Cварочная дуга: разбор 5 основных заморочек в вопросце сварки
Рассказываю, что такое длина сварочной дуги и самые главные задачи «новичков»: понятие длины сварочной дуги, ее появления, температуры и действия на шовную поверхность + советы по решению самых основных заморочек «новичков» в отношении сварки плавящимся электродом + 5 советов в отношении контроля электронной дуги.

С первого взора сварочный процесс кажется занятием обычным, но, если человек желает освоить по-настоящему доброкачественную сварку, необходимо куда поглубже изучить вопросец.
В нынешней статье я расскажу, что такое длина сварочной дуги и освещу самые главные задачи «новичков», занимающихся разными технологиями ручной сварки на дому и производстве.
Общая информация по сварочной дуге
С научной точки зрения, сварочная дуга характеризуется 2 качествами – выделение большущего количества теплоты и массивное лучеиспускание. 1-ое я отношу к положительной стороне, а 2-ое, — к отрицательной.
В качестве проводников электронного разряда обычно употребляются материалы с электромагнитными качествами. На своем опыте удостоверился, что идеальнее всего себя проявляют графитные стрежни круглого сечения, которые в научной литературе время от времени называют дуговыми фонарями.
1) Появление, температура и действие
Чтобы осознавать, как осуществляется процесс сварки, постоянно советую учить теоретическую базу физических явлений. При образовании вольтовой дуги во всей красоте проявляет себя закон Джоуля.
Метод появления электронной дуги:
-
.
- Выделение огромного количеств тепла в месте стыка.
- Концы проводников раскаляются.
- Разъединение электродов.
- Выделение катодом электронов.
- Электроны пронизывают поток воздуха меж электродами, производя расщепление молекул на «+» и «-».
- Появление электронной дуги.
- Стабилизационный процесс за счет роста числа заряженных частиц.
- Образование с варочной ванны.
Как указывает практика, наибольшее распространение для появления разрядов заполучили железные стержни с покрытием и конкретно деталь , которую сварщик планирует обрабатывать.
Принципиально: напряжение дуги меж металлическими электродами от 17 до 23 В, а если речь о угольных, среднее значение напряжения варьируется уже с 40 до 60 В.
Тестируя профитность угольных и железных электродов, просто увидеть, что электронное сопротивление во 2-м случае существенно ниже, нежели при использовании угольных материалов. Данное явление обуславливается наличием железных паров.

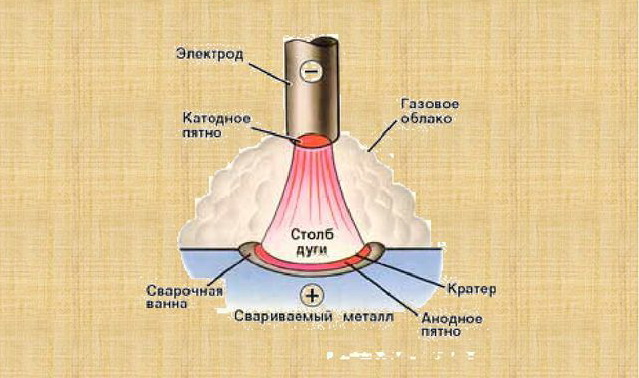
Для наилучшего осознания принципов выделения теплоты, я решил добавить маленькую схему из справочной литературы выше. По рисунку приметно, что температурный режим на разных областях электродов различается друг от друга. Тут выслеживается зависимость меж количеством выделяемого тепла и уровня нагрева. Так на «+» выдается 40%, на «-» 35%, а другие 25% тепла приходится на конкретно саму дугу. Чтоб восполнить температурную разницу, приходится брать угольные проводники разной толщины. На положительной стороне – больше поперечник, а на отрицательной – меньше.
2) Рассказываю, что такое длина сварочной дуги

Длиной дуги именуется фактическое расстояния от торцовой части электрода до базы кратера сварного шва. Меж поперечником прутка и длиной электронной дуги имеется ровная зависимость.
Выразить ее можно через формулу:
L (дуги) = 1/2*d — 1.2*d, где
d – значение поперечника электродного прутка.
Чтоб легче было освоить просчет возможной дуги на разных электродах, я приведу маленький пример.
Пример подсчёта: пусть у нас имеется на руках пруток с поперечником в 5 мм. Для расчета минимума и максимума электронной дуги значение подставим в формулу выше – 0.5*5=2.5 мм и 1.2*0.5=6 мм. Таковым образом получим значения от 2.5 мм до 6 мм по вероятной длине сварочной дуги.
Выделяют 3 типа сварочной дуги по толщине, но скажу честно, что в 95% случаев сварщики пользуются только недлинной. Средняя и длинноватая применяется в исключительных ситуациях. Детальнее о любом типе я сказал в таблице ниже.
| Тип | Вид | Описание |
|---|---|---|
| Маленькая | Лучший вариант, за счет которого сварщик может добиться эталонного по качеству сварного шва. Маленькую дугу различают не только лишь по виду, да и на слух – будет слышно сухое потрескивание, похожее с разогревом масла на сковороде. | |
| Средняя | Усреднённое значение проще всего поддерживать новеньким сварки. Результатом станет шов среднего свойства. Если человек лишь начал воспользоваться сварочным аппаратом, начинать практику стоит конкретно со средней длины электронной дуги. | |
| Длинноватая | В итоге работы на большенном расстоянии от поверхности шва, его свойство будет ниже среднего. Нехорошие проявления – окисление сплава и формирование неровной поверхности накапливаемого сплава с электрода. Пылает нестабильно с соответствующим шипением. |
Главный недочет длинноватой дуги – разбрызгивание капель электрода по области шва из-за недостающего прогрева области. По наружным проявлениям даже малоопытный сварщик сумеет сказать, где использовалась маленькая, а где длинноватая электронная дуга.

Изготовленная мной фото выше верно дает осознать, где какой тип дуги применялся. Как говориться, свойство на лицо. Даже при неплохом умении наложения, разница меж верхними и нижними швами кардинальная, и видна даже невооруженным глазом.
Самые главные задачи новичков в сварочных действиях
1) Как верно разжигать дугу?

Сварочные работы начинаются с розжига электронной дуги. Создать это сумеет любой за пару попыток, поэтому много трепаться по данному вопросцу незачем. Действие делается в 2 шага – замыкание конца электрода на детали и отрыв прутка на расстояние в его поперечник. 1-ая часть нужна для набора подходящей температуры на катодном пятне, а 2-ая обеспечивает выход первичных электронов.
Есть два метода зажигания:
- скольжение. Нагрев происходит в точке замыкания;
- чирканье. Нагрев в нескольких точка.
Какой лучше? Здесь дело ситуации. Например, в узеньких местах мне легче разжигать дугу скольжением, а при вольном пространстве входит и чирканье. Здесь уж выбирайте на собственное усмотрение.
2) Какой нужен наклон электрода?

Данный вопросец решается через комбинирование 2 действий – исследование технической литературы и практическая наработка. Опытнейший сварщик обычно в режиме настоящего времени варьирует угол наклона и направление движения электрода.
Что влияет на положение электрода по отношению ко шву:
- пространственное положение;
- толщина сплава;
- поперечник прутка;
- вид покрытия;
- толщина покрытия электрода.
На рисунке выше можно отметить себе вероятные композиции направления и угла наклона. В практическом нюансе, электрод обычно клонят к оси шва таковым образом, чтоб железная поверхность изделия могла проплавиться на наивысшую глубину. Благодаря сохранению оси дуги электрода, сварщик может достигнуть наибольшей проплавки + понизить скорость остывания сплава в сварочной ванне. Схожий ход понизит на 70%-90% риск появления в шве жарких трещинок.
3) Как двигать электрод при сварке?

Кроме правильного положения самого электрода, сварщик также должен смотреть и за его поступательным движением, поточнее за его геометрией. Скачу честно, что в данном плане я особо не запариваюсь, и работаю по 1-2 схемам, которым меня научили аксакалы сварки, но если придираться к технологии, то тут вариативность по выбору куда выше.
| Тип поперечного движения | Применение |
|---|---|
| Ломаная | Употребляется для получения наплавных валиков, также в процессе сваривания железных листов стык в стык без использования скоса кромки. |
| Полумесяц | Употребляется при работе со стыковыми швами, имеющими скос по кромке, также для швов углового типа с катетом не наиболее 0.5 см. Положение электрода различия не имеет, а допустимый поперечник до 0.4 см. |
| Треугольник | Применяется на угловых швах с катетом от 0.6 см + на стыковых со скосами кромки. Пространственное положение не имеет значения. |
| Петля | Методика употребляется в вариантах, когда вдоль кромки нужен значимый прогрев шва. Почаще всего употребляется на легированных типах стали. |
Если обобщить все вероятные движения, то можно выделить 2 группы – швы, требующие прогрева кромки и традиционные без подготовительного нагрева. Если желаете быть спецом в сварке, рекомендую изучить хотя бы 6 базисных типов движений. Профи с 20+ годами стажа могут повытрепываться даже своими методиками нанесения шва, а поэтому, для вас есть куда стремиться.
4) Как верно заканчивать шов?

Кратер при обрыве дуги – обычная ошибка новенького. Из-за фосфора и серы кратер может отдать ход трещинкам, что очень скажется на итоговом итоге проделанной работы. Сваривая сплавы с низким содержанием углерода, я обычно кратер заполняю электродом либо вывожу в сторону.
Принципиально: при работе со сталью, которая имеет склонность к образованию микроструктур, способ вывода кратера за шов не подойдёт, ибо есть шанс вызвать трещинкы вдоль цельного листа материала.
Заваривать кратер в несколько присестов с поджогом дуги также не рекомендую – оксидные загрязнения попортят вид шва. Лучший вариант – наполнение кратера и неспешное удлинение дуги до ее обрыва.
Зависимость меж длиной дуги и формированием сварочного шва:
5) Как надзирать длину дуги?

Я уже клеветал выше момент, что идеальнее всего придерживаться недлинной длины дуги, но создать этого без выработки опыта фактически нереально. Из-за неизменного сокращения длины электрода в процессе плавки (если речь о плавящихся прутках), человеку приходится повсевременно корректировать расстояние меж последними точками сварки, а это на глаз создать очень трудно.
Советы по работе со сварочной дугой:
- опирайтесь не только лишь на зрение, да и слух. Маленькая дуга выдает свойственное потрескивание;
- при использовании электродов с узким покрытием, можно натолкнутся на прилипание прутка ко шву из-за несоблюдения дистанции. Советую новеньким работать с таковыми прутками на средней дистанции;
- длинноватая дуга при вертикальной сварке быть может не небезопасна для здоровья сварщика, из-за мощного разбрызгивания сплава. Не запамятовывайте о спецодежде;
- принципиально прослеживать ширину валика, ибо данное значение впрямую зависит от длины электронной дуги;
- в горизонтальных положениях приемлемо употреблять дугу средней длины.
1-ый полгода у меня с трудом выходило поддерживать дугу одной длины, из-за что швы выходили очень средние. Постоянные результаты начали проявляться лишь спустя 8 месяцев практики, поэтому если у вас с первой пробы что-то не получится – не переживайте.
Ну что все-таки. Думаю, представленной выше инфы на сей день довольно. Сейчас вы узнали не только лишь что такое длина сварочной дуги, да и получили ответы на самые главные задачи «новичков». При наличии вопросцев, задавайте их в комментах. Буду рад посодействовать. Фортуны и не болеть!
Электронная дуга: сила разряда в действии
Наш веб-сайт сварак.ру публикует сатью по этой теме. В первый раз явление вольтовой дуги следил российский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется 2-мя качествами:
- выделением огромного количества теплоты
- мощным лучеиспусканием.
И то и это свойство электронной дуги применено в технике.
Для сварочной техники 1-ое свойство является- положи-тельным фактором, 2-ое — отрицательным.
В качестве электропроводов для электронного разряда могут служить любые электропроводные материалы. Почаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Обычный вариант меж 2-мя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машинки (анод). 2-ой уголь соединен с отрицательным полюсом (катод).

Электронная сварочная дуга
Температура электронной дуги, ее действие .
Выделение теплоты неодинаково в разных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (меж электродами) другие 21%.

Схема зон и их температуры в сварочной дуге
В связи с сиим и температура на электродах неодинакова. Анод имеет около 4000° С, а катод 3400°. В среднем считают температуру электронной дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники
берутся различной толщины. Положительный уголь берется толще, отрицательный —
тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выкидываемых катодом, которые с большой скоростью несутся к аноду. Владея большенный кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в термическую.
Окружающий его зеленый нимб является местом хим реакций, происходящих меж парами вещества электродов и атмосферой, в которой пылает вольтова дуга.

Процесс появления сварочной дуги
Появление электронной дуги
Процесс образования вольтовой дуги представляется в последующем виде. В момент соприкосновения электродов проходящий ток выделяет огромное количество тепла в месте стыка, потому что тут имеется огромное электронное сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и опосля разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный просвет меж электродами, расщепляют молекулы воздуха на положительно и негативно заряженные частицы (катионы и» а н и о н ы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд меж металлическими электродами, при этом одним электродом являйся железный стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается этот же, что и в случае угольных электродов, но тут возникает новейший фактор. Если в угольной дуге проводники равномерно испарялись (сгорали), то в железной дуге электроды очень активно плавятся и отчасти испаряются. Благодаря наличию железных паров меж электродами сопротивление (электронное) железной дуги ниже, чем угольной.
Угольный разряд пылает при напряжении в среднем 40—60 в, тогда как напряжение железной дуги в среднем 18—22 в (при длине 3 мм).
Длина дуги, кратер, провар.
Сам процесс дуговой электросварки протекает последующим образом.
Как мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некое расстояние, появляется вольтова дуга и на данный момент же начинается плавление основного сплава и сплава проводника. Как следует, конец электрода всегда находится в расплавленном состоянии, и водянистый сплав с него в виде капель перебегает на свариваемый шов, где сплав электрода смешивается с расплавленным сплавом свариваемого изделия.
Исследования проявили, что таковых капель перебегает, с электрода около 20—30 в секунду, т. е. процесс этот совершается весьма стремительно.
Хотя вольтова дуга и развивает весьма высшую температуру, выделение тепла ею делается на весьма маленьком пространстве как раз под дугой.
Схема длинны дуги
Если мы будем разглядывать через черные стекла дугу, возбужденную железным электродом, то убедимся, что в месте образования дуги меж электродом и главным сплавом на основном сплаве выделяется добела подогретая поверхность, которая конкретно под дутой имеет вид углубления, заполненного водянистым сплавом. Выходит такое воспоминание, что это углубление образовано вроде бы выдуванием водянистого сплава дугой. Это углубление именуется сварочной ванной. Она окружена сплавом, нагретым до белоснежного каления, при этом температура нагрева области, прилегающей, стремительно падает до красноватого цвета и уже на маленьком расстоянии, величина которой колеблется в зависимости от поперечника электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Отменная и нехорошая сварочная дуга, как отличить? Полезные советы.
Расстояние меж концом электрода и дном ванны, т. е. поверхностью расплавленного сплава, именуется длиной дуги. Эта величина имеет весьма огромное значение в технике сварки. Для получения неплохой сварки нужно длину дуги брать как можно меньше, т. е. держать дугу короче, при этом длина ее не обязана превосходить 3—4 мм. Естественно, длина дуги не является величиной неизменной, потому что конец электрода всегда плавится и, как следует, расстояние меж ним и кратером увеличивалось бы; если б электрод держать бездвижно до того времени, пока связь не оборвалась. Потому при сварке нужно всегда электрод приближать по мере его плавления к основному сплаву, чтоб поддержать длину дуги примерно неизменной в границах 2—4 мм.
Необходимость поддержать маленькую дугу (т. е. не длиннее 3—4 мм) вызывается тем, что расплавленный сплав электрода поглощает при собственном переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что усугубляет его механические свойства (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени водянистый сплав будет проходить через воздух.
Маленькая:
При недлинной дуге это время будет меньше, чем при длинноватой и, как следует, сплав электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большенный путь из-за длинноватой дуги. Потому что рвение всякого сварщика обязано постоянно заключаться в том, чтоб получить лучший по своим качествам шов, то потому подержанно недлинной дуги является Неотклонимым условием неплохой сварки. Маленькую дугу реально отличить не только лишь по виду, но также и по слуху, потому что маленькая дуга издает свойственное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук недлинной дуги любой сварщик должен отлично знать.
Длинноватая:
При длинноватой дуге (т. е. при длине больше 4 мм) мы никогда не получим неплохого шва. Не говоря уже о том, что при длинноватой дуге будет происходить мощное окисление сплава шва, сам шов также имеет весьма неровный вид. Происходит это оттого, что длиннющий разряд является наименее устойчивым, чем маленький, искра имеет рвение вроде бы плутать и отклоняться в стороны от места сварки, вследствие что нагрев от нее создается не таковой, как при недлинной дуге, а распространяется на огромную площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление сплава в месте сварки, а рассеивается отчасти зря по большенный поверхности.
При длинноватой дуге выходит потому нехороший провар, и, не считая того, капли с электрода, : падая на плохо прогретое пространство, не сплавляются с главным сплавом, а разбрызгиваются в стороны.
По наружному виду постоянно можно сходу отличить шов, сваренной недлинной либо длинноватой дугой. Верно проваренный недлинной дугой шов имеет правильные очертания, гладкую выпуклую поверхность и незапятнанный, блестящий вид. Шов, сваренный длинноватой дугой, имеет неровный непонятный вид и окружен бессчетными каплями и брызгами застывшего сплава с электрода. Таковой шов, естественно, совсем негоден.
Защита от электронной дуги
Примеры защитных костюмов против электронной дуги
Если сварочные аппараты используют дугу, то почти все остальные аппараты и не считая того человек должен ее избегать. Риск возникновения дуги на оборудовании зависит от не скольких параграфов:
- частотностью использования оборудования работником;
- опыт и познаниями работников имеющих дело с аппаратной частью
- уровень износа оборудования;
Если на человеке нет нужного индивидуально-защитного костюмчика и он попадает в зону деяния электронной дуги, шансы выжить достаточно резко уменьшаются. Возможность получить томные ожоги очень высока.
Изучаем сварочную дугу
Наличие массивного источника тока дозволяет получить электронный разряд меж 2-мя электронными выходами вторичной обмотки трансформатора. Маленькой зазор дозволяет создать этот разряд управляемым и во время его деяния возникает массивное световое излучение и выделение большущего количества термический энергии. Эта энергия дозволяет расплавить сплав, а управляемый процесс именуется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000 о С. Определение характеристик этого явления и способностей использования его на практике, открывает широкие перспективы для соединения разных металлов и сплавов. О этом мы и поведаем.
Электронная дуга и области её внедрения
Когда был найден эффект недлинного замыкания источника тока и его возможность расплавлять сплавы, это открыло большие перспективы для использования в области сваривания самых различных материалов. При помощи плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга дозволяет оперативно получить цельное соединение самых различных деталей. Высочайшая температура сварки дугой недлинного замыкания даёт возможность варить любые материалы от броневых листов и строй конструкций до узкого металлопроката, алюминия и титана.
Чтоб осознать значение электронной дуги и области её внедрения при сварке, нужно знать, что она представляет собой разряд большенный мощности в среде газов. Этот процесс сопровождается выделением термический и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая просит защиты дерматологического покрова и органов зрения. Термическая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. Зависимо от среды, где он действует, разряд быть может последующих видов:
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами сплава;
- в виде дуги, работающей в среде активных либо инертных газов.
Не считая того, процесс может происходить с применением плавящихся электродов и проволоки либо тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
Виды электронной дуги
Для лучшего осознания процесса нужна систематизация сварочной дуги по разным признакам, так как характеристики видов разряда и методы его пуска несколько различаются в зависимости от ряда причин. К примеру, тугоплавкий оксидный слой на поверхности сплава либо сплава вынуждает увеличивать значение тока во время возбуждения электронной дуги и соответственно наращивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, так как сопротивление меж катодом и анодом близко к нулю. Это ведёт к молниеносному разогреву сплава и его испарению.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной либо инертной среде, в которой находятся пары сплава и флюса. В критериях стабилизации возникает зона горения, состоящая из катодной области, столба разряда и анодной области. Систематизация сварочных действий происходит по последующим признакам:
- материал электрода быть может неплавящимся вольфрамовым либо плавящимся покрытым;
- по форме ток быть может импульсным, переменным и неизменным с прямой либо оборотной полярностью;
- среда быть может открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и действию на сплав процесс быть может комбинированным, косвенным и прямым.
Примером комбинированного действия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а 3-я к соединяемым деталям. Косвенное действие делается меж 2-мя близлежащими электродами и заготовкой, а прямое меж деталями и одним электродом.
Источники питания для электродугового способа
С целью получения энергии для соединения металлов употребляется различная проф аппаратура, так как неважно какая ветвь индустрии невообразима без этого оборудования. Такие источники питания сварочной дуги обширно употребляются и в быту, при дачном строительстве и ремонте различных изделий из сплавов и металлов. Свойства современного оборудования дают неограниченные способности для выполнения большущего диапазона задач.
Мы разглядим главные виды применяемых агрегатов, которые разрешают работать сварочной дугой с различными видами металлов и с применением электродов широкого предназначения, а конкретно:
- понижающие трансформаторы переменного тока, также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- автоматическая аппаратура MIG/MAG, в которой заместо электродов употребляется особая проволока, а работа делается в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.
Создаваемая этими устройствами сварочная дуга, возникает благодаря переменному, неизменному либо импульсному току с разными вольт-амперными чертами. Не считая того, современная аппаратура владеет возможностью регулировки характеристик тока и напряжения в весьма широких границах, также имеет режимы жаркого старта и форсажа дуги. Имеется возможность употреблять прямую и оборотную полярность, также импульсный ток, щадящий заготовки малой толщины. Общим для этих способов будет то, что длина сварочной дуги не обязана превосходить 5−6 мм, по другому её действие приобретает нестабильный нрав.
Заключение
Мы разглядели процесс появления сварочной дуги, её виды и внедрение при соединении металлов. Широкий ассортимент источников питания дозволяет избрать нужный для работы аппарат с подходящими чертами по управлению дугой недлинного замыкания. Приобретение нужных способностей сварки зависит от опыта и обучения, удачной работы.