Как стремительно научится верно варить сваркой

Неплохой обобщающий материал способен сберечь начинающему сварщику много времени, поможет обойтись без особых курсов. Научиться верно варить сваркой легко, для этого будет нужно познание теории и некое количество практики.
Без познания теории завладеть сваркой нереально, потому что:
- Высококачественного шва не получится.
- Можно получить повреждения либо травмировать остальных людей.
- Можно вывести оборудование из строя.
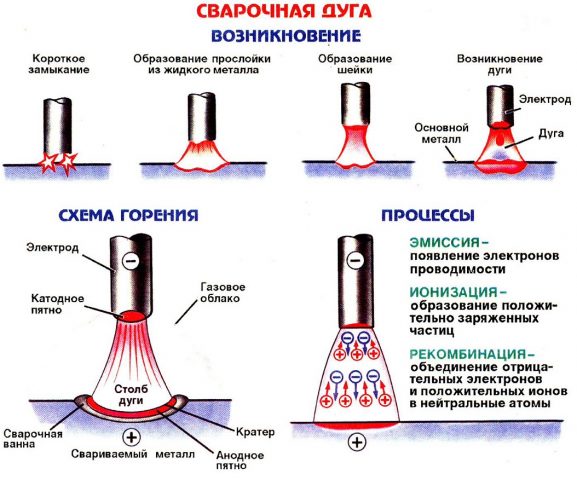
Электросварка — соединение железных деталей сплавлением электронной дугой. Электронный ток, пропущенный через зазор меж электродом и сплавом, вызывает гигантскую температуру, расплавляет кромки, переносит сплав из электрода в шов. Выходит, что две железные поверхности соединены цельно.
Техника сохранности
Электросварка популярна. Маленький по габаритам аппарат способен герметично соединить детали в всех пространственных положениях, сварка идет стремительно и управляемо. При работе следует держать в голове о рисках для здоровья:
- Травма глаз. Сварочная дуга испускает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Чувство песка под веками, трудно моргнуть, припухлости — эти симптомы (Симптом от греч. — случай, совпадение, признак — один отдельный признак, частое проявление какого-либо заболевания, патологического состояния или нарушения какого-либо процесса жизнедеятельности) проходят достаточно длительно. Защитить глаза поможет маска со особым стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электронным током. Электронная дуга — пропуск электронного тока через зазор меж электродом и сплавом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через человеческое тело, он умрет. Чтоб избежать поражения электронным током, необходимо:
- Смотреть за целостностью оплетки кабелей, изоляцией держака.
- Применять высококачественные изолированные держаки, не хватать нагими руками держак за обнаженные части.
- При неизменной работе обувать спецобувь с прорезиненной подошвой.
Виды электросварки
Выделяют несколько главных направлений:
- MMA. Сварка электродом в защитной обмазке. Всепригодная разработка, позволяющая получить хороший шов в всех пространственных положениях. Употребляются обыкновенные аппараты преобразования переменного тока в неизменный, трансформаторного либо инверторного типа. Сила тока зависит от толщины сплавляемого сплава и применяемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток сплава, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода употребляется проволока, подаваемая в сварочную ванну с неизменной скоростью. В зону сварки через шланг подается углекислый газ либо смесь газов. Они теснят кислород и защищают сварочный шов. Достоинства такового вида сварки — отсутствие шлака, высочайшее свойство шва, возможность варить узкий сплав.
- TIG. Сварка цветных металлов в среде защитного газа с помощью неплавящегося электрода. Обширно применяется для соединения цветных металлов и сплавов.
Есть некоторое количество видов разных технологий, используемых в автомобилестроении либо кораблестроении. Они требуют особенной квалификации сварщика. Способности наплавления либо ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Разработка сварочных работ
Сварочные работы — соединение железных деталей расплавлением кромок и добавлением присадочного сплава. В итоге появляется сварочный шов, кромки крепко соединены.
Признаки высококачественного шва:
- Провар. Сплав сварочного шва должен просочиться на всю толщину. В процессе сварки умеренно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного сплава, без включения шлака либо раковин. Пропуски и непроплавы не допускаются.
- Крепкость. Опосля остывания шва могут создаваться микротрещины.
- Отсутствие подрезов. Очень мощная дуга «подрезает» края деталей, ослабляя их.
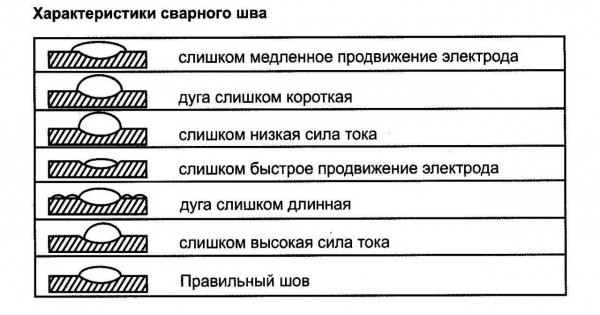
- Выпуклая равномерная форма. Браком считается как лишне толстый валик, так и вогнутый. Это свидетельствует о некорректно избранной силе тока.
Шов должен быть однородным, без лишних «чешуек», наплывов, извивов. Ширина шва определяется из толщины свариваемых деталей. Очень узенький окажется некрепким, широкий — ослабит изделие.
Перед соединением деталей необходимо:
- Найти вид соединения — встык, внахлест, угловое, тавровое соединения.
- Найти пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Избрать электрод. Толщина зависит от глубины шва.
- Найти силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные чувства. Силу тока лучше выбирать очень вероятную, но не прожигать сплав. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Обучаемся варить электросваркой
Подготовив детали к свариванию, выставив приблизительно силу тока и надев спецодежду, можно готовиться к проведению конкретно сварки.
- Подключаем провода к сварочному аппарату. Обычно пользуются «оборотным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение употребляется при наставлениях производителей электродов.
- Проверяем держак. Он быть может самодельным либо промышленного производства. Главные требования — крепкость фиксации электрода, возможность резвой подмены, отсутствие частей под напряжением, теплоизолированность рукояти. Нехороший контакт держака и кабеля вызывает завышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простой метод — приварить ее к сплаву, но лучше применять зажимные клещи либо магнитную массу.
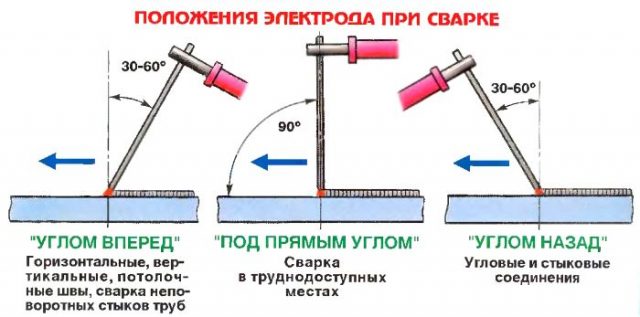
- Зависимо от пространственного положения, принципиально избрать угол подключения электрода к держаку. Обычно электрод должен быть ориентирован под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Избираем электроды
Есть разработка самостоятельного производства: проволока погружается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сейчас в продаже есть разные виды электродов.
- С главным покрытием. Они тяжело поджигаются, но дают не много шлака. Их просто надзирать, свойство шва высочайшее. Требуют неплохой подготовки сварщика.
- С рутиловым либо кислотным покрытием. Дают больше шлака, требуют способностей. Просто поджигаются, шов лучше защищен. Плюс этого покрытия — наименьшее образование газов при сварке, что отлично сказывается на здоровье. При учебе лучше применять конкретно этот вид.
Поперечник выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Нормально использовать, например, электрод поперечником 3 мм для сварки сплава, шириной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью сначала. Зажечь дугу верно можно несколькими методами:
- Чиркание. Обычной метод, движение припоминает поджигание спички. Появившаяся дуга удерживается и переводится в начало шва. Минус метода — наплывы и брызги сплава вне дуги.
- Удар. На кончике электрода появляется пленка из шлака, дуга разгореться не может. Чтоб сбить шлак, необходимо пару раз просто ударить по поверхности. Появившаяся искра дуги удерживается и переводится в начало шва. При всем этом способе электрод нередко «залипает» — приваривается. Отрывать никчемно, необходимо его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем маленькое радиальное движение — размешиваем ванну.
Чтоб следов от зажигания дуги на детали не осталось, пользуемся последующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за границы шва, а следы поджига дуги завариваются.
- Используем стартовую пластинку. Поджигать электрод и начинать сварку можно на кусочке сплава, пристыкованном к началу шва. Опосля стартовая пластинка отламывается либо срезается.
Избираем силу тока
Чтоб получить управляемую сварочную ванну, необходимо верно найти силу тока. Она зависит от:
- Соотношения поперечника электрода к толщине свариваемого сплава.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Верно избранная сила тока определяется по нраву ванны.
Малая сила тока Большая сила тока Если дуга не поддерживается, угасает, ванна выходит узенькая Водянистая, неконтролируемая ванна, вытекающий сплав, брызги вокруг шва, прожог Бывалые сварщики ставят наибольшие значения — это помогает варить резвее.
Горизонтальные швы варятся при высочайшей силе тока, на вертикальных швах сила тока миниатюризируется на 10 — 15 %, потолочные швы требуют понижения на 20 — 30 % относительно горизонтальных.
Держим электрод верно
На свойство шва огромное воздействие оказывает длина дуги, линия движения движения, скорость сварки и угол ведения электрода.
Движения электрода
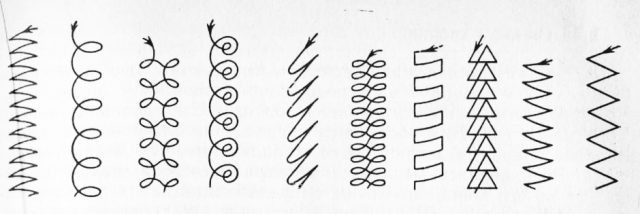
- Возвратимо-поступательные движения вдоль шва. Дают узенький шов с неплохим прогревом. Можно использовать при соединении тонких деталей с маленьким зазором.
- Поперечные колебательные. У всякого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое качание. Применяется, если необходимо получить широкий шов, при большенном зазоре либо заварке фасок. Правило — чем толще деталь, тем подольше необходимо задерживаться на ее краях, чтоб отлично прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Маленькая» дуга не прогреет сплав, шов может получиться пористым и неравномерным. «Длинноватая дуга» перегреет сплав, но разбрызгает сплав на поверхности. Стык не получится, будет зигзагообразным, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Нормально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить очень медлительно, есть риск перегрева сплава, прожига. Шов получится полукруглым, выпуклым.
Резвое движение электрода приведет к непровару, прерывающемуся шву. Шов получится узенький, с включениями шлака и раковинами.
Положение электрода
Традиционная рекомендация начинающим сварщикам — держать электрод в протяжении всего шва под схожим углом.
Если держать перпендикулярно, будет лишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, надзирать при всем этом шов труднее.
Идеальнее всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает лучший прогрев, равномерность шва, контролируемость сварной ванны.
Варим верно
Сваривание сплава имеет много особенностей и сложностей. Основное при ведении шва — не прожигать сплав, при всем этом проплавлять кромки.
Узкий сплав, корень шва деталей с зазором можно сваривать способом «в отрыв». Загорается дуга, появляется сварочная ванна. Электрод резко поднимается, дуга угасает, ванна начинает остывать и опять загорается дуга в конце нее.
Сварка толстого сплава, наплавка тела шва делается без отрыва. Загорается дуга, сварочная ванна равномерно ведется вдоль шва. По мере необходимости совершаются колебательные движения.
Если электрод завершился, очищаем шлак. В месте окончания ванны появляется впадина — кратер. Новенькая дуга размешивается в кратере предшествующей, и сварка идет далее.
Дефектуем шов
Опосля проведения сварки, шов непременно очищается от шлака. Если сварка проведена отлично, шлак отделяется одним махом, просто. Нехороший шов длительно чистится, шлак отлично держится за поры.
На какие недостатки необходимо направить внимание:
- Сплавление кромок. Оба края должны быть умеренно сплавлены.
- Подрезы. Края деталей при высочайшей силе тока расплавляются, получаются впадины. Это ослабляет сплав.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтоб научиться отлично сваривать сплав, необходимо знать теорию и много практиковаться. Отлично, если есть человек, способный указать начинающему сварщику на недостатки и методы их устранения. Это сформирует у сварщика правильные привычки, и швы будут постоянно ровненькими, высококачественными. Важным фактором является отношение сварщика к собственному делу, желание получить наиболее высококачественный шов, желание наслаждаться «небольшим солнцем» на кончике электрода.
4 аспекта сварки для начинающих

Профессия сварщика непременно просит неких проф способностей.
Обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) данной для нас специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Но способностями сварщика не тяжело завладеть и без помощи других, если пользоваться грамотными и действенными советами в руководствах по электронной дуговой сварке.
Начало самостоятельного обучения сварке
До этого всего будущему сварщику либо соискателю, желающему приобрести способности для самостоятельного владения сваркой нужно разобраться в самой технологии сварки.
Не надо углубляться в строение инвертора либо выпрямляющего трансформатора, единственное, чего же будет довольно, так это последующее правило: для появления электронной дуги меж электродом и поверхностью для сварки должен быть образован замкнутый контур.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Основным, что должен уяснить сварщик, так это первичные меры предосторожности и техники сохранности:
- основным вредным фактором электродуговой сварки является мощное световое излучение.
Для избежание таковых последствий нужно пользоваться защитными сварочными щитками, которые обустроены поляризационными фильтрами.
По выполнению существует огромное количество щитков, которые можно избрать без помощи других;
- для защиты рук и тела нужно подобрать защитный костюмчик.
Не считая световой перегрузки сварка небезопасна ожогами и тепловыми поражениями, потому что соединение железных кромок достигается методом их оплавления.
В истинное время существует огромное количество вариантов сварочных костюмов, лидирующее пространство посреди которых занимают костюмчики из замши либо кожаных производных;
- не считая того дуга в сварке достигается наращивание электронной силы, замкнутой на электрод.
Работа дуговой электронной сварки с баласного реостата либо инверторного преобразователя фактически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В истинное время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как избрать пригодный электрод смотрите тут.
Сварка электродом для начинающих
Опосля освоения коротких теоретических данных по сварке можно конкретно в рабочем процессе понять все аспекты производства.
Приступаем к работе: для начала нужно установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
Опосля этого можно попробовать зажечь дугу, 1-ый раз, обычно, это не удается никому.
Для того, чтоб зажечь дугу необходимо несколько раз отрывисто прикоснуться кончиком электрода к железной заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько соответствующих приемов, которые подходят для начинающих: движение “полумесяцем” и “перетаскивание” – типичные техники работы электродом в сварочной ванне.
Этот метод обширно используют автолюбители и сантехники – прохладная сварка сплава широкодоступна и не просит специальной подготовки и сложного оборудования. Узнайте себе все о прохладной сварке.
Желаете не только лишь расширить свои зания в области сварки, да и обучиться ее использовать мастерски? Читайте здесь статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электронной дугой делается из 2-ух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
- нижнее положение вполне неопасно для сварщика, но время от времени сварка в таком положении просит наложение доп проварочного шва.
- горизонтальную прямую поверхность лучше варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
Опосля проваривания шва нужно сбить шлак, который появляется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет без помощи других;
- вертикальное положение заготовки просит того, чтоб электрод подносился под углом 90 градусов.
Почему компаниям прибыльнее применять лазерную резку, и в чем ее изюминка? Это и почти все другое, читайте в публикации о лазерной резке сплава.
Спецы в штате ремонтной компании обязаны иметь большенный опыт работы по ремонту сварочных аппаратов и иметь высочайший уровень квалификации. Детали о ремонте сварочных аппаратов, смотрите тут.
Сварка аргоном для начинающих
Сварка аргоном – это способ сварки, который технологически различается от электронной дуговой сварки.
Сварка аргоном, обычно, делается на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон нужен для защиты сварочной ванны от проникания кислорода.
Начинающему сварщику необходимо знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Как научиться варить электросваркой – фото и видео уроки
Сварка – это более надежное соединение неразъемных деталей. В ежедневной жизни она обширно употребляется в изготовлении изгороди с внедрением сетки-рабицы, оранжерейных каркасов, печей для бань и гаражей либо разных емкостей, нужных на дачных участках. Человек, владеющей способностями сварочных работ, способен сделать на собственном приусадебном участке истинные шедевры ажурных огораживаний, навесов для крыш и иных нужных в быту вещей.
Чем обусловлена надежность сварки: базы сварочных работ
По прочности сотворения неразъемных соединений, сварка занимает фаворитные позиции. Это обеспечивается нагреванием сплавов из разных металлов при помощи электронной дуги, которое приводит к пластической деформации применяемых материалов. При всем этом происходит обоюдное проникновение простых частиц электрода в строение соединяемых материалов. В итоге появляются молекулярные связи, владеющие сверхвысокой прочностью.
Благодаря современным инноваторским технологиям, в истинное время возникла возможность применять для сварки лазерные и электрические лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых критериях как и раньше самой хорошей остается электродуговая сварка, источником энергии, для сотворения электронной дуги которой служат сварочные аппараты разных типов, в том числе и инверторы.
Методы сварки
Есть последующие методы сварки:
- Газопрессовая, с внедрением пламени ацетилкислорода. Достоинства этого вида сварки в высочайшей производительности. Потому она находит обширное применение в нефтяной и газовой отрасли, а именно при строительстве магистралей для транспортировки нефти и газа, также в машиностроении.
- Контактная, осуществляемая электронным током, имеющим относительно низкое напряжение при довольно высочайшей силе тока. Этот метод включает последующие разновидности: сварка встык, шов и точечная.
Не считая этого, в отдельных вариантах применяется роликовая и электрошлаковая сварка, трением и термитная, также ряд остальных разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то для вас будет нужно сварочное оборудование. Его можно арендовать либо приобрести. В истинное время торговые точки дают сварочные аппараты, снаряженные устройством, позволяющим наращивать либо уменьшать силу тока. Любители созодать все своими руками, могут смастерить сварочный аппарат из средств находящихся под рукой. В любом случае, для вас будет нужно один из последующих преобразователей электронной энергии:
- Трансформатор для преобразования переменного тока бытовой электронной сети в ток, нужный для воплощения сварочных работ. Выбирая агрегат этого типа, нужно учесть, что дешевенькие модели не сумеют обеспечить нужную стабильность электронной дуги. Для их типично «просаживание» напряжения. К тому же, они очень томные.
- Выпрямитель. Это устройство, который конвертирует переменный электронный ток, подаваемый в потребительские сети в неизменный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электронной дуги, что, в свою очередь, увеличивает свойство сварного шва.
- Инвертор. Он конвертирует переменный ток бытовой электросети, в требуемый неизменный, с нужным для высококачественной сварки напряжением. Этот аппарат различается компактностью и маленьким весом, легкостью зажигания, резвым действием и высочайшей производительностью.
[stextbox caption=”Кстати!”]** Рекомендация. Более действенным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высочайшей производительностью.
Как верно избрать электроды для сварки
Для самой всераспространенной, дуговой сварки требуются электроды, которые предусмотрены для подведения тока к сварочному шву. Почти всегда, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто в первый раз сталкивается со сварочными работами, лучше применять электроды, в виде жестких стержней, покрытых плавящимся составом. Они разрешают даже новенькому оформить ровненький шов. Лучший поперечник стержня электрода для данной для нас группы сварщиков – 3 мм. Электроды наименьшего поперечника используются для соединения тонких листов сплава, а для использования
электродов большего поперечника нужно оборудование большей мощности.
Сохранность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются броским световым излучением и обилием брызг раскаленного сплава. Потому, сварщик должен позаботиться о защите кожи собственного лица и глаз от ожогов. Для этих целей будет нужно особый щиток и маска. Но не только лишь лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося сплава в большей мере. Потому, рукавицы из брезента либо замши – нужное средство обеспечения сохранности. Безупречный вариант – наличие халатика либо комбинезона из плотной брезентовой либо прорезиненной ткани (Строение тканей живых организмов изучает наука гистология).
В целях обеспечения пожарной сохранности, в местах проведения сварочных работ обязана быть емкость с водой либо остальные средства, защищающие от возгорания при попадании случайной искры.
Пошаговая {инструкция} выполнения сварочных работ
- Свариваемая поверхность обязана быть кропотливо защищена. На ней не обязано быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, нужно вставить электрод в держатель аппарата для сварки и сделать электронную дугу. Для этого нужно вызвать движение тока в зоне сварки. Выполнить этот процесс можно, чиркнув стержнем электрода по сплаву либо, касаясь им поверхности заготовки в виде постукивания.
- Как лишь покажется электронная дуга, нужно сделать зазор меж ней и соединяемой поверхностью. Этот зазор обязан иметь постоянную величину и находиться в границах от 3 до 5 мм.
[stextbox caption=”Кстати!”]** Рекомендация. Чтоб получить ровненький шов, без изъянов, нужно, чтоб величина зазора оставалась неизменной в течение всего времени выполнения сварочных работ. В неприятном случае, дуга будет прерываться, что приведет к ухудшению свойства сварного шва.
- Угол наклона стержня должен составлять 70?. Но он быть может изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электронного тока. Нужно учесть, что очень большая его сила вызовет проплавление сплава, а при низкой происходит гашение дуги.
Опосля того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать конкретно к выполнению неразъемных соединений. Начинается работа с сотворения дуги. Потом сварщик перебегает к конкретному соединению деталей. При всем этом его рука обязана совершать колебательные движения от 1-го элемента к другому. Сварной шов (линия движения движения) быть может выполнен в виде елочки, петли, зигзага и т.п. В окончание работы, нужно зачистить шов от образовавшихся шлаков.
Как лишь вы освоите главные способности сварочных работ, можно перейти к выполнению наиболее сложных операций, производя стыковые и тавровые соединения, также внахлест и угловые, двигаясь в разных направлениях. Как лишь рука приобретет уверенность, можно приступать к изготовлению наиболее сложных изделий.
Видео – ручная дуговая сварка для начинающих