Какие электроды избрать для сварки инвертором
Инверторы для сварки за крайнее время стали наиболее пользующимися популярностью, чем обычные трансформаторы. Это соединено с тем, что их стоимость является относительно низкой, а эксплуатация довольно ординарна и не накладна. С помощью их можно довольно стремительно сварить требуемую систему, без долгих шагов подготовки. Сварка алюминия инвертором, также иных металлов владеет довольно высочайшим качеством выполнения. Соединение деталей осуществляется с помощью плавления. Почти все не знают, как подобрать электроды для сварки инвертором, хотя этот процесс не так и сложен, но выбор имеет довольно огромную ответственность. Одной из черт инвертора является стабильность показаний характеристик сварочного тока, так что на шов не действуют фактически ни какие нехорошие причины.

Электроды для инверторной сварки
В состав инвертора заходит система управления, преобразователь частоты, выпрямитель, трансформатор больших частот, фильтр и остальные доп вещи, которые увеличивают свойство и удобство проведения сварки. Таковым образом, наилучшие электроды для инверторной сварки дадут хороший итог соединения. Сварочные электроды должны быть не только лишь высочайшего свойства производства, да и непревзойденно подступать к тому сплаву, для сваривания которого он были выбраны.
Аспекты, по которым нужно подбирать электроды для инвертора
Любой спец понимает, что единственного варианта, которых подступает для всех случаев, не существует, потому, чтоб выполнить выбор электродов для сварки инвертором требуется опираться на некие главные свойства. Одной из их является материал производства. Сделанный шов в любом случае будет самым слабеньким местом на сваренном изделии. Чем больше сплав наплавочного электрода будет различаться от основного, тем меньше будет крепость соединения. Таковым образом, следует глядеть, чтоб состав расходных материалов совпадал с главным сплавом. В индивидуальности это касается соединения цветных металлов, так как они весьма сложны в сваривании и для их требуются не только лишь особенные режимы, да и доп приспособления.
Последующим аспектом при выбирании, какими электродами лучше варить инвертором, является поперечник стержня. Большая толщина дозволяет проваривать сплав на огромную глубину, если мощность аппарата дозволяет. Если для вас требуется подобрать материалы для домашнего инвертора, то изредка какая модель поддерживает наиболее 3 мм электродов, так что выбор следует созодать конкретно в этом спектре. В проф промышленной технике таковых ограничений нет, потому, можно останавливаться на хоть какой комфортной толщине, которая подступает для размера заготовки. Для вертикальных и потолочных положений сварки особо толстые изделия также не подступают, так как в режимах нередко встречаются ограничения на модели в 5 и 6 мм, потому, тут подходят максимум 4 мм электроды. При нижнем положении толщина стержня не обязана превосходить толщину свариваемого изделия наиболее чем на 1 мм.
Последующим аспектом, как избрать электроды для инвертора, является род тока, для которого они предусмотрены. Современные модели аппаратов часто имеют все нужные доп вещи, чтоб подстроиться под хоть какой режим подачи электро энергии, будь то переменный либо неизменный ток данной полярности. Но электроды заданы лишь для определенного спектра работы, потому, их следует выбирать под собственный аппарат, чтоб они смогли лучшим образом проявить свои свойства. Почти все из их служат как для неизменного, так и для переменного тока, но разница состоит в холостом ходу инвертора, под который рассчитана та либо другая марка.
Покрытие электродов для сварки также является важным аспектом. Есть несколько главных разновидностей, которые помогают преодолеть негативное воздействие ржавчины на поверхности, либо присваивают шву доп защиту от водорода, так что его позже не требуется прогревать. Также материалы в обмазке могут придать соединению огромную пластичность, потому, при ответственной сварке это выступит значимым фактором.
Пригодные марки
Решая вопросец, какие электроды избрать для сварки инвертором, можно взглянуть на статистику, которая покажет самые пользующиеся популярностью варианты. Посреди их имеются:
-
– они больше подступают для сварщиков с опытом. Они служат для сотворения плотного шва, который владеет высочайшей прочностью. Они могут употребляться даже при низких температурах.

Электроды для сварки инвертором марки УОНИ-13 55
- МР-3С – могут стать неподменным решением в тех вариантах, когда к шву выдвигаются высочайшие требования по качеству. Они подступают для работы неизменным током на оборотной полярности и для переменного тока.

Электроды для сварки инвертором марки МР-3С

Электроды для сварки инвертором марки МР-3
- АНО – серия состоит из нескольких марок, но в целом является самой пользующейся популярностью в использовании. Их преимущество заключается в том, что электроды не надо за ранее прокалывать. Дуга отлично загорается как в 1-ый, так и в следующие разы. Свойство шва выходит довольно высочайшим. Подступает для работы новеньким.

Электроды для сварки инвертором марки АНО
Индивидуальности выбора электрода для инвертора зависимо от режимов свариваемого сплава
Задаваясь вопросцем, как избрать электроды для инверторной сварки, следует сначала выяснить, что конкретно придется сваривать. При подборе расходного материала для сталей, следует выяснить их состав. Тут весьма принципиальным моментом является уровень их легирования, какие доп элементы входят туда и в которых количествах. Дело в том, что если происходит сварка нержавейки, то опосля самого процесса, когда изготовлен неверный выбор, то сама нержавеющая сталь утрачивает свои противокоррозионные характеристики и на месте шва с течением времени может появляться ржавчина. Чтоб этого не происходило, требуется выбирать электроды, которые будут восполнить температурные утраты.

Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высочайшим содержанием углерода. Если же в сплаве напротив, маленький уровень углерода, то требуется обеспечить доп защиту, чтоб в шов не попал данный элемент, по другому все соединение станет довольно хрупким. Для работы с чугуном следует употреблять особые расходные материалы, которые ориентированы конкретно на этот сплав, по другому есть большенный риск образования брака.
Любой из металлов имеет свои индивидуальности в режиме сваривания, из-за различия в температуре плавления и параметров текучести. Если электроды подбираются из такого же состава, то огромных заморочек с применением не обязано быть, так как довольно только выставить обозначенные характеристики, которые подступают для подходящего положения и начинать работу. Таковым образом, рассматривая какие электроды лучше для инвертора, следует учесть перечисленные выше причины
Главные режимы и аспекты внедрения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их внедрения. Тут приведены параметр тока для всех положений у самых всераспространенных моделей:
Всё что необходимо знать о сварочных электродах
Сварочные электроды — маленький железный (в неких вариантах неметаллический) стержень, изготовленный из электропроводных материалов. Употребляется для подачи тока на материал, который сваривают. Свойство сварочного шва зависит от электрода и от метода движения во время выполнения сварки. Электроды защищают сварочную ванну от газов и сформировывают шов с требуемыми качествами. Одними из самых надежных числятся электроды с рутилово-целлюлозным покрытием. Ознакомиться и приобрести электроды для сварки вы сможете прямо на нашем веб-сайте.
Свойства сварочных электродов
Есть несколько советов, по которым необходимо выбирать сварочный электрод:
- Толщина сплава, который вы будете сваривать. Чем толще сплав, тем большего поперечника электрод необходимо взять.
- Огромное значение имеет марка сплава. Потому найти этот параметр — главная задачка.
- Обусловьтесь с пространственным положением сварки.
Также по электроду определяют, какой ток необходимо подавать. Рассчитывается он так: на любой 1 мм электрода подают 30 – 40 Ампер тока. Например, на электрод поперечником 3 мм подают 90 – 120 Ампер. При сваривании в вертикальном положении, необходимо уменьшить силу тока на 15%.
Сопоставимость со сварочными аппаратами
При выбирании сварочных электродов необходимо учесть не только лишь вид сплава, для которого они необходимы. Естественно принципиально, что вы будете сваривать — алюминий, чугун либо нержавейку. Недозволено также забывать про тип сварочного аппарата. Для разных аппаратов потребуются различные электроды. Перечислим главные их виды и расходный материал для их:
- Полуавтомат. Завлекает покупателей собственной доступной ценой, на рынке есть большенный выбор данных аппаратов. Для вас пригодится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
- Аппараты для TIG-сварки. Пользуются популярностью за счёт собственной универсальности и узкой опции. Здесь употребляют тугоплавкие электроды с вольфрамовым покрытием.
- Инверторы. Самые пользующиеся популярностью аппараты, применяемые для домашних работ. Для сварочных работ на таком инструменте употребляют любые плавящиеся электроды.

Виды электродов по типу сварочных металлов
Есть огромное количество марок электродов. Принципиально при работе употреблять средства защиты, главные из их — это спилковые краги и очки, либо маска сварщика. Любой вид электродов употребляется для разных металлов и положений. Основная цель — упростить сварочный процесс. Не считая этого, они уменьшают количество используемого материала и наращивают свойство соединения. Разглядим самые пользующиеся популярностью материалы и виды электродов, пригодных для их:
- Для сварки среднеуглеродистой стали употребляют последующие электроды: УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, УОНИ-13/65, так как они понижают шанс образования закалочных структур.
- Количество марок для сварки легированных сталей мало меньше. Сюда входят: Э70, Э85, Э100, Э125, Э150. Эти электроды употребляются при сварке стали завышенной и высочайшей прочности. Есть особые электроды для легированных теплоустойчивых сталей: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
- Нержавейка имеет низкую электропроводность и мощное электронное сопротивление. Для сварки этого сплава употребляют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
- При выбирании электрода для чугуна необходимо учесть его вид. Для ковкого подходят такие марки: МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4. Для сероватого чугуна пригодятся ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
- Для сварки меди подходят такие типы: Комсомолец-100, ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.
Систематизация электродов

Маркировка электродов для сварки
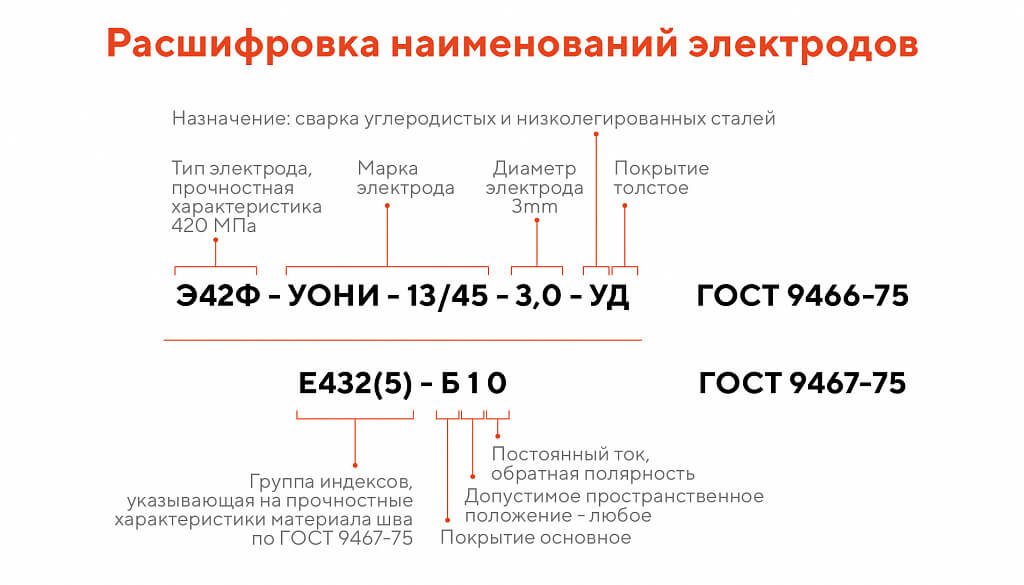
Чтоб не было заморочек с выбором подходящего электрода была сотворена особая маркировка. У новенького она может вызвать затруднение, но принцип ее прост. Употребляются буковкы и числа в специальной последовательности. Все наименования состоят из блоков:
- тип;
- марка;
- поперечник;
- сфера внедрения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- вероятные положения для работы;
- тип рекомендуемого тока.
Стоит раздельно упомянуть о положении электродов. Различают 4 вида:
- горизонтальное размещение;
- нижнее размещение;
- потолочное размещение;
- вертикальное размещение.
На маркировке делают последующие обозначения:
- 1 – электрод подступает для сварки во всех положениях;
- 2 – сварка во всех положениях, не считая вертикального сверху вниз;
- 3 – во всех положениях, не считая вертикального сверху вниз и потолочного;
- 4 – для швов нижнего и нижнего в «лодочку».
Покрытие электродов
Покрытие электродов — это порошковая смесь, которая наносится на железный стержень и нужна для:
- обеспечения размеренного горения дуги;
- придания железному шву подходящих параметров.
Есть 4 главных вида покрытия, другие — консистенции из их. При всем этом комфортно употреблять магнитный угольник при работе со железными сплавами.

- Кислое покрытие — состоит из окисей железа, свинца и остальных металлов. Швы, изготовленные с электродами имеющими такое покрытие, подвержены образованию жарких трещинок.
- Основное покрытие — в качестве базы в их употребляется фтористый кальций и карбонат кальция. Такие электроды имеют малую окисленность, что обеспечивает не плохое раскисление сплава.
- Целлюлозное покрытие содержит огромное количество целлюлозы. Такое покрытие дозволяет сваривать сверху вниз. Не рекомендуется употреблять при сваривании закаливающихся сталей.
- Рутиловое покрытие (главный компонент электродов — рутил). Не советуют употреблять в системах, подверженных действию больших температур.
Поперечник электрода
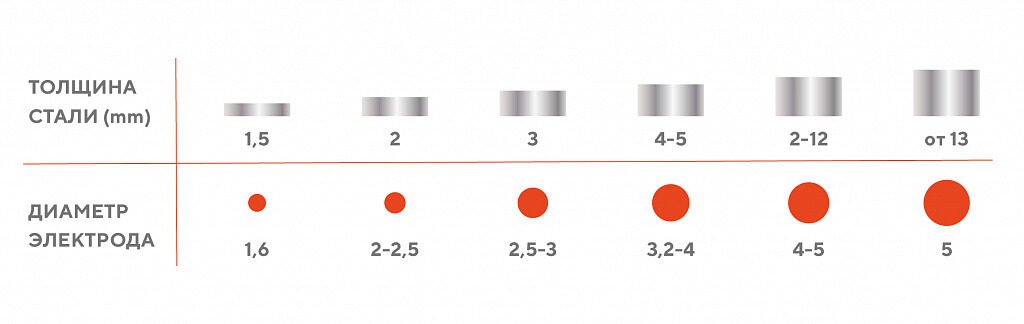
Поперечник электрода зависит от размера железного стержня. Бывают последующих поперечников: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, их длина варьируется от 350 до 400 мм. Длина зависит от легирования железного стержня. Существует три свойства, тесновато связанных меж собой: поперечник электрода, толщина свариваемого материала и сила тока. Поперечник электрода на сто процентов зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 фактически не употребляется ручная дуговая сварка, используют TIG-сварку либо сварку полуавтоматом.
Подбираем силу тока
Сила тока взаимосвязана с поперечником электрода. Также огромное воздействие имеет положение сварного шва в пространстве. При сварке в потолочном и вертикальных положениях следует брать электрод поперечником от 4 мм. При всем этом необходимо снижать силу тока на 15-20% относительно силы в остальных положениях.

К выбору электрода для сварки следует подступать трепетно. От правильного либо неверного выбора зависит свойство и долговечность шва. Непременно направьте внимание на толщину свариваемого материала и на положение, в каком планируете работать. Тщательно изучите маркировку — огромную часть инфы можно выяснить по ней.
Какие электроды лучше избрать для инвертора? Рейтинг стержней
Вы стали счастливым владельцем инвертора и заинтересовались вопросцем: какие лучше употреблять электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большенном многообразии, как избрать пригодные и будем разглядывать.
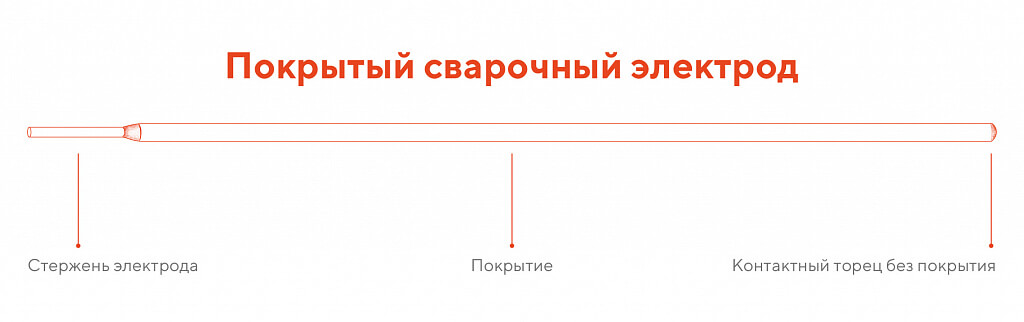
Устройство электрода
Это железный сердечник с особенным покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от действия кислорода.
Обмазка имеет 4 типа покрытия:
- главный;
- рутиловый;
- кислый;
- целлюлозный.

- Основное и целлюлозное покрытие употребляется для сварки на неизменном токе.
- Рутиловая обмазка годится для неизменного и переменного тока. Различается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием употребляются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание железные стержни с главным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — наилучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки употребляются особые печи. В бытовых критериях используют духовку кухонной плиты либо хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не покажется вопросец: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выбирании электрода должен быть похожим со свариваемым сплавом.
Виды электродов
Выполняются особые изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для внедрения в домашних критериях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с главным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным перегрузкам, не страшатся низких температур.

УОНИ 13/55 требовательны к чистоте кромок заготовок. При нехороший зачистке возникают сварочные поры.
Электроды УОНИ предусмотрены для сварки неизменным током на оборотной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.

Процесс вероятен на неизменном и переменном токах, размеренная дуга в пространственных положениях и маленькое разбрызгивание сплава — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.

Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому сплаву. Малый размер шлака, показывает плюсы электрода.
4) ОЗАНА. Пользующиеся популярностью стержни 2 видов.

ОЗАНА-1 применяется для наплавки и соединения дюралевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и остальные. Стержни держат размеренную дугу в нижнем и вертикальном положении.
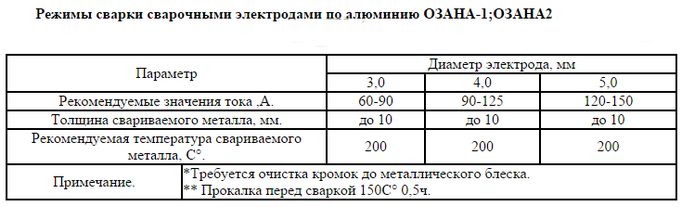
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и незапятнанного алюминия.
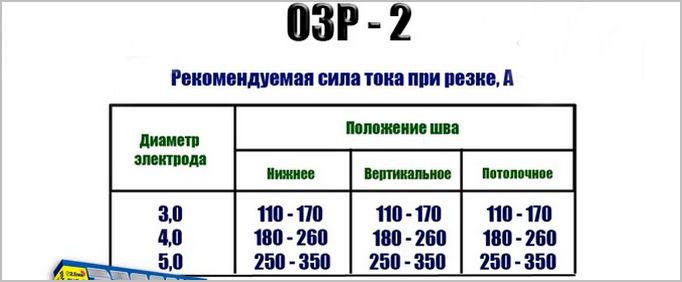
ОЗР, ОЗР-2 спецпокрытие, употребляются почаще для прошивки отверстий, строжки, резки. Для удаления изъянов сварных швов и разделки кромок и корня шва. Для резки применяется переменный либо неизменный ток с оборотной и прямой полярностью.
5) Комсомолец-100 с особым покрытием для сварки и наплавки незапятанной меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытнейших мастеров;
- МР-3 — всепригодные электроды, варят заржавелый и мокроватый сплав;
- МР-3С — для получения высококачественного шва;
- АНО — раскупаемые в Рф электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки загораются просто, результат работы неплохой.
Также, мастера рекомендуют использовать:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 отлично сваривают сплавы чугуна.
Видео:
Любой 2-ой новичок в электросварке задумывается — любая модель инвертного устройства нуждается в особых стержнях. И спрашивают: какие электроды лучше использовать для инвертора Ресанта.
Отвечаю: марки стержней вышеперечисленные подступают для Ресанта и остальных аппаратов.
Основное — не марка аппарата, а соответствие электрода сплаву.
Полярность при сварке на неизменном токе
Почти все инверторы для ручной дуговой сварки работают с неизменным током. При котором есть 2 варианта подключения полярности:
- ровная;
- оборотная.
Ровная полярность : к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).

Оборотная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, означает:
- при оборотной полярности лучше варить мощные детали;
- на прямой — узкий сплав и высоколегированную сталь.

Выбор поперечника электрода и настройка тока
По марке избрать сварочные электроды для работы на инверторе — это создать полдела. У новичков ещё остаются вопросцы:
- по поперечнику стержней;
- по настройке силы тока.
Поперечник подбирается от толщины сплава заготовок. Если толщина до 1,5 мм, то лучше употреблять полуавтоматы либо аргонодуговую сварку. Создать выбор поперечника электрода сможете по таблице ниже:

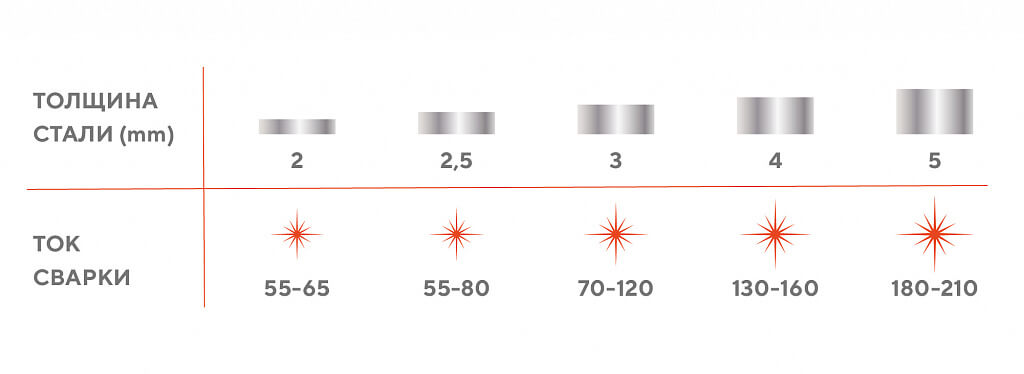
Какой ток выставлять для определенного поперечника электрода? Информацию узнайте на упаковке изделия либо из таблицы:

На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм поперечника электрода. Для стержня поперечником 3 мм, ток выставляется 80-110 А зависимо от пространственного положения, толщины сплава и количества проходов.
Четких и схожих опций не существует. Любой мастер способом проб и ошибок выставляет свои характеристики тока. Учтите, при огромных токах, сварочная ванна выходит наиболее водянистой и наименее управляемой.



























