Устройство станка для заточки пильных дисков
Просто в один прекрасный момент инструмент для распила востребует заточки, а стоимость на такового рода услуги большая.
Зубья пора точить, если диск пилы стал медлительно вгрызаться в материал и при работе отклоняется в стороны.
От того, как остер диск пилы, зависит производительность ее работы.
Когда заточка зубьев и цепей пилы проводится впору – время от времени это приходится созодать пару раз в денек – с пильных дисков стачивается еще меньше материала.
В итоге возрастает срок службы самой цепи и дисков.
Цепи бензопилы и оборудование для их заточки
Зону цепей не постоянно отлично подтачивает обыденный ратфиль. Он не выручит, если бензопила очень затупилась, пропахав землю с песком либо гравием.
Находить приспособление лучше ратфиля придется тогда и, когда режущие элементы переточили так, что они совсем утратили свою форму.
Тут никак не обойтись без специального оборудования – станка для пильных дисков.
Данное приспособление для заточки цепей быть может как ручным, так электронным, снаряженным заточными кругами.
Станок практически ничем не различается от лучковой пилы, лишь в качестве рабочей части употребляется не полотно пилы, а ратфиль в форме круга большенный длины.
При помощи станка подтачивают и направляют цепь таковым образом, чтоб наружные края ее зубьев были схожи по размеру.
Зуб, на который необходимо ориентироваться в процессе заточки, – самый небольшой. Чтоб станок корректировал вид зубьев верно, его можно настроить на нужные для этого характеристики.
Видео по заточке дисков:
Просто и комфортно воспользоваться электронным инвентарем, чтоб точить цепь пилы.
Он имеет панель опций, где можно поменять многофункциональные режимы, другими словами располагать цепь под определенным углом и чтоб диск умеренно касался краев всех зубьев.
Есть даже станок, имеющий автоматический механизм, зажимающий цепь как тиски.
Станок действует по той же схеме, что и круг для заточки цепей и размер. Лишь он совершает наиболее четкие затачивающие движения.
Механизм необходимо подносить к любому зубу цепи два либо трижды.
Переходя к заточке еще одного элемента, недозволено сбрасывать опции либо переустанавливать режим заточки. Оставшийся ряд зубьев нужно точить таковым же образом, как самый 1-ый контрольный зуб.
При таком подходе все заостренные выступы на цепи не будут различаться в размерах. Когда дело дойдет до стачивания ограничителя, заместо ратфиля в виде круга нужно будет взять тонкий инструмент.
Заточка бензопилы поэтапно
Решая произвести заточку дисков цепей своими руками, знакомятся с рядом правил.
Сначала немножко ослабляют винт, корректирующий силу зажима цепи. Потом эту цепь устанавливают в особом пазу так, чтоб ее режущие элементы были ориентированы к заточному камню.
Опосля этого нужно поставить работу станка на подходящий режим угла заточки. Почаще всего заточка цепей осуществляется под углом 300 градусов.
Но этот показатель всего только обычный для всех, по мере необходимости его можно поменять.
Угол заточки зависит от области внедрения бензопилы. А коэффициент полярности определяется по тому, какой резец – с правой либо левой стороны – подвергается заточке.
Дальше можно приступать конкретно к заточке цепей. Произвести это действие можно 2-мя способами. Один метод – последовательная заточка отдельных зубьев.
Тут будет некая сложность – придется повсевременно изменять значение полярности.
2-ой вариант подразумевает, что поначалу будут обработаны все резцы с левой стороны, а потом с правой, или напротив.
Так как операции сокращены до минимума, потому что всякий раз не изменяется показатель полярности, заточка совершается стремительно.
Проводя своими руками заточку цепей, нужно учесть некие аспекты этого процесса. Не стоит забывать, что глубина заточки отмеряется по самому затупившемуся зубцу.
Пытайтесь не переусердствовать с заострением кромок резцов, по другому они могут стать слабенькими и тонкими. Подточив цепь, ее продувают при помощи сжатого воздуха и погружают быстро в масло.
Становится понятно, что заточка бензопилы не таковая уж непростая операция. И стоимость на станок для заточки полностью применимая для такового вспомогательного приспособления.
Данный вид работы просит каких-либо способностей, но разобраться в особенностях заточки реально и дома. Основное, обусловиться с видом инструмента – станок либо ручной ратфиль.
Дисковая пила и средства ее заточки
Подточить дисковую пилу можно кругом из кремния, эльбора либо алмаза. Выбор материала круга зависит от того, из чего же изготовлены зубья пилы.
Если режущий диск пилы металлической, то его отлично точить при помощи эльборовых кругов. Но когда ряд зубьев сотворен из твердого сплава, его лучше подтачивает кремниевый либо алмазный круг.
Твердосплавные резцы точатся со скоростью круга порядка 18 метров за секунду.
Означает, если применяется алмазный круг поперечником 12,5 см, движок должен совершать наиболее 1500 оборотов за минуту. Наименее твердые сплавы подтачиваются медлительнее.
Подтачивая диск пилы на станке, можно изменять положение дисков пилы относительно заточного круга несколькими способами.
Время от времени довольно перемещать лишь диск пилы, иногда – только движок с кругом. Но в неких вариантах необходимо синхронно перемещать и пилу, и алмазный круг.
Заточных станков огромное обилие, они имеют разные функции. Станки по высочайшей стоимости обустроены специальной программкой, руководящей автоматическим режимом работы без контроля персонала.
Обыкновенные модели стоят дешевле. Они требуют роли рабочего, который должен зафиксировать пилу так, чтоб она была под необходимым углом заточки.
Все последующие операции также проводятся своими руками. Нужно будет поворачивать пилу вокруг собственной оси, подавать ее на шлифование и следить за тем, сколько сплава убирается с всякого зубца.
Оттого работать на ординарном станке лучше дома, когда необходимо временами подтачивать затупившиеся резцы пилы.
Самое простое приспособление для заточки дисков пилы включает в свою систему два основных узла. Эти узлы – движок, снаряженный кругом, и суппорт, куда помещается сама пила.
Не считая этого, станок имеет поворотный механизм, который меняет угол наклона пилящего полотна. Винт данной системы обеспечивает смещение пилы вдоль оси точащего круга.
Эта операция устанавливает необходимое значение для угла заточки впереди.
Еще винт помогает установить в требуемом положении ограничитель, не позволяя кругу очень глубоко заходить в место меж зубьями.
Процесс заточки пилы с дисками
Затачивать прямой зуб из твердого сплава по фронтальной плоскости нужно в серьезной последовательности.
Пилу ставят на оправку, фиксируют на месте средством гайки и втулки в виде конуса, а позже устанавливают буквально горизонтально при помощи поворотного механизма.
Так угол скоса плоскости впереди выходит равным нулю градусов.
Если вдруг станок не обустроен механизмом наклона со интегрированной угловой шкалой, то подходящий угол скоса фронтальной плоскости выставляется обычным маятниковым угломером.
При всем этом стоит проверить, горизонтально ли размещен станок.
Последующее принципиальное действие – сглаживание дисковой пилы. Вращая винт станка, необходимо обеспечить передвижение оправки и круга в горизонтальном направлении.
Потом нужно установить требуемый фронтальный угол для заточки.
При помощи проделанных действий пила обязана оказаться в таком положении, когда площадь зуба впереди размещается впритирку к затачивающей плоскости круга.
Будет неверным положение зуба слева. Единственно верный вариант – положение зуба с правой стороны.
Резец, с которого начался процесс заточки, можно отметить маркером, чтоб было проще ориентироваться.
Потом нужно включить сам движок и приступить к заточке плоскости впереди. Это происходит методом соприкосновения зуба с кругом в несколько движений пилы вперед и назад вспять.
Сколько будет совершено таковых движений, зависит от того, как много необходимо снять сплава. Если его необходимо сточить больше, то и прижатие зуба на диск обязано осуществляться с большей силой.
Когда своими руками уже подточен 1-ый зубец диска, нужно приостановить прикасание резцов к кругу. Пилу необходимо провернуть вперед на один зубец и опять приступить к той же операции.
Схема действий повторяется до того момента, как сделает полной круг зубец, отмеченный маркером.
А заточка дисков с кривыми зубцами производится по-особенному. Если необходимо подточить зубья, скошенные по фронтальной плоскости, то действуют чуть по другому, нежели при затачивании прямых частей.
Кривые резцы в отличие от прямых, нужно затачивать так, чтоб пила при всем этом размещалась не по горизонтали, а с определенным уклоном. Этот угол должен соответствовать углу скоса плоскости впереди.
При определении угла наклона пилы с косыми зубьями, действуют средством маятникового угломера.
За ранее выставляют угол с положительным значением, к примеру, +8 градусов. Лишь опосля этого можно затачивать любой 2-ой зубец.
Когда половину резцов подточили, меняют угол наклона на отрицательный, другими словами устанавливают значение -8 градусов. И снова таковым же образом проводят заточку всякого второго зубца.
Заточка дисковых пил по дереву своими руками: геометрия углов, станки
Во время долговременной эксплуатации дисковые пилы с твердосплавными напайками могут утратить свои начальные свойства. Но это не значит, что следует получать новейший режущий инструмент. Почти всегда заточку можно выполнить в домашних критериях, используя хоть какой пригодный станок.
Необходимость заточки пилы

Для начала следует обусловиться – необходимо ли делать заточку либо нет. Существует несколько очевидных признаков, указывающих на актуальность выполнения данной для нас процедуры. Если их проигнорировать, то в предстоящем диск может стать неремонтопригодным и послужит предпосылкой выхода из строя недешево станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки жестких пород дерева. Наплавки делаются из стали 9ХФ, 50 ХВА, 65Г и подобных им составов. Они различаются высочайшей твердостью, но при всем этом при значимой эксплуатации вырастет возможность их поломки.
Своевременная заточка дисковых пил станком своими руками производится при последующих очевидных признаках:
- увеличение перегрузки на движок. Предпосылкой этому является ухудшение заточки и как следствие — агрегату нужно больше мощности для разрезания древесной породы. Если в конструкции мотора не предусмотрены защитные реле – вероятен выход его из строя;
- ухудшение свойства распила. Первым признаком является повышение ширины реза, также образование сколов и неровностей по его краям;
- повышение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Наилучшим методом является повторяющаяся проверка состояния диска с напайками по дереву. Для этого будет нужно временно бросить станок и демонтировать режущий инструмент. Если его геометрические характеристики не совпадают с изначальными – нужна заточка.
Как найти угол заточки дисковой пилы
Хорошим вариантом будет наличие начального шаблона, согласно которому можно поправить геометрию режущей кромки. Часто он делается из тонкостенного нержавеющего сплава, пореже – из плотного картона.
Твердосплавные зубья делаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры описывает производитель исходя из предназначения пилы. Если шаблон отсутствует – нужно без помощи других найти требуемые углы заточки. Для этого рекомендуется пользоваться маятниковым угломером.
Разработка производства шаблона своими руками.
- Взять новейший диск с напайками, который стопроцентно схож затупившемуся.
- На жестком листе картона нарисовать четкие контуры.
- При помощи маятникового угломера найти первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В предстоящем его можно употреблять для самостоятельной заточки на станке либо предоставить в качестве эталона для компаний, предоставляющие подобные услуги.
Добавочно рекомендуется сопоставить приобретенные данные с эталонными. В пилах для продольного формирования среза фронтальный угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В всепригодных моделях фронтальный угол составляет 15°.
Принципиально держать в голове, что фронтальный угол быть может отрицательным. Подобные модели употребляются для раскроя пластмассовых листов и цветных металлов.
Методы заточки дисковых пил

Для формирования новейшей режущей кромки можно употреблять хоть какой заточной станок. Принципиально вначале верно избрать наждачный круг и с его помощью наточить кромку. Для этого нужно употреблять корундовые либо алмазные модели.
Хорошим вариантом является применение специального оборудования, предназначенного для выполнения данной для нас работы. Но из-за его высочайшей цены в почти всех вариантах его приобретение нецелесообразно. Другим методом является внедрение точильного станка с возможностью конфигурации угла расположения корундового диска.
Ни при каких обстоятельствах недозволено созодать заточку вручную самому. Во-1-х — это займет весьма много времени. Во-2-х – приобретенный итог не будет соответствовать эталонам. В случае отсутствия способности выполнить заточку пильного диска по дереву без помощи других рекомендуется пользоваться услугами специализированных компаний.
Проф заточка пил циркулярных своими руками производится по последующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Конкретно с этого места нужно начинать обработку;
- заточка производится по фронтальной и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не обязана превосходить значение 0,05-0,15 мм;
- уровень обработки фронтальных и задних граней должен быть схож.
Опосля того как заточка дисков по дереву закончится – рекомендуется ее довести тонкодисперсной наждачкой. Это можно создать вручную либо при помощи специального станка.
Спецы рекомендуют использовать особые корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Методы роста срока службы пильных дисков
Процесс формирования новейшей режущей кромки является трудозатратным и долгим. Потому рекомендуется делать ряд критерий для роста срока службы диска.
До этого всего, следует ознакомиться с советами производителя. В их обозначено количество оборотов (наибольшее и малое) для разных типов обрабатываемых материалов. Для сплава это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большенный срок эксплуатации. Но они почаще скалываются и обламываются. Другая мягенькая фактически не подвержена таковым недостаткам. Но время ее службы меньше, чем у жесткой.
Не допускается возникновение шершавостей на режущей поверхности. В предстоящем они могут привести к возникновению сколов и трещинок.
В видеоматериале показан пример станка для заточки дисков, изготовленного своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил обязана проводиться чётко с соблюдением норм и требований к геометрии зубцов всякого отдельного диска. Чтоб верно заточить дисковую пилу своими руками, нужно знать форму зуба и его геометрию.
 Прямой зуб
Прямой зуб  Косой (скошенный) зуб сзаду
Косой (скошенный) зуб сзаду 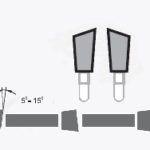 Косой (скошенный) зуб впереди
Косой (скошенный) зуб впереди 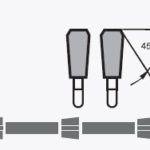 Трапециевидный зуб
Трапециевидный зуб 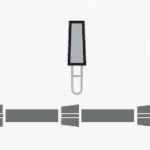 Конический зуб
Конический зуб 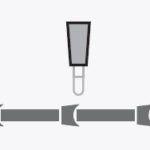 Вогнутый зуб
Вогнутый зуб
Станки для заточки дисковых пил, обзор и сопоставление
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Поперечник затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Стоимость, руб | 20786 | 35000 | 185818 | 361649 |
 LTT MF126A
LTT MF126A  СЗТП 600Т
СЗТП 600Т  LTT MF1263
LTT MF1263  Хайтек PP-480Z
Хайтек PP-480Z
Станок Для Заточки Пильных Дисков Своими Руками
Стройку личного дома будет сложным и долгим не применяя современных инструментов. Гигантскую популярность у строителей захватила циркулярная пила, превосходящая другие виды пил по дереву своей точностью и чистотой распила.
Схема станка для заточки дисковых пил и ножей.
Потому что данный электроинструмент относится к активно эксплуатируемым и потому достаточно быстро изнашиваемым приспособлением, заточка дисковых пил своими силами приобретает весьма большущее значение.
Чтобы правильно заточить дисковую пилу, нужны такие инструменты, как:
- напильник;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
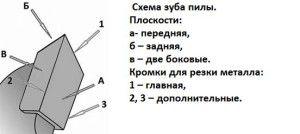
Рисунок 1. Схема зуба пилы. Плоскости: а- передняя, б — задняя, в — две боковые. Кромки для резки сплава: 1 – основная, 3.5, 3 – доп.
Затачивать дисковую пилу нужно только тогда, когда в этом вопросце нужно. А что все-таки по сути, что такой момент настал, просигнализируют 4 четких признака. А конкретно, срочное затачивание дисковых пил по дереву требуется, если:
- На предохранительных кожухах пил в районе электродвигателя ощущается мощный нагрев. Временами такое повышение температуры сопровождается появлением из-под кожуха дыма.
- Для получения доброкачественных результатов работы на дисковую пилу приходится сильнее прежнего давить.
- В процессе работы затупленных зубцов пил по дереву на пропилах в древесине фиксируется появление темных отметин, следов нагара. Для вас распространение соответственного запаха пригоревшей древесины.
Чтобы лучше понять, как делается верная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Данной главной частью являются режущие зубья.
Станок для заточки циркулярных пил и концевых фрез от Paoson WoodWorking
Что остается создать нашему клиенту зубья производятся из твердосплавных металлов. Их (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), в добавок две боковые плоскости (в). Они играют вспомогательную роль. Одна основная (1) и две доп (5 и 3) кромки для резки материала образуются на линиях скрещения обозначенных рабочих плоскостей.
В согласовании с конфигурацией что остается создать нашему клиенту режущие зубья дисковых пил делятся на следующие разновидности:
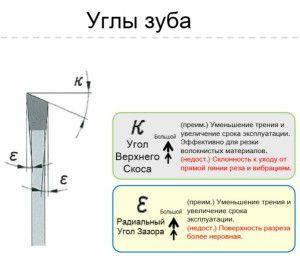
Рисунок 4.5. Схема угла заточки.
- Прямые зубья. Почти всегда употребляются для ускоренного продольного распиливания. Не рассчитаны на идеальное свойство пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой либо правой стороны. Временами на диске зубья с разными сторонами скоса чередуются в этом случае они называются попеременноскошенными. Такие элементы употребляются для резки не только лишь только древесины, ну и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации продолжительно не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы создают предварительное распиливание, хоть и прямые делают чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно делают вспомогательные функции предварительной надрезки ламината. Таковыми зубьями обрабатывают обозначенное покрытие пола для недопущения сколов при разрезании ламинатных панелей главный пилой.

Рисунок 3. Схема стачивания сплава на зубьях пилы.
Заточка победитового диска на самодельном приспособлении. Заточка диска с твердосплавными напайками
Рабочие части циркулярных пил затачиваются по 4 главным углам заточки. Эти углы (рис.5), так же как и форма режущего зуба, являются главными техническими параметрами диска.
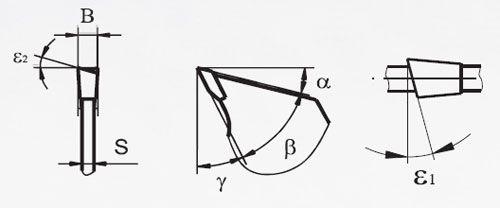
Что все-таки пригодится, кто зуб циркулярки характеризуется передним (γ), задним (α) углами, добавочно углами среза передних и задних поверхностей (ε1 и ε2). Величина обозначенных углов находится зависимо от назначения распиливающего устройства, распиливаемого материала и направления пиления.
К примеру, пилу для продольной резки затачивают под относительно большим передним углом (от 15° до 25°). Показатель заточки переднего угла для поперечного распиливания находится в рамках от 5° до 10°. Но всепригодный вариант, выполняющий обработку материала в всех направлениях, обычно затачивается под углом в 15°.
Сейчас, на обозначенные углы оказывает воздействие и степень твердости разрезаемых объектов. Их величины находятся в суровой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиливания, тем менее заостренными бывают режущие зубья.
Основной принцип затачивания зубьев твердосплавных пил основан на том, что при длительной эксплуатации самый весомый износ происходит на верхней режущей кромке. В итоге насыщенного использования ее линия может округлиться до 0,3 мм и более. Что касается плоскостей зуба, то более износ фиксируется на передней поверхности.
Правильное затачивание режущих частей обязано обеспечивать такой вид кромок, когда радиус их скругления не превосходит величины в 0,5 мм. Для данной для нас цели для вас рекомендуют параллельно стачивать сплав на передней и задней плоскостях зуба (рис. 3). Такой способ является неплохим. Естественно точить одну лишь переднюю плоскость, но при таковых обстоятельствах на такую операцию уйдет чем просто времени, а добавочно сам зуб быстрее сточится из-за необходимости убирать не попросту сплава с передней поверхности.
Верная и Высококачественная Заточка Пильных Дисков Теория Часть 1
Обычным слоем стачиваемого сплава считается 0,05-0,15 мм.
Рисунок 4. Если вы желаете быть ,что бы заточка была правильной и быстрой диск следует непревзойденно закрепить.
Наточить пилу можно и у себя дома. Для данной для нас цели для вас совершенно не непременно иметь в собственной мастерской спец точильный станок, который стоит больших средств и употребляется по назначению достаточно время от времени.
Но просто держать на ладошки диск на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы создать режущий элемент совершенно острым и применимым для эффективной работы. С данной для нас целью похлопочите о изготовлении самого обыденного фиксирующего приспособления (рис. 4).
Задерживать зубчатый круг циркулярки в строго данном положении относительно точильного диска поможет, например, самая рядовая плоская подставка.
Ее поверхность обязана совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таковым макаром, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям обозначенное приспособление делают с подвижным шарниром.
Но в этом случае тяжело выдержать родственную величину передних и задних углов заточки. Чтобы убрать данную делему, центр пильного круга жестко фиксируют в пригодном положении относительно к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения тут затачиваемой пилы, либо установкой на подставке особенных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если созодать нашему клиенту остается требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку продолжительно и непревзойденно.



























