Сварка способом TIG
– один из всепригодных способов, т.е. есть возможность работать с разными материалами. При помощи сварки такового типа достигается безупречное свойство сварочного шва. Для типа сварки TIG употребляют газ аргон (газ, который защищает расплавленный сплав от действия окружающей среды). Сварочные работы осуществляются неплавящимися вольфрамовыми электродами.

Виды сварки способом TIG:
- аргонная сварка DC;
- аргонная сварка AC/DC;
- WIG сварка (расшифровывается как Wolfram Inert Gas). Из-за вольфрама – материала, который часто употребляют для электродов;
- Tungsten Inert Gas (TIG сварка).
Аргонная сварка TIG – это довольно неспешный способ, если ассоциировать с дуговой SAW сваркой, MIG либо MMA, но конкретно благодаря этому обеспечивается высочайшее свойство работы.
Сопоставимость сварки способом TIG с высокопроизводительной MIG/MAG
Есть ситуации, при которых нужно соединять несколько способов. Например, для присоединения труб для морской деятельности, при помощи типа сварки TIG, производится корневая сварка, а с MIG заполняется разделка шва. Соединяют различные способы для наиболее высококачественного выполнения швов и скорости работы.

Ранее мы уже поведали, что для данного способа употребляется вольфрам и аргон. Почему конкретно они?
Итак вот, внедрение вольфрама разъясняется его потрясающими электронными качествами и завышенной температурой плавления. А вот аргон употребляют, чтоб защитить сварочную дугу, электрод от воздействия окружающей среды и ванну.
Достоинства способа сварки TIG
Чтоб осознать, что под собой представляем WIG сварка, нужно разобрать механизм работы и ее различные плюсы.
Механизм работы заключается в подаче газа через горелку с сетью, опосля чего же через 1 секунду подается напряжение. Для чего же это нужно, спросите вы? А все для того, чтоб процесс проходил в критериях защитного газа, подающегося под давлением, который будет препятствовать окислению деталей.

К плюсам сварки способом TIG можно отнести последующее:
- Работа с тонкими сплавами;
- Работа в 2-ух режимах: на неизменном токе DC и на переменном AC;
- Сохранность выполнения работы, благодаря негорючим газам;
- Получение безупречного шва;
- Электроды могут употребляться многоразово опосля заточки;
- Для наилучшего розжига дуги предусмотрен осциллятор;
- При работе нет брызг.
Недочеты способа сварки TIG
Как и хоть какой иной способ аргонная сварка TIG имеет свои минусы:
- Производительность – в отличие от остальных методов, скорость TIG сварки ниже;
- Опыт сварщика должен быть высочайший;
- Во избежание огромного расхода газа, нужно работать в закрытых комнатах;
- Маленькая подвижность;
- Сварочную проволоку нужно подавать вручную;
- Имеется газовый баллон.

Для сохранности процесса рабочий должен употреблять спецодежду, краги и всякую защитную маску.
Исходя из всего перечисленного выше, можно прийти к выводу: если в приоритете стоит свойство выполненной работы, а не скорость, тогда данный способ сварки TIG будет самым лучшим!
Применение
О преимуществах и недочетах способа TIG мы уже побеседовали, сейчас разберемся, где же он употребляется!
Тип сварки TIG применяется в последующих отраслях:
- Промышленная;
- Стройку;
- В быту.

С помощью сварки способом tig сварки можно варить не только лишь сплавы, но также соединять разные виды и их сплавы. К примеру, высокоуглеродистые, низколегированные, легированные, конструкционные, покрытые цинком либо нержавеющие стали; сплавы алюминия, титана; медь, бронзу либо латунь.
Проволока обязана быть подобна согласно хим составу материала, с которым будете работать, это весьма принципиально! А чтоб шов был плотным и незапятнанным, нужно приглядывать за чистотой вольфрамового электрода и временами подвергать заточке.
Разработка TIG сварки и способы работы
До этого чем перейти к выбору режима, нужно приготовить свариваемые детали к работе. Они очищаются от ржавчины, загрязнений и краски. Даже если деталь зрительно кажется незапятанной, не стоит третировать данной процедурой.
Разные материалы владеют различными хим качествами, также заготовки имеют разную толщину и тугоплавкость, конкретно потому для всякого нужно подбирать собственный режим источника тока для работы. От этого будет зависеть плавление сплава.
| Толщина сплава | Сила тока | Поперечник электрода |
|---|---|---|
| 1 мм | 45-55 А | 1,5 мм |
| 2 мм | 80-90 А | 2 мм |
| 3 мм | 120-150 А | 3,2 мм |
| 4 мм | 170-190 А | 5 мм |
Как избрать тип тока: неизменный либо переменный?
- Сварка способом TIG на неизменном токе DC применяется для разных сталей, меди, титана.
- Способ сварки TIG на переменном токе AC применяется для дюралевых сплавов, потому что частая смена полярностей разрушает оксидную пленку, которая покрывает сплав (ее температура плавления составляет 2000 градусов по Цельсию, в то время, когда плавление алюминия осуществляется при температуре 660 градусов).

Оборудование для сварки способом TIG
Делать сварочные работы по типу TIG можно с помощью обычного инвертора с горелкой, которая будет производить подачу газа. Но также есть и спец оборудование: инвертор либо сварочные выпрямители.
Исходя из того, какой сплав будет подвергаться сварочным действиям, подбирается инструмент и расходники.
Компания PROMOTECH в Рф дает сварочные колонны SAW/MIG-MAG — оборудование, которое поддерживает способ сварки TIG. Также в каталоге представлено сварочное оборудование, которое можно приобрести с доставкой по все Рф либо странам СНГ (Содружество Независимых Государств — региональная международная организация (международный договор), призванная регулировать отношения сотрудничества между государствами, ранее входившими в состав СССР).
Если у Вас появились вопросцы, оставляйте заявку на веб-сайте либо звоните по обозначенным номерам, и мы ответим на все интересующие Вас вопросцы.
В чем заключается приемущество сварки tig
Опосля открытия Хэмфри Дэвидом электронной дуги в 1800 году развитие дуговой сварки длительно оставалось на месте. И лишь сначала XX века ученые додумались поместить электронную дугу в инертный газ – родилась tig-сварка. Опосля внедрения разработки сделалось вероятным сваривать сложные сплавы – алюминий и магний. Дело в том, что во время традиционной сварки, поверхность алюминия стремительно вступает в реакцию с воздухом. Под действием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной индустрии: возникла возможность сваривать магний.

Высококачественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с внедрением вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка именуется WIG (Wolfram Inert Gas), по иной маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, при этом употребляется автоматический либо ручной режим подачи. Потому что почаще всего в виде защиты употребляется инертный аргон, то за tig ac/dc-сваркой закрепилось заглавие аргонно-дуговая сварка. Но нужно признать, что таковой термин не является правильным, поэтому что с схожим фуррором могут применяться азот, гелий либо даже газовые консистенции.
Смысл внедрения в tig-сварке газовой консистенции состоит в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной консистенции и еще удобней в использовании, чем легкий гелий. Но, при схожих значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Потому целенаправлено употреблять газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так полностью употребляются достоинства обоих газов: аргон выравнивает дугу, а гелий – отлично сплавляет сплав.
Область внедрения
Аппарат TIG ac/dc просто соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и остальных самых различных металлов. Фактически в хоть какой области индустрии в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая индустрия является главным юзером tig-сварки, технологию употребляют и в ряде остальных областей.
Индустрия употребляет tig для сварки тонких деталей из алюминия, в особенности из цветных металлов. Без нее не обойтись при разработке галлактического аппарата и обыденного велика из алюминия. Тонкостенные трубки в современных великах преобразуются в фактически невесомые конструкции при помощи tig-сварки. Не считая того, аргонно-дуговую сварку нередко употребляют для сотворения перехода меж трубами различного поперечника. По сути не существует такового вида сварки, который дозволял бы работать с таковым количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc

Сварка просит концентрации на процессе
Так, есть редчайшие сплавы, как сплав алюминия и хрома, которые нереально соединить обычным сварочным действием, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не дозволяет теряться сплаву, потому швы в итоге владеют схожую хим целостность. Сварочные швы алюминия опосля tig-сварки владеют устойчивостью к коррозии и образованию трещинок в течение долгого периода. Конкретно это дозволяет употреблять режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия ординарна в применении, потому ее можно употреблять в быту. Бывает, что нужно приспособить необычный кондюк в машинку либо заделать радиатор, покоробленный камушком с дороги. Вот здесь и приходит на помощь аргонодуговая сварка с внедрением домашних инверторов TIG ac/dc. Сейчас можно отыскать довольно много видео в Вебе, где доступно разъясняется, как употреблять сварочный аппарат в быту. Дуговая сварка вероятна и для нержавейки. Почти все, посмотрев видео, задают вопросец: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, поэтому что сварной шов представляется собой единой целое из сплава.
Разработка соединения сплава
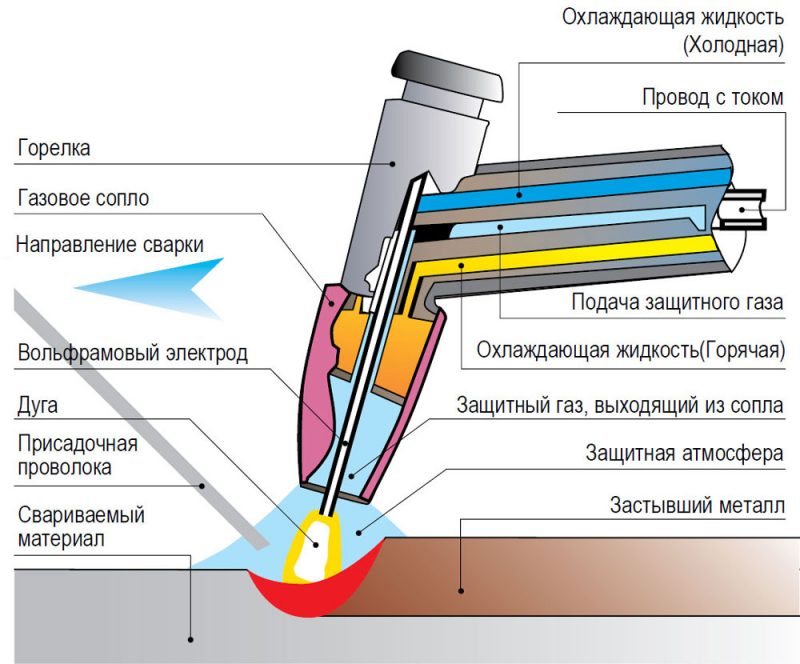
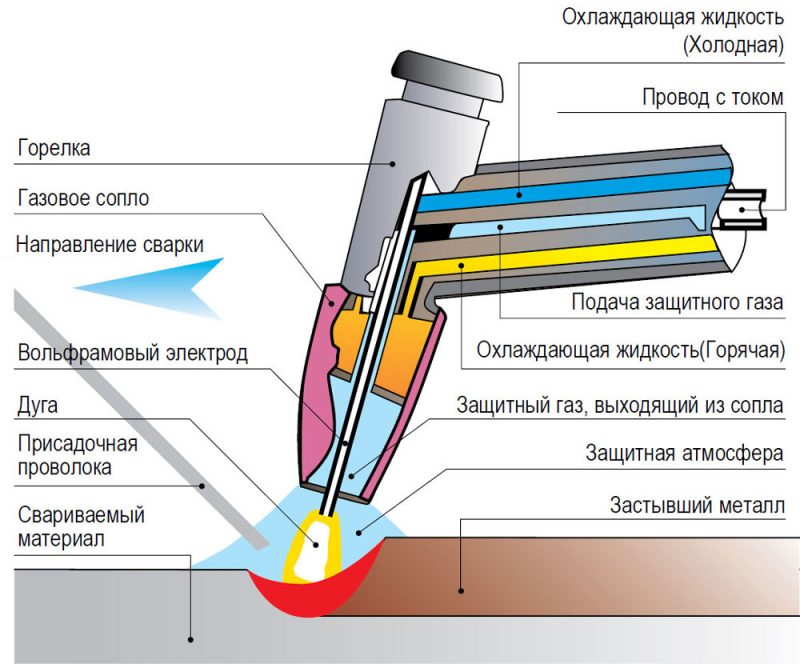
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как понятно, горелка из вольфрама весьма тугоплавкая. Конкретно вольфрам используют для получения нити накаливания, которая употребляется в электронных лампочках. Горелка и аппарат окружены глиняним соплом, из которого дует защитный газ. Если посмотреть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Потому аргон принципиальный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обыкновенной электросварке. Горелка Tig ac/dc врубается при помощи автоматической клавиши и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется главный сплав, а позже в сварочной ванне появляется расплавленный сплав, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного сплава детали и присадочной проволоки.
В качестве оборудования для tig-сварки используют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и неизменного тока. Режим переменного тока (dc) наиболее эффективен для процесса сварки. Нужно увидеть, что посреди XX века была возможность сваривать лишь при помощи неизменного тока – ac. Это вызывало некие трудности, если горелка имела полярность, то неизменный ток (ас) переносил частички вольфрамового стержня на поверхность сплава, загрязняя его таковым образом. Задачка была решена с возникновением переменного тока (dc).
Защитный газ может подаваться центрально либо сбоку электрода. Режим боковой подачи нужен при огромных скоростях сварки плавящимся электродом, чтоб не совершалось обдувание недвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В неких вариантах, к примеру для получения специфичных технологических параметров дуги, в особенности если используют аппарат tig ac/dc, употребляют защиту из 2-ух концентрических потоков газа.

Сварка Tig, способна заварить фактически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов с помощью вольфрамового электрода нужно защитить сплав от подсоса в зону сварки воздуха. Для этого употребляется горелка в контролируемой атмосфере. Железные детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высочайшей чистоты. Опосля чего же врубается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере создают сварку крупногабаритных изделий из нержавейки и алюминия. Для этого делают обитаемые камеры объемом до 450 кубическим метров. При всем этом сварщик находится прямо снутри камеры в особом защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с постоянной подменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. С помощью видео можно следить режим сварки в комнате.
Физические характеристики инертных газов влияют на технологические характеристики дуги и форму, получаемого шва. Если ассоциировать аргон с гелием, то 2-ой владеет огромным потенциалом ионизации, также огромную теплопроводимость. В итоге на видео видно, что у гелия выходит “мягкая” дуга. Режим работы аргонодуговой сварки с гелием совершенно подступает для сварки тонколистового сплава. Гелий легче, чем аргон. Потому требуется завышенный расход (в 1,5 – 3 раза), чтоб горелка и зона сварки была защищена.
Огромное обилие инертных газов, возможность употреблять газовые консистенции и различные характеристики газов, обуславливают огромные технологические способности для металлов. Аппарат аргонной сварки дозволяет сварить фактически хоть какой сплав хоть какой толщины (от 0,1 до 10-ов мм). На видео в сети Веб можно поглядеть на неповторимые сварочные работы.
Аргонно-дуговая сварка по сопоставлению с иными традиционными методами сварки имеет ряд преимуществ: качественные сварные соединения на самых разных сплавах и сплавах с различной шириной, возможность создавать сварку в разных пространственных положениях, возможность конкретного зрительного наблюдения за качеством сварки, что в особенности принципиально во время автоматической сварке. Дуговая горелка имеет высшую производительность, легкость автоматизации, не нужно убирать шлак с металлов опосля окончания работы. Горелка и аппарат TIG ac/dc разрешают экономно и производительно употреблять аргонодуговую сварку.
Cварка TIG – что это ?
Посреди контраста видов сваривания 2-ух железных изделий выделяется сварка TIG. Она применяется на разных производствах и автосервисах. Этот вид совершенно подступает как для осторожных тонких швов, так и для надежного проплавления соединений толстых изделий. Что такое TIG сварка? Каковы ее достоинства и недочеты? Как производится процесс ведения дуги, и какое употребляется оборудование?

Аргонодуговая сварка TIG — что это?
Аббревиатура, применяемая для обозначения данного вида сваривания железных частей, имеет перевод с британского как «вольфрам и инертный газ». Это отражает сущность сварочного процесса — электронная дуга пылает в среде инертного газа.
Главным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому вероятна работа фактически со всеми видами стали. Электрод является не плавящимся, а только просит повторяющейся заточки для четкой и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в особом колпаке, для предотвращения замыканий о массу.
На конце горелки имеется керамическое сопло, по центру которого размещен электрод, а по окружности подается инертный газ. Роль крайнего делает аргон. Без его роли в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего сплава. Подобные явления можно узреть на видео в вебе. Клавиша на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого сплава. Если две части изделия размещены впритирку друг к другу, то для получения герметичного шва довольно лишь этого сплава. Если меж пластинами имеется зазор, либо требуется крепкий шов для сопротивления на разрыв и излом, то добавочно употребляется присадочная проволока. Она подается в зону плавления вольной рукою сварщика.
Применение
TIG сварка обширно употребляется ввиду высочайшей температуры горения дуги. Это дозволяет использовать ее как для сваривания обыкновенной углеродистой стали, так и для работы с цветными сплавами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Весьма прекрасные швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей чистки от шлака и выполняющейся на наименьшей скорости, ТИГ сходу оставляет незапятнанный шов.
В качестве присадочной проволоки употребляется этот же вид материала, что и свариваемые стороны. Не считая предотвращения пористости, ТИГ сварка делает вероятным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный сплав, при содействии с кислородом, очень окисляется. Появляется пленка не позволяющая сделать водянистую сварочную ванну и вести шов. Но благодаря защитной среде, как можно узреть на соответственных видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти достоинства TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой индустрии;
- изготовлении емкостей для хим и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Достоинства аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сопоставлению с другими видами сварки. Посреди их:
- маленькая зона прогрева свариваемого изделия, что дозволяет избежать значимых деформаций;
- полное вытеснение наружного воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высочайшая скорость проведения работ;
- легкий способ обучения процессу;
- осторожный шов, не требующий механической обработки, как при ММА;
- обилие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.
Разработка выполнения и характеристики
Существует много видео сваривания металлов в разных режимах TIG. Для начала нужно очистить кромки от ржавчины, масла либо краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтоб опасности оставались параллельно оси стержня. Чем они будут меньше, тем лучше будет шов. Опосля наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются надлежащие электроды и делается острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно наращивать.
Сила тока впрямую влияет на степень проплавки и ширину шва. Вот несколько советов для главных ситуаций:
| Толщина сплава, мм | Сила тока, А | Поперечник электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Посреди видов розжига дуги выделяется три метода:
- проведение иглой по сплаву;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
<pПервый метод достаточно проблематический, так как ведет к нередкому прилипанию электрода и его резвому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой группы. Крайний метод более удобный, но им оснащаются лишь дорогие устройства.
Ведение дуги делается по-разному, зависимо от требуемого результата. Для получения узкого и ровненького шва нужно соблюдать зазор меж иглой и поверхностью в 3 мм. Повышение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов производится справа влево, без колебательных движений. Эта разработка применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то производится разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и затратной швы производятся поперечно-колебательными движениями с доборной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется персонально, исходя из поперечника сопла и доступности к зоне сварки. Соответственно нужно прирастить подачу аргона, чтоб защитить сварочную ванну.
Недочеты режима TIG
Аргоновая сварка весьма всепригодна, но не лишена недочетов. Всераспространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого нужно выставлять особые щиты, закрывающие рабочее пространство и наращивать подачу аргона, что ведет к перерасходу газа.
- Подготовительная чистка поверхности. В отличии от MMA, TIG просит кропотливой зачистки свариваемых кромок от масла и ржавчины, также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в недоступных местах. Это относится к угловым соединением с малым градусом либо к работе снутри маленьких пространств для руки. В первом случае наращивают вылет иглы, что приводит к ее перегреву, а во 2-м — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может бросить маленькой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтоб делать работы сиим видом сварки нужен аппарат, поддерживающий разные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Принципиальным элементом является горелка, которая бывает 2-ух видов: №1 и №2. 1-ая применяется при работе с сплавом до 3мм толщины. Наибольшая сила тока не весьма велика, потому горелка остывает естественным методом. 2-ая, употребляется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе воды применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является нужным методом соединения большинства видов сплава в индустрии. Высочайшая производительность, осторожный вид шва, и отличные характеристики на крепкость, делают ее выбором почти всех профессионалов. Применяя изложенные в статье советы, можно удачно делать нужные сварочные работы.
Без сварочных работ тяжело для себя представить авиацию, космос, машиностроение и стройку, нужна сварка и в быту. Самые различные методы соединения металлов и их сплавов обширно употребляются в истинное время, и отдельное пространство тут занимает дешевый, но действенный способ TIG-сварки. Мы проведём обзор методов работы, технологий и металлов, которые свариваются сиим способом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, также механизмам работы в среде защитного инертного газа.
Достоинства и недочеты аргонодуговой сварки
Одним из способов сварки металлов является ММА, при котором работа делается плавящимися покрытыми электродами, переменным либо неизменным (AC/DC) выходным током. Не считая того, обширно употребляется автоматическая сварка MIG/MAG в среде защитного либо активного газа. Последующей, промежной по ценовой группы, является TIG сварка, которую по другому именуют аргонодуговым способом. В нём процесс сварки металлов дугой недлинного замыкания делается неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока употребляется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, также проходят управляющие сигналы. В отличие от способа MIG, где электродом служит подвижная проволока, в сварке TIG употребляется тугоплавкий электрод из вольфрама с высочайшей температурой плавления. Через горелку с сетью подаётся газ, а потом с задержкой в 1 секунду — напряжение. Это делается для того, чтоб сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше осознать, что такое TIG-сварка, поможет оценка плюсов и недочетов данного метода соединения металлов, в особенности в сопоставлении с способами MMA и MIG. К преимуществам аргонодуговой сварки относятся последующие характеристики:
- возможность работать как с тонкостенными деталями, так и с заготовками значимой толщины;
- работа в AC/DC-режимах;
- широкие спектры регулировки характеристик сварочного тока;
- внедрение негорючих газов, что увеличивает сохранность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для усовершенствованного розжига дуги;
- возможность работы с прямой и оборотной полярностью.
У этого способа есть и определённые недочеты, которые не оказывают существенного воздействия на рабочий процесс. Они заключаются в последующем:
- низкая скорость сварки по сопоставлению с иными способами;
- необходимость работы в закрытых помещениях, чтоб исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область внедрения сварки TIG
Любой вид сварки имеет своё назначение, достоинства и недочеты, также набор нужного оборудования и расходных материалов для высококачественного поведения работ с лучшим результатом. В список оборудования для сварки TIG входят последующие составляющие:
- инвертор ММА+TIG с переходником для газовой консистенции и евроразъёмом, с регулировкой выходных характеристик, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, применяемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с клавишей управления и цанговым зажимом вольфрамового электрода;
- сварочная либо присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ либо его смесь с СО2 для сотворения защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в индустрии, строительстве и бытовых нуждах. Огромные способности способа разрешают употреблять его при сварке не только лишь разных металлов, да и их сочетаний, также сплавов. Неизменным и переменным импульсным током можно сплавлять последующие материалы:
- конструкционные и углеродистые стали;
- разные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, также их сочетания;
- покрытый цинком сплав и никелированные поверхности.
Для обеспечения неплохого свойства сварки нужно смотреть за чистотой вольфрамового электрода и часто его затачивать, так как от него в основном зависит толщина и чистота шва, выполненного способом ТИГ.

Режимы работы и разработка сварки TIG
Сплавы и сплавы зависимо от физико-химических параметров свариваются в различных режимах работы источника тока. Предпосылкой этому является тугоплавкость окисной плёнки либо толщина заготовок. На различных режимах сварки достигается нужная глубина провара применительно к определенной задачке и определённому сплаву. Способу ТИГ доступны последующие режимы работ:
- метод с применением неизменного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с внедрением разных вольтамперных черт для щадящего действия на детали;
- метод бесконтактного высоковольтного розжига дуги при помощи осциллятора, формирующего разряд.
Неизменный ток употребляется при сварке сплавов алюминия и магния с оборотной полярностью, что обеспечивает отличные прочностные свойства сварочного шва и дозволяет повредить тугоплавкую оксидную плёнку на поверхности заготовок. Не считая того, употребляется надлежащие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Другие виды металлов свариваются неизменным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с внедрением переменного тока именуется импульсной сваркой, так как разогрев сплава происходит на пиковых значениях высокочастотных колебаний. При базисных показаниях силы тока нагрев заготовок понижается, что не допускает перегрева (в особенности тонкостенного) сплава. Тугоплавкий электрод нужно держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения дозволяет выполнить розжиг дуги бесконтактным методом, что предутверждает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени чистки и нередко употребляется в консистенции с гелием. Это сочетание дозволяет достигать лучшего результата, но время от времени аргон употребляется в консистенции с углекислым газом для экономии.
Заключение
Мы попытались очень тщательно поведать о ТИГ-сварке и её применении при работе с разными сплавами и в режимах неизменного и переменного тока. Способ просит издержек и определённой квалификации, но овладев им, вы получите всепригодный метод соединения самых различных деталей и способности ремонта металлоизделий разной толщины.



























