Как пользоваться сваркой. Советы для новенького
Дуговая сварка — метод соединения 2-ух либо наиболее материалов с помощью электронного источника тепла. В данной для нас статье даются обыкновенные практические советы по поводу того, как пользоваться сваркой и стать специалистом в этом деле.
Дуговая сварка — метод соединения 2-ух либо наиболее материалов с помощью электронного источника тепла. Хотя существует огромное количество разных сварочных действий, мы побеседуем с вами о Ручной Дуговой Сварке (РДС), также известной, как сварка штучными электродами. Южноамериканская аббревиатура — Shielded Metal Arc Welding (SMAW), европейская — Manual Metal Arc (MMA). Сварка штучным электродом является одной из более всераспространенных и всепригодных форм сварки, и это относительно обычный метод добавить изюминку профессионализма и крепости для ваших домашних проектов «сделай сам».
Часть 1 из 3: Подготовка к работе
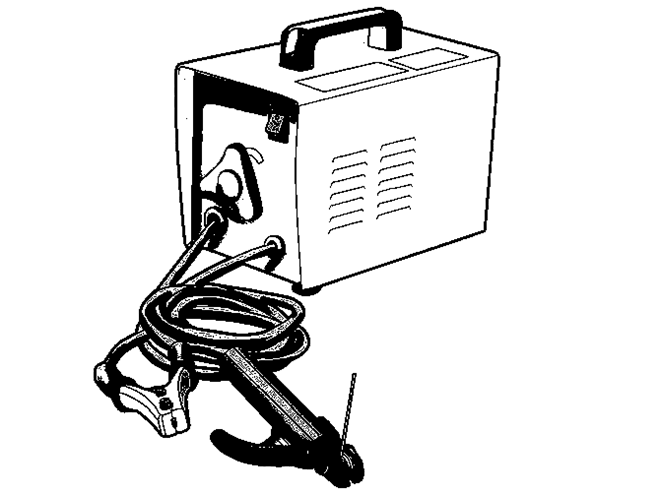
Собираем нужные материалы. Нам будут необходимы: сварочный аппарат, держатель электродов, зажим массы (клемма заземления), электроды, сплав, который необходимо сварить. Для вас также будет нужно молоток, чтоб избавиться от шлака и проволочная щетка для чистки сварных швов.
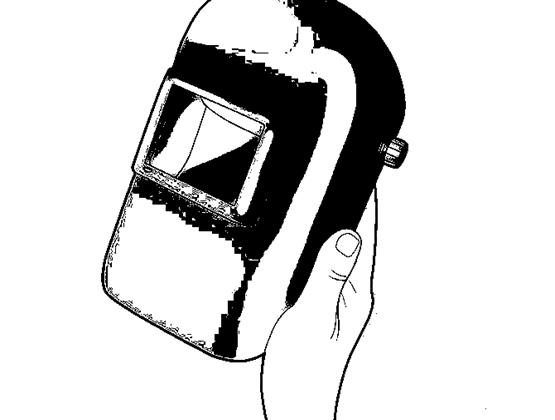
Похлопочите о технике сохранности. Это содержит в себе наличие сварочной маски (степень затемнения #10 либо выше), сварочной куртки либо хлопчатобумажного свитера, брюк без манжет, рабочей обуви, перчаток и защитных очков.
. НЕ ОДЕВАЙТЕ ПРИ СВАРКЕ: кроссовки, ветхую либо порванную одежку, штаны с манжетами, футболку, рубаху с открытыми кармашками либо майку.
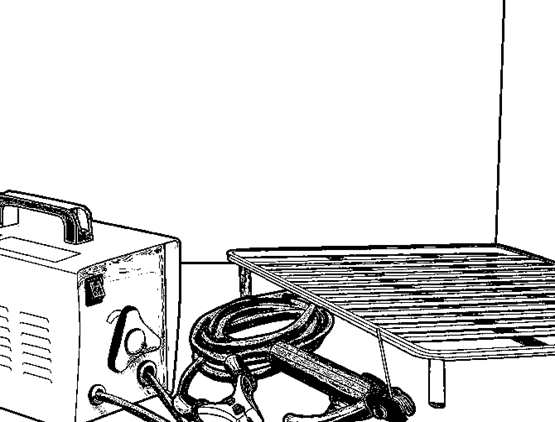
Приготовить пространство для проведения сварочных работ. Удалите все горючие материалы и постарайтесь, чтоб поверхность, на которой будет лежать свариваемый сплав, была относительно ровненькой. Хотя вы сможете присоединить клемму массы конкретно к детали, но большая часть сварщиков имеют большенный железный верстак либо сварочный стол, в этом случае зажим «земля» присоединяется к нему.
. Если в месте сварки есть остальные люди, то необходимо создать приспособление в виде сварочных штор вокруг рабочего места. Это защитит окружающих от действия ультрафиолета.
Настройте собственный сварочный аппарат. Большая часть сварочных аппаратов имеют комфортную систему регулировки сварочного тока. Почти все сварщики употребляют уровень сварочного тока в границах 90-120 ампер, хотя это значение, обязано быть скорректировано с учетом толщины сплава и поперечника электрода.

Используйте правильные электроды. Любой вид электродов имеет особенные свойства и, обычно, предназначается для решения определенных сварочных задач. Зависимо от грядущего размера работ, от типа свариваемых поверхностей и плотности материала, главное значение имеет верный подбор пригодных сварочных электродов. Они выпускаются разных видов, специально рассчитанных для того либо другого типа эксплуатации. Есть так именуемые электроды общего предназначения, которые могут подойти для фактически хоть какого типа главных работ — это сварочные электроды МР-3. При этом, они гарантированно обеспечат крепкое схватывание свариваемых поверхностей, даже если на их имеется ржавчина, различного рода загрязнения либо сплав находится в увлажненном состоянии. Не считая того, для этого типа электродов характерен высочайший товарный вид приобретенных сварочных швов, их высочайшая крепкость и легкость самого процесса работы. Иной нередко используемый в быту вид электродов — сварочные электроды УОНИ. Их различает возможность эксплуатации при обработке базовых конструкций, возведение швов завышенной прочности, а так же работа с «толстыми» сплавами. Вы должны избрать соответственный электрод для переменного либо неизменного тока сварки зависимо от вашего сварочного аппарата. Удостоверьтесь в том, что электроды сухие. При выбирании сварочных электродов следует учесть характеристики свариваемого материала и технические сварочные характеристики.
. Никогда не используйте хлорированный растворитель, в следствии реакции при нагревании сварщик может пострадать.
Лишь поэтому, что сплав поблескивает, не означает, что он чист. Используйте жесткий шлифовальный диск, чтоб снять слой окалины и добраться до нагого сплава.
Используйте зажимы, тиски либо струбцины, чтоб обеспечить надежную фиксацию заготовок и не плохое свойство сварного соединения.
Часть 2 из 3: Начало сварки
«Поджиг» сварочной дуги. Это достигается легким ударом по сплаву и резвым отводом ввысь либо чирканьем электрода о сплав, как спичкой. Когда дуга зажглась и пылает стабильно, то появляется замкнутая электронная цепь, элементами которой являются: электрод, сплав, сварочные провода и внутренние элементы сварочного аппарата.
. Самые современные сварочные маски-хамелеоны разрешают ясно созидать деталь до того времени, пока не зажгется сварочная дуга, а потом автоматом затемняются, чтоб защитить ваши глаза от ультрафиолетовых лучей. В некие старенькых либо дешевеньких шлемах употребляются обыкновенные тонированные линзы либо стекла, а это приводит к дискомфорту при сварке т.к. необходимо повсевременно опускать/подымать маску.
Образование сварочной ванны. Когда дуга размеренна и стабильно пылает, для вас необходимо начать перемещать электрод для сотворения сварочной ванны, которая затвердевая, образует сварочный шов и крепкую связь меж деталями. Под действием температуры электронной дуги сплав электрода плавится и производит сваривание, заполняя углубление, которое образовалось под действием дуги на сплав. Чтоб сделать неплохую сварочную ванну, вы должны задержать электрод там, где вы начали сварку на секунду либо две, до этого чем перемещать его далее.
. Размер дугового промежутка должен быть от 2 до 6 мм от кончика электрода до сплава. Этот разрыв должен поддерживаться постоянным. Если дуговой просвет становится очень широким, это приводит к чрезмерному разбрызгиванию сплава.
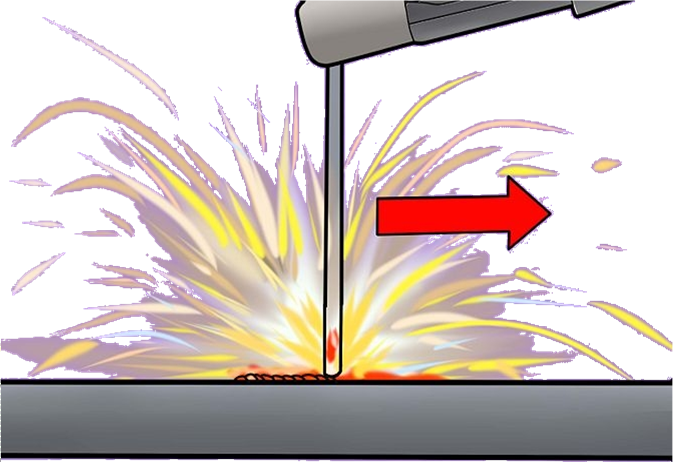
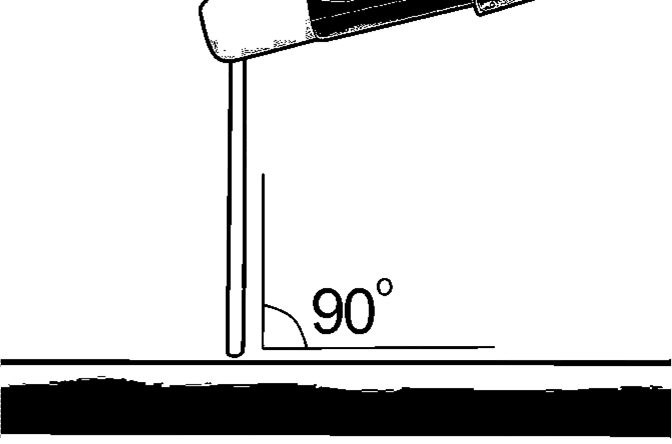
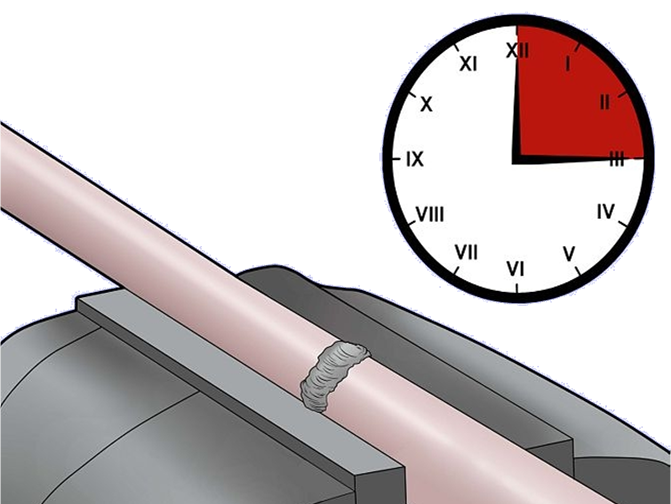
Начните создание сварочной ванны в сплаве. Электрод необходимо держать по отношению к сплаву под углом 90 градусов. Не перемещайте электрод очень стремительно; в качестве общего управления можно употреблять правило: «на сантиметр электрода — сантиметр сварочного шва». Перемещать электрод можно как по прямой полосы, так и используя разные узоры.
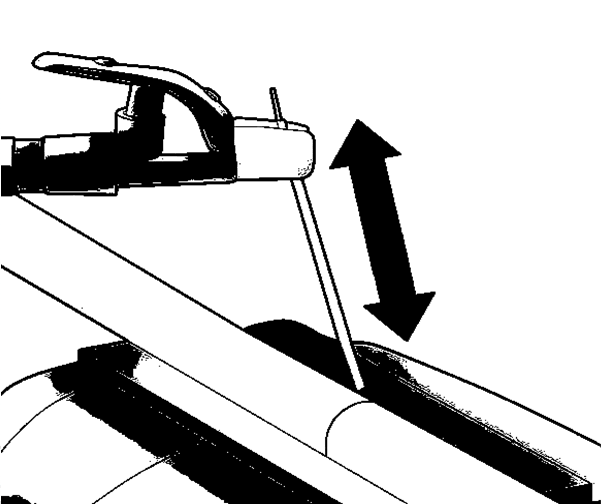
. Принципиально поддерживать постоянную длину дуги, либо расстояние от кончика электрода до сплава. Это быть может не совершенно просто сначала потому что электрод повсевременно миниатюризируется.
Пытайтесь, чтоб скорость перемещения электрода и длина дуги были устойчивы.
Часть 3 из 3: Окончание работы по сварке
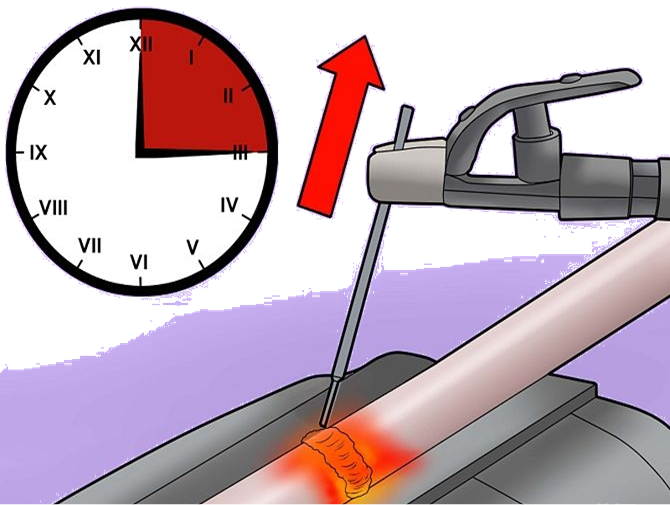
Окончание сварки. Уберите электрод от сплава и дайте ему несколько секунд, чтоб остыть. Сплав как и раньше будет весьма жаркий, но он больше не обязана быть красноватым и раскаленным.
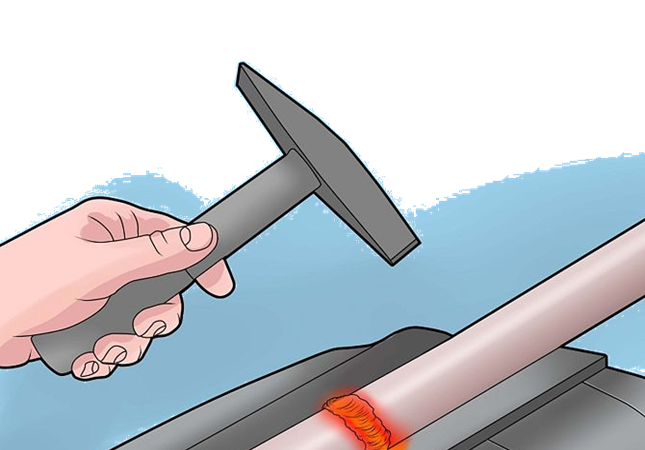
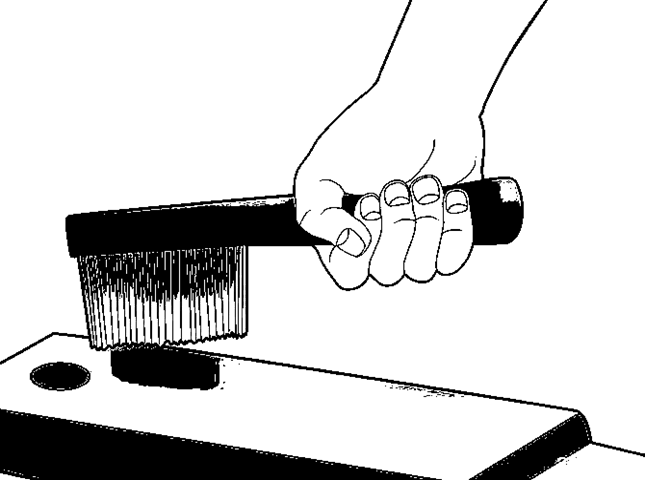
Очистите сплав от шлака, оставшегося опосля сварочного процесса. Во время сварки, шлак защищает жаркий сплав от вредных примесей. Используйте молоток, чтоб отбить шлак от со сварочного шва. Используйте проволочную щетку для чистки сварного шва. Постарайтесь удалить наибольшее количество «сварочного мусора», в особенности если вы собираетесь создать очередной проход.
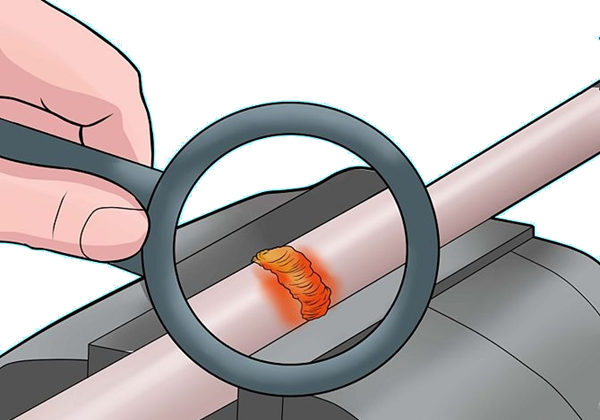
Обследуйте итог вашей сварки. Если у вас мало опыта, то может быть, 1-ые швы будут пористыми и не весьма прекрасными. С течением времени, вы непременно достигнете фурроров в сварочном ремесле. Если вы не довольны качеством шва, то сделайте очередной проход, чтоб убрать любые пробелы либо пористость швов.
Дайте сплаву остыть. Если вы просто тренируетесь и практикуетесь, то сплав, погруженный в воду, будет остывать резвее. Остывание в воде сделает сварку хрупкой, потому сварочный шов для обычной эксплуатации свариваемых деталей, должен охлаждаться естественным методом.
Как без помощи других пользоваться электросваркой

Швы и соединения
В строй магазинах можно отыскать дешевые сварочные аппараты, которые работают от неизменного тока. Их сумеет употреблять в гаражных критериях даже начинающий мастер. Выяснить, как правильно варить, можно по урокам, видео и советам в вебе. Создать забор на дачу либо ординарную систему под силу любому.

Азы сварки для начинающих
Поначалу необходимо разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать индивидуальности сплава.
Аспекты работы для новичков:
- Дуга обязана быть как можно короче, хотя бы сначала процесса. Разжечь ее можно 2-мя методами: чирканьем либо постукиванием электрода. Идеальнее всего употреблять 1-ый вариант – так легче разогреть поверхность.
- Когда возникла дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше железный лист, тем выше обязана быть скорость работы, по другому покажутся дырки.
Разработка электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся отверстия вентиляции, а с иной – панель управления. Основной элемент на ней – это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
.jpg)
Электродный стержень состоит из железной сердцевины, которая покрыта защитным составом. Он защищает дугу от действия кислорода. Есть угольные и графитовые стержни, но они не подступают для начинающих.
Механизм работы заключается в разработке недлинного замыкания меж электродом и основой. Это дозволяет стремительно разогреть поверхность и расплавить ее. В итоге 2 элемента сплавляются меж собой. Для формирования сварочного шва необходимо поджечь систему. Мастер чиркает либо постукивает электродным стержнем о железную систему.
Перед началом рекомендуется закрепить детали струбцинами. Бывалые сварщики делают несколько прихваток – поперечных швов длиной несколько см. Это гарантирует то, что лист не перекосится во время сварки.
Разъяснение полярности
Меж сплавом и электродом формируется дуга, поэтому что они подключаются к различным полюсам. Потому что употребляется лишь неизменный ток, можно произвольно поменять плюс и минус. Это будет влиять на конечный итог. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно употребляется для сплава шириной больше 5 мм.
.jpg)
Для узкого железа применяется оборотное включение. Оно дозволяет защитить сварной шов от прожога, не раскаляя железный лист.
Воздействие скорости подачи электродов
Чтоб получить ровненький итог, электродный стержень должен поступать умеренно. Сварщику необходимо держать однообразное расстояние меж инвентарем и поверхностью. Тогда аппарат не погаснет, а расплавленный сплав ляжет аккуратненько.
Если дуга продвигается очень медлительно, она может недостаточно подогреть железные детали. Тогда сварка будет поверхностной и недолговечной. Очень стремительная подача тоже негативно влияет на итог: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на свойство шва. Если выставить его очень огромным, в конструкции могут образоваться отверстия. Для расчета можно употреблять формулу L=KD. D – это поперечник электрода. Коэффициент К равен 25-60, четкая цифра зависит от метода работы, к примеру, для ручной электросварки в нижнем положении можно взять 30-35.

Индивидуальности узкого сплава
Сложность дуговой сварки таковых конструкций в том, что мельчайший просчет может отдать прожог, который тяжело поправить непрофессионалу. Потому новеньким лучше трениться на толстом железе.
- поначалу необходимо создать прихватки, а позже главный шов;
- если отвести электрод очень стремительно ввысь, возникнет жгучая дуга, которая прожжет сплав;
- варить лучше маленькими отрезками, чтоб система успела остыть.
.jpg)
Методы сварки инвертором
Существует некоторое количество видов сварочных работ, они подразумевают внедрение специального оборудования. Разновидности:
- Кузнечная, сейчас фактически не употребляется. Детали греться и соединяются методом ковки.
- Контактная. Собирается электронная цепь, создается куцее замыкание, в итоге края конструкций сплавляются вместе. Делится на главную, стыковую и точечную.
- Газопрессовая. Изделия греются газом, а позже спрессовываются.
- Аква. Процесс происходит в ванне под действием водорода, который не дает железным листам окисляться.
- Газовая. Пламя нагревает и плавит детали.
В разных сферах используются различные методы. С нуля можно обучиться без помощи других контактной дуговой сварке.
.jpg)
В домашних критериях употребляется электросварка, которая работает от неизменного тока и сети 220 В. За счет малогабаритных размеров и отсутствия шума устройство можно употреблять даже в квартире при соблюдении техники сохранности.
Что нужно для работы в домашних критериях
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от применяемого материала;
- уплотненная одежка, закрывающая все тело, и перчатки;
- молоток и железная щетка для подготовки поверхности.
Перед началом процесса необходимо убрать с конструкции ржавчину, т. к. она мешает плавке сплава и усугубляет свойство шва. Опосля окончания работы расплавленное железо остывает и появляется шлак. Чтоб его убрать, детали необходимо простучать с наружной стороны.
.jpg)
Уроки сварки для новичков
Сварочное дело имеет высшую степень пожароопасности, потому необходимо уделить время созданию неопасных критерий труда. Рекомендуется надеть одежку из негорючих материалов, а обувь обязана быть на толстой подошве. Особенное внимание необходимо направить на защиту рук и глаз.
Вокруг мастера не обязано быть излишних предметов. Стоит убрать все, что может возгореться от искры. Под ногами лучше обустроить древесный настил, чтоб защититься от удара током. Рабочее пространство обязано быть отлично освещено.
Если электроды куплены конкретно перед началом работы, они не требуют подготовки. Можно приобрести всепригодные, поперечником 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат необходимо надавить кнопку на ручке держателя и поставить электродный прут. Необходимо убедиться, что он не шатается.
Зависимо от толщины стержней необходимо высчитать силу тока. Опосля этого можно поставить клемму массы. Для первого опыта лучше избрать прямое подключение: плюс к детали, а минус – к электроду.
Сплав тоже должен быть подготовлен: очищен от грязищи, жира, краски, ржавчины. Особенное внимание стоит уделить кромкам. Для того чтоб осознать технологию сварочных работ, лучше взять один толстый лист. С возникновением опыта можно обучается соединять детали.
Как пользоваться сварочным аппаратом:
- Железную деталь необходимо расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтоб разжечь дугу, необходимо чиркнуть электродом о поверхность, как спичкой.
- Опосля этого электродный стержень вести ровно по линии движения. Самая обычная линия – это зигзаг. Позже можно освоить треугольники и наиболее сложные фигуры. Расстояние до сплава обязано быть неизменным, 2-3 мм. Чтоб осознать, как правильно держать руки, необходимо высчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает огромную глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель необходимо от себя.
- По мере остывания будет формироваться окалина, ее убирают молотком.
Сложность сварных работ заключается в том, что мастер сразу должен надзирать несколько характеристик:
- линию движения электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, как отлично сварщик это делает, зависит его профессионализм. Спецы могут стремительно и буквально сделать узенькое и аккуратное соединение.
Не стоит страшиться сварочных работ, даже если в этом деле человек “полный нуль”. Уроки сварки инвертором для начинающих можно отыскать в вебе, а оборудование “Ресанта” на данный момент доступно всем. Потому любой в состоянии сделать ординарную металлоконструкцию своими руками в домашних критериях.
Как правильно варить электросваркой
Резьба, заклёпка, клей. Это то, чем можно скрепить две железные детали, не прибегая к электросварке. Для почти всех электросварка — собственного рода высшая математика, но выполнив собственный 1-ый высококачественный шов, врубается мышечная память, срабатывает калькулятор, ведь любой сантиметр шва — это средства, заплаченные спецу. Научиться пользоваться сварочным аппаратом хоть какого типа нетрудно, основное — поставить для себя цель. На пути к данной для нас цели есть пара хитростей, о которых мы сейчас и побеседуем.
Базы сварки

Для того чтоб знать как правильно варить электросваркой, нужно осознавать процесс. Все по сути просто — сваривание сплава представляет собой процесс, в итоге которого инсталлируются межатомные связи меж 2-мя деталями при взаимном нагреве. Ещё проще — нагревая хоть каким методом два кусочка сплава (а в нашем случае, с помощью неизменного тока, преобразующегося из сетевого переменного), можно получить крепкое и неразъемное соединение.

В итоге мы получаем сварочный шов, но ранее нужно изучить, хотя бы поверхностно, весь процесс его получения от подготовки поверхности, до обработки готового шва. Для электронной сварки будет нужно определённое оборудование, а это сначала — сварочный аппарат.

Какой аппарат лучше

Для начинающего сварщика наилучшим вариантом станет дешевый и всепригодный сварочный аппарат инверторного типа. Не считая их есть трансформаторные сварочные аппараты и самые дорогие аппараты для автоматической сварки, но мы их трогать не станем, так как 1-ые очень массивные и прожорливые, а 2-ые предусмотрены для проф использования в главном для ремонта каров.

Инвертор сварочный имеет малогабаритные размеры, маленький вес и может варить сплав фактически хоть какой толщины. Узкий сплав, трубы, силовые железные конструкции, листовые сплавы — все это можно варить инвертором, причём он не очень требователен к характеристикам сетевого тока и напряжения. Стоимость сварочного инвертора — в границах 4-6 тыщ рублей. Да, это обычно китайские модели, даже если на их расположено имя бренда кириллицей — Сталь, Бригадир, Фиолент. Комплектующие — лишь китайские, да и эти дешевые аппараты могут оказать помощь в быту. Все доп девайсы почаще всего входят в набор:
- сварочные электроды;
- маска сварщика;
- провод массы;
- держатель электрода с проводом;
- железная щётка;
- защитные рукавицы.

Разработка сварки

Сваривание железных деталей проводится под действием высочайшей температуры, которую создает электронная дуга. Дуга возникает меж сварочным электродом и свариваемой деталью. Под её действием сплав плавится, в итоге что перемешивается сплав электрода с сплавом свариваемых деталей. Когда соединение остывает, мы получаем сварочный шов. Величина шва зависит от толщины электрода, скорости его перемещения, режима сварки и формы свариваемой кромки. Ширина шва составляет от 5 до 17 мм, а глубина активного шва быть может от 1 до 9 мм, зависимо от толщины сплава.

Электрод состоит из железного сердечника и обмазки, которая во время сварки создаёт защитную оболочку сварочной ванны, а опосля сварки застывает и образует шлак. Этот шлак нужно удалять до нагого сплава. Лишь так можно проконтролировать свойство сварного соединения. Электрод закреплён в держателе, который подключён положительной клемме сварочного аппарата, а минусовая клемма, масса, подключена к свариваемой детали с помощью специального зажима, который идёт в комплекте с аппаратом.

Ловим дугу и получаем шов

С теорией покончено, сейчас перейдём к практике. Обе свариваемые детали должны быть отлично зачищены от ржавчины и грязищи. К одной из деталей надёжно укрепляют зажим массы, а пространство крепления также за ранее зачищают. Все, включаем сварочный аппарат, надеваем защитные перчатки и сварочную маску, подносим электрод к свариваемым деталям под примерным углом 50-60 градусов и проверяем контакт. Если контакт есть, возникнет искрение на электроде в зоне сварки. Опосля этого касаемся свариваемых поверхностей и отводим электрод от неё на 3-6 мм. В этот момент обязана появиться дуга.

Если не появилась — регулируем сварочный ток в сторону роста. В итоге нужно достигнуть высококачественной размеренной дуги и равномерного горения электрода. Фактически, это и есть самое сложное — получить правильную дугу. Здесь могут посодействовать лишь опыт и советы неплохого сварщика. Когда электрод выгорает до конца, меняем его, не выключая аппарат.

Когда горизонтальный шов будет получаться без заморочек, можно приступать к наиболее сложным видам сварки, к которым относят потолочный шов, вертикальный шов, непростой комбинированный шов.


Опосля освоения азов сварки можно приступить к исследованию особенностей сваривания не только лишь стали, да и сварки чугуна, для этого употребляются особые электроды на базе никеля. Некие виды сварочных швов приведены на схемах, а мы хотим фурроров в обучении и получении способностей в электросварке.



























