые пригодятся для вас для сбивания шлака со шва. Дальше шов очищают железной щёткой.
- Недозволено забывать и о средствах защиты.Непременно обязана быть сварочная маска со светофильтром, защищающим глаза.
- Костюмчик должен быть брезентовым, с длинноватым рукавом. Штаны гладкие, без отворотов. Обувь лучше избрать очень закрытую, к примеру, кожаную.
- Очередной атрибут – брезентовые либо замшевые перчатки либо рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной сохранности, к примеру, приготовить ведро воды.
Подготовка к процессу
Перед началом работы необходимо приготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сходу выставить, дальше выставить значение тока. Параметр мощности должен соответствовать номеру электрода, другими словами поперечнику.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который быть может винтообразным и пружинным. Непременно убедиться в том, что электрод держится прочно.
К примеру, инвертор имеет два кабеля. Один подсоединяется к детали, 2-ой держит электрод. На их подают различные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В неких вариантах нужно варить в режиме «оборотная полярность», другими словами плюс на электрод, минус на деталь.
Пространство сварки тоже обязано быть подготовлено. Необходимо очистить поверхность сплава от всех загрязнений, ржавчины, окалины, масла. Большая часть изъянов сварки появляются из-за плохо приготовленной поверхности. Электроды перед сваркой нужно проверить на целостность: его покрытие обязано быть однородным, без сколов. Также нередко требуется просушить либо прокалить расходные материалы.
Очередной принципиальный вопросец: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но очень огромное значение может прожечь сплав. Выставляемый ток впрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на последующие значения ампеража: (таб.1)
Для вертикальной сварки значения необходимо уменьшать на 15%, для потолочных швов – на 20%. Но на практике в процесс сварки вмешивается огромное количество остальных причин, потому выявить верный ампераж можно лишь опытным путём.
Как правильно варить?
Сварка начинается с розжига дуги. Существует два метода, чтоб разжечь дугу:
- Касание. Электрод держат под углом 60°, потом концом электрода касаются сплава и здесь же поднимают электрод на расстояние 3-5 мм. Появляется дуга.
- Чиркание. Кончиком электрода стремительно проводят по поверхности сплава и здесь же стремительно приподнимают его на 2 мм.
Нормально выдерживать длину дуги 5 мм. Если очень приблизить, произойдёт залипание электрода, длинноватая же дуга не проваривает сплав, образует много брызг. Если залипание происходит очень нередко, означает, силы тока мало и следует его добавить. Длину дуги можно надзирать по звуку: если звук ровненький, однотонный, означает, длина неизменная, если же образуются резкие звуки с хлопками, означает длина очень большая.
Как лишь сварщик изловит дугу, он приступает к сварке. Электрод медлительно и плавненько перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась либо же электрод сгорел ранее, чем завершился шов, то необходимо правильно продолжить работу. В конце шва появляется углубление (кратер). Необходимо отойти от него примерно на 12 мм и зажечь дугу. Медлительно двигаясь вперёд, кропотливо заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
- детали шириной до 6 мм 2-мя слоями;
- заготовка 6-12 мм – 3-мя слоями;
- детали шириной наиболее 12 мм – 4 слоями.
Линия движения движения дуги делится на виды:
- Поступательная – электрод просто {перемещается} вдоль оси электрода;
- Продольная – для формирования ниточного узкого шва;
- Поперечная – колебательные движение электрода определённой ширины (рис. 2)

Обычно мастер совмещает все три линии движения. Сразу нужно надзирать расстояние меж электродом и поверхностью, потому что электрод сгорает и миниатюризируется в длине. Также необходимо смотреть за состоянием ванны, её размерами, чтоб впору наращивать либо уменьшать скорость движения.
Необходимо держать в голове, что сваривать детали сходу сплошным швом недозволено, это приведёт к перекашиванию сплава. Две заготовки соединяют струбцинами либо другим методом, потом делают точечные швы на расстоянии 8-25 см друг от друга, зависимо от длины шва. Рекомендуется делать точечные швы с 2-ух сторон, чтоб не появилось напряжение сплава. И лишь позже приступать к выполнению основного шва.
Виды швов
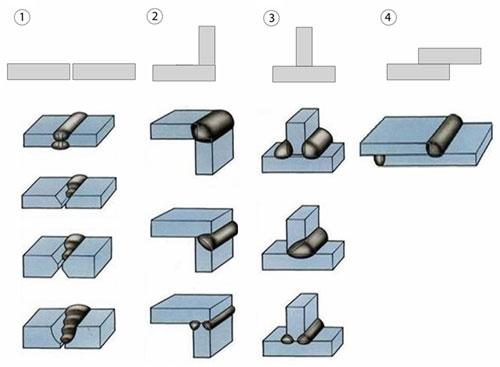
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
Горизонтальный шов самый обычный, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)

Вертикальный шов – электрод ведут по вертикали снизу-вверх либо сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтоб сплав не стекал. Лучше созодать шов одним прогоном. (рис 5).

Потолочный шов – самый непростой. Сварочная ванна размещается вверху, над сварщиком и перевёрнута ввысь дном. Движение электрода делается на себя, на весьма недлинной дуге. Лучше варить электродами 3-4 мм.(рис. 6)

Главные ошибки новичков
Чтоб научиться правильно варить, необходимо не только лишь знать базы, да и какие нередкие ошибки допускают новенькие:
- Очень стремительно перемещают электрод, из-за этого появляется неровный шов с непроваренными местами; (рис. 7)
- Очень неспешное ведение электрода приводит прожигу в сплаве и образованию дыр (рис. 8);
- Некорректная подача тока: очень большенный ток может прожечь сплав, а недостаточно мощный может не проварить шов и вызовет залипание электрода с поверхности.
- Некорректно избранный угол, может привести к неровному и плоскому шву.
- Неверный зазор меж электродом и сплавом. Если он очень мал, то сплав заготовки плохо прогревается. Из-за очень длинноватой дуги выходит непонятный некрепкий шов (рис. 9).



Совершенно скорость движения электрода обязана соответствовать силе тока, чем она больше, тем выше обязана быть скорость движения электрода.
Индивидуальности сварки тонколистовых металлов
Сварка тонколистовых металлов наиболее сложна, потому что таковой сплав легче прожечь. Рекомендуется делать последующее:
- Варят в режиме оборотной полярности, величина силы тока мала.
- Чем меньше длина шва, тем меньше коробление, потому варят прерывающимся швом, время от времени перемещаясь в другую зону стыка.
- При сварке встык достигают малого зазора меж кромками.
- При сварке внахлёст плотно придавливают листы друг к другу во время сварки, чтоб не допустить зазора.
- В случае, если толщина сплава не превыщает 1,5 мм, то рекомендуется применять сварочные полуавтоматы с проволокой, потому что обыденные электроды будут прожигать заготовку.
Ручная дуговая сварка – непростой процесс, но при должном старании можно научиться этому делу.
Как правильно работать сваркой — дуговая сварка видео уроки для начинающих
 Для того чтоб научиться воспользоваться сварочным аппаратом, нужна не только лишь практика, да и особые теоретические познания. В данной статье будут рассмотрены главные моменты того, как правильно работать сваркой, чтоб не только лишь создать прекрасный и высококачественный шов, да и обеспечить сохранность для себя и окружающим. Дуговая сварка, видео уроки по которой даны на нашем веб-сайте, — работа очень суровая. Перед тем, как приступить к обучению сварочным работам, нужно приобрести средства защиты, электроды и специальную экипировку. Коротко остановимся на любом из этих пт.
Для того чтоб научиться воспользоваться сварочным аппаратом, нужна не только лишь практика, да и особые теоретические познания. В данной статье будут рассмотрены главные моменты того, как правильно работать сваркой, чтоб не только лишь создать прекрасный и высококачественный шов, да и обеспечить сохранность для себя и окружающим. Дуговая сварка, видео уроки по которой даны на нашем веб-сайте, — работа очень суровая. Перед тем, как приступить к обучению сварочным работам, нужно приобрести средства защиты, электроды и специальную экипировку. Коротко остановимся на любом из этих пт.
Экипировка
Как у проф сварщика, так и у любителя, обязана быть спецодежда, в какой он будет проводить все работы. А конкретно:
- Комбинезон либо халатик со брюками должны быть выполнены из весьма плотного материала. Бывалые спецы предпочитают плотный брезент.
- Перчатки из замши либо брезентовые рукавицы защитят руки от тепловых ожогов, которые могут появиться в итоге попадания раскалённых брызг на кожу. либо защитный щиток со особыми светофильтрами сумеют обезопасить лицо от брызг, а глаза — от небезопасного излучения.
На месте, где проводятся сварочные работы, обязано быть ведро с водой и большенный кусочек плотной ткани (Строение тканей живых организмов изучает наука гистология) либо плед, чтоб сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все просто возгораемые предметы.

Электроды
Электроды при сварке делают функцию передачи тока ко шву. Новеньким рекомендуется начинать с внедрения электродов в виде твёрдых стержней с плавящим напылением поперечником 3 мм. Для электродов с огромным поперечником необходимо массивное оборудование, а изделия с поперечником 2 мм употребляются для сварки тонколистового сплава.
Воспользоваться отсыревшими, старенькыми либо повреждёнными электродами запрещено.
Практические занятия
Для тех, кто 1-ый раз берёт в руки сварочный аппарат, не излишним будет просмотреть «Дуговая сварка: видео уроки», чтоб убыстрить процесс обучения и избежать ошибок.
Перед проведением всех сварочных работ рабочую поверхность сплава нужно очистить от грязищи и ржавчины.
Взяв 1-ый раз в руки сварочный аппарат, необходимо поначалу научиться созодать ровненькие валики на сплаве, а уж позже перебегать к освоению технологии выполнения соединительных швов.
- В держатель сварочного аппарата вставляется электрод.
- Для сотворения электронной дуги необходимо пару раз постучать им по заготовке либо создать чиркающие движения.
- Сейчас электрод навести на заготовку и стараться сохранить меж сплавом и дугой расстояние от трёх до 5 мм. Это умение является весьма принципиальным для выполнения прекрасного шва, потому что при изменении величины зазора дуга прерывается, и свойство работы понижается.
- Электрод направляют под углом 70 градусов к поверхности сплава. По мере приобретения опыта этот наклон можно изменять зависимо от специфичности работы.
- Правильно подобрать силу тока можно лишь способом тестов. При слабенькой силе тока дуга будет угасать, а при мощной — расплавлять сплав.
- Отрегулировать скорость перемещения электрода. При резвом передвижении (высочайшей скорости сварки) количества расплавленного сплава может не хватать на образование шва. А вот неспешная скорость приводит к перегреву основного сплава и образованию его излишка и растеканию.
Освоив 1-ые уроки, как правильно работать сваркой, можно приступать к последующему шагу.

Выполнение соединительных швов
Тут представлена дуговая сварка (видео уроки), как правильно делать соединительные швы.
Как лицезреем, начало процесса аналогично описанному чуть повыше. Разница заключается в том, что рука обязана двигаться не по прямой полосы, а по ломаной линии движения, чтоб перераспределить расплавленный сплав с одной части заготовки на другую. Для практики лучше применять кусочки ненадобного сплава, и лишь, когда шов начнёт отлично получаться, можно перебегать к работе с рабочими заготовками.
Остывший шов высвобождают от шлака при помощи маленького молоточка. Опосля этого можно оценить свойство собственной работы.

Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько методов разделки кромок заготовок, также виды соединительных швов зависимо от типов нужных соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.

Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к наиболее сложным работам. От конструкций для надворных зданий и дач можно равномерно перебегать к изгородям, решёткам, перилам и остальным изделиям.
Но для освоения сложных приёмов и приобретения проф способностей нужно повсевременно практиковаться и увеличивать уровень квалификации, изучая видео по дуговой сварке от профессионалов, которые имеют большенный опыт работы.
Еще по данной нам теме на нашем веб-сайте:
Алюминий — весьма всераспространенный сплав, применяемый везде, как в домашних критериях, так и на производствах. Будучи цветным сплавом, алюминий существенно труднее в сваривании нежели «чернуха».
В главном сварка кара своими руками осуществляется с помощью электродов. Это обычный и доступный метод. Но он не является самым высококачественным. Если необходимо сварить какие-либо.
Обработка разных видов сплава ― один из самых многообещающих видов коммерческой деятельности, так как конкретно обработка постоянно нужна. Железные конструкции и изделия употребляются везде, в самых.
Дюралевые сплавы используются в разных сварных системах. Посреди их главных преимуществ следует выделить маленькую плотность, устойчивость к коррозии, высочайшие характеристики проводимости и крепкость. Невзирая на.
Как правильно варить дуговой сваркой?

Ручная электродуговая сварка употребляется населением земли наиболее 100 лет. Она остается более всепригодной технологией для соединения сплава.
Оглавление
Способы сварки
Электронная сварка – это всепригодный метод скрепления железных деталей. Электросварка ординарна в использовании, а сварной шов долговечен. Сварные работы наименее затратнее, нежели остальные методы соединений, будь то заклепки, резьбовые либо болтовые соединения.
Разглядим три главных типа електрической сварки:
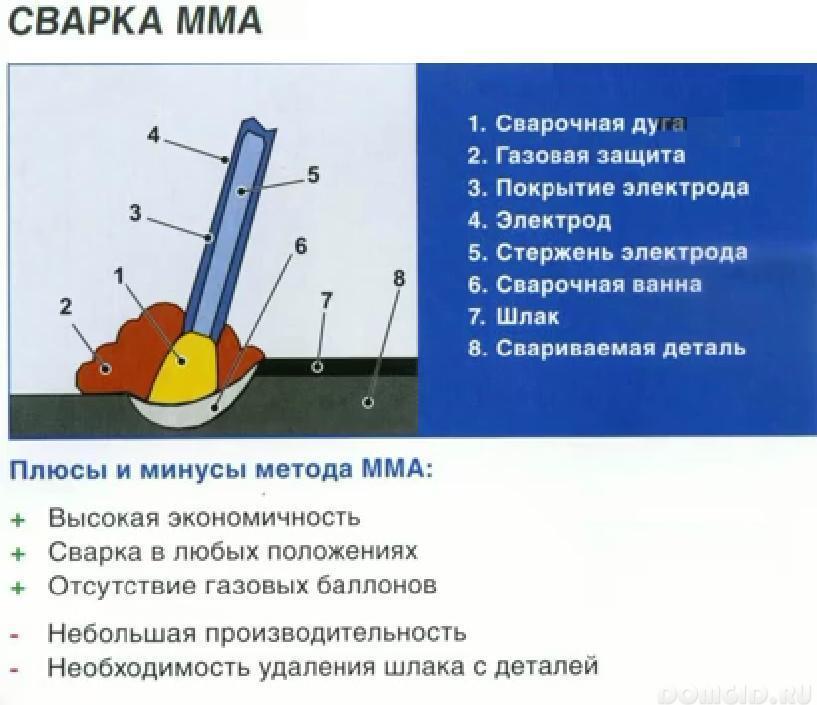
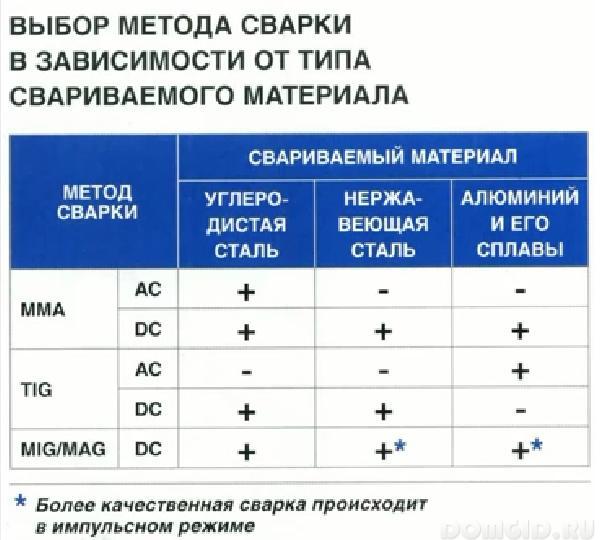
- MMA – ручная дуговая сварка, производится штучным электродом;
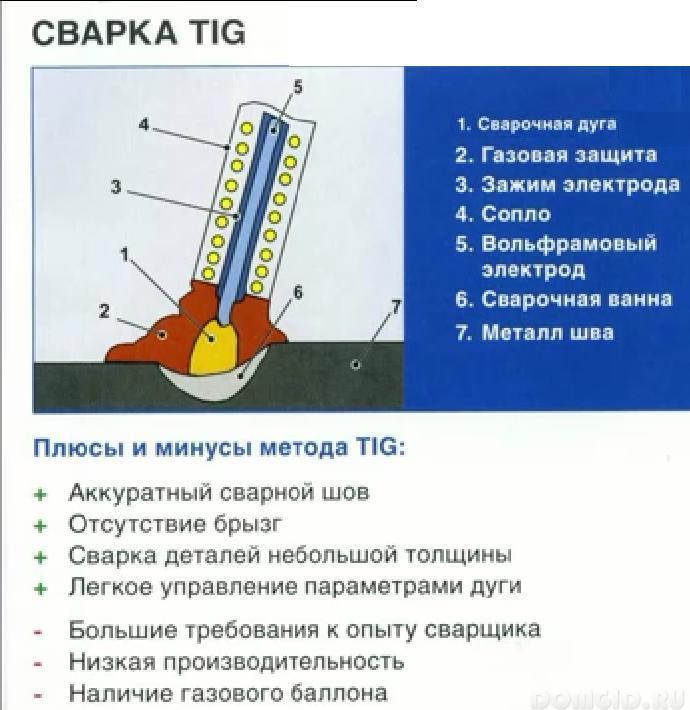
- TIG – сварка делается не плавящимся вольфрамовым электродом;
- MIG-MAG – автоматическая сварка электродной либо порошковой проволокой.

Любой из методов сварки имеет свои плюсы и минусы. Почти всегда для личного использования в домашних критериях, тут нет особенных требований к сварным конструкциям и для упрощения сварных работ, – употребляют технологию ММА. Электроды можно приобрести в не далеком хозяйственном магазине и они постоянно доступны.
Как избрать сварочный аппарат
Для технологии сварки ММА используют два главных типа сварочных аппаратов: трансформаторные и инверторы.
Сварочные трансформаторы – при помощи трансформатора снижают напряжение бытовой электросети 220В к 40-70В рабочего напряжения сварки. Трансформаторы могут работать на переменном (АС) и на неизменном (DC) напряжении. Ток быть может регулируемым плавненько либо ступенчато в границах 40-200А.
Одним из основных требований сварочного трансформатора является всепостоянство напряжения в сети. Если ваша электросеть работает неустойчиво, то за счет сварочного аппарата она будет «проседать» еще более. В связи с сиим могут появиться неудобства у ваших соседей.
Сварочные трансформаторы не имеют сложных электрических компонент, потому они весьма надежные и долговременные. Все сварочные трансформаторы дешевле собственных братьев по сварочному делу. Разработка производства отработанная десятилетиями и весьма изредка дает сбой.
Инвертор – крайнее слово техники в ММА. Ето малогабаритный и легкий сварочный аппарат. Обеспечивает систему стабилизации горения дуги, регулирует выходное напряжение, владеет системой защиты и системой ускоренного поджига дуги.
Так как сварочные инверторы сверхтехнологичны и имеют суровую электрическую начинку, по этому надежность таковых аппаратов меньше. Также не исключено внедрение китайских запчастей в самых брендовых производителей.
При выбирании инвертора следует учитывать такие моменты:
Наибольший сварочный ток. Зависимо от наибольшего тока мы можем применять электроды большего поперечника – 4-5мм, и варить толстые и глубочайшие швы. Для бытовых критерий довольно наибольшего тока в 150 А при работе электродом Ø4мм.
Рабочий цикл – условное количество времени работы и простоя сварочного инвертора для того, чтоб он остыл. Выражается в %. Для всех моделей цикл составляет 5 либо 10 мин. Время работы в цикле будет также зависеть от рабочего тока: чем ток ниже, тем больше времени можно варить в одном рабочем цикле.
Гарантия, да-да, конкретно гарантия, так как инвертор – сложное электрическое оборудование. По этому, чем больше гарантия, тем больше возможность того, что он не откажет и в послегарантийный срок. Ведь, если производитель употреблял высококачественные комплектующие для производства инвертора, то и строк гарантии может достигать 3-х лет.
Базы дуговой сварки
Железный стержень электрода ведут взаимодействие с главным сплавом при температуре около 5000°К. Расплавленный сплав образует сварной шов. Глубина, на которую расплавился сплав изделия, именуют глубиной проплавления. Ширина, на которую расплавился главный сплав именуют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, поперечника электрода.
Выделим главные аспекты при работе дуговой сваркой:
Сварочный ток – устанавливается соответственно поперечнику и покрытию электрода.
Направьте внимание, что при увеличении поперечника электрода при том же сварочном токе плотность крайнего миниатюризируется. Как следствие миниатюризируется глубина провара, происходит повышение ширины шва, возникновение «блуждающей» дуги.
Напряжение дуги – зависит от ее длины, она обязана составлять не больше поперечника электрода.
Скорость сварки – устанавливается таковым образом, чтоб сплав из сварочного электрода успел заполнить ванну сварного шва, образуя бугорок без подрезов и наплывов.
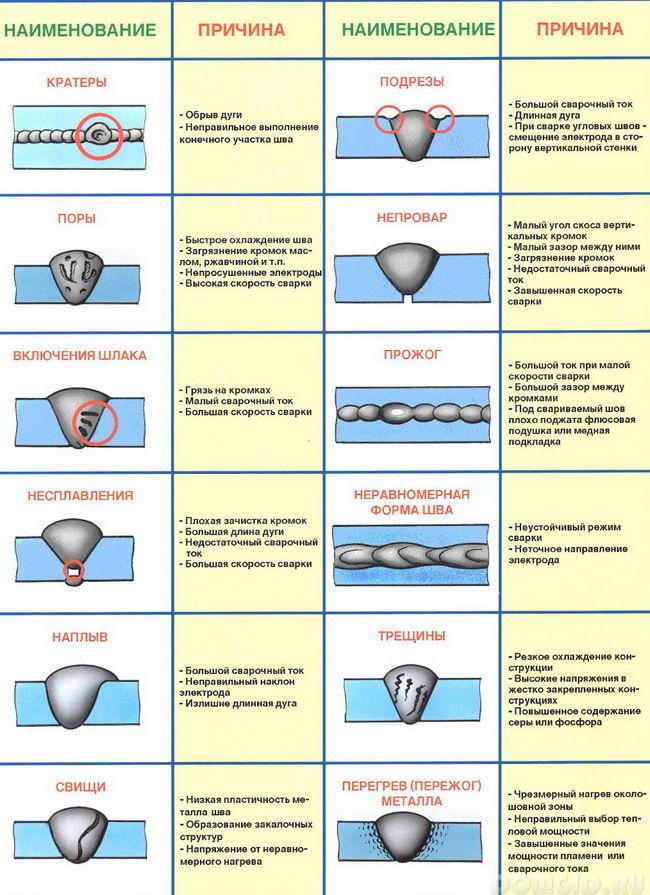
Обычные трудности сварного шва:
Сварку переменным током весьма нередко используют в бытовом хозяйстве, производится электродами с рутиловым покрытием. Отлично свариваются низколегированные и низкоуглеродистые стали.
Сварку неизменным током используют для сваривания среднеуглеродистых сталей и чугуна. Оборотную полярность используют для увеличения скорости сварки.
Зажигание сварочной дуги создают серией маленьких и резких прикосновений электродом к сплаву, либо чирканьем электродом о поверхность изделия в направлении грядущего сварного шва. Если электрод «прилип» к изделию, его нужно оторвать резким покачивание вправо-влево с отводом держака ввысь. Опосля зажигания дуги электрод может находится в 3-х положениях:
- углом вспять;
- углом вперед;
- под прямым углом.
При окончании сварного шва, для предупреждения образования кратера, дугу нужно обрывать опосля заварки кратера несколькими радиальными движениями.
Техника выполнения сварных швов
Существует несколько 10-ов режимов сварки и способов манипулирования электродом при выполнении сварных швов. В процессе сварки электрод постоянно {перемещается} в 3-х направлениях:
Поступательное движение вниз – поддерживает электронную дугу в процессе плавки электрода, регулирует глубину сварочной ванны. Скорость движения зависит от скорости горения электрода.
Перемещение электрода вдоль направления сварного шва, образует сварочную ванну. Скорость движения зависит от ширины шва и режима сварки.
Поперечные движения – перемещение электрода в стороны для образования ширины сварочной ванны. Колебательные движения определяют ширину сварного шва, но не должны превосходить 3-х поперечников электрода.
Сплав необходимо держать в расплавленном состоянии до образования валика сварного шва. Необходимо не допускать раннего остывания сплава в сварочной ванне. Нужно надзирать ширину сварочной ванны, глубину проплавления.
Зависимо от того, где производится сварной шов, различают несколько пространственных положений выполнения сварного шва.
Техника сохранности при работе с электросваркой
Сварочные работы – это работы с завышенным уровнем угрозы. Потому любому сварщику нужно соблюдать правила охраны труда и пожарной сохранности. Все работу должны проводится в защитных костюмчиках, перчатках либо рукавицах, непременно применять сварочную маску с разными светофильтрами. Ограждать зону сварки. Правила сохранности регламентируются СНиП 12-03-2001.



























