Сварка нержавейки — разработка и индивидуальности
Нержавеющая сталь относится к группе металлов, которые не поддаются коррозии благодаря наличию в собственном составе молибдена, марганца, никеля и хрома.
По хим составу нержавеющая сталь делится на:
- Хромо-марганцево-никелевую – наличие марганца обеспечивает неплохую крепкость с сохранением пластичности сплава.
- Хромоникелевую – самая пользующаяся популярностью группа металлов с неплохой пластичностью. Наличие никеля добавляет маленькие магнитные характеристики и выравнивает структуру сплава.
- Хромистую – владеют низкой пластичностью, плохо поддается обработке, но при всем этом владеет высочайшей прочностью.
Как можно сварить нержавейку
- MMA – дуговая ручная сварка штучным электродом для домашних нужд. Обеспечивает достаточно сносное свойство шва, но не различается высочайшей прочностью и способностью выдерживать высочайшие перегрузки, владеет слабенькой структурой.
- TIG – аргонодуговая сварка. Обеспечивает высочайшее свойство сварочного шва, тонкостенных изделий, нередко применяется при сварке трубопроводов высочайшего давления.
- MIG/MAG – автоматическая сварка в газовой защитной среде, которая дозволяет достигнуть высококачественного шва с неплохим проплавлением. Применяется для сварки толстостенных заготовок.
- лазерная;
- плазменная;
- точечная сварка.
Вышеперечисленные режимы сварки нержавейки употребляют для соединений высочайшей точности и для обработки трудносвариваемых нержавеющих сплавов.

Аспекты при сварке нержавеющих сталей
- Высочайшее электронное сопротивление. Ввиду данной индивидуальности, хромоникелевые электроды употребляют ограниченной длины (до 350 мм).
- Высочайший коэффициент расширения сплава. Необходимо строго соблюдать величину зазора меж обрабатываемыми изделиями.
- Низкая теплопроводимость. Для обработки нержавейки понижают величину тока на 15-20% ниже, чем при сварке обыденных сталей.
- Наличие хрома в составе. Данный сплав образует карбид хрома при содействии с углеродом на больших температурах плавления. В итоге понижается крепкость сварочного шва. Чтоб это избежать, необходимо стремительно остужать пространство сварочного соединения.
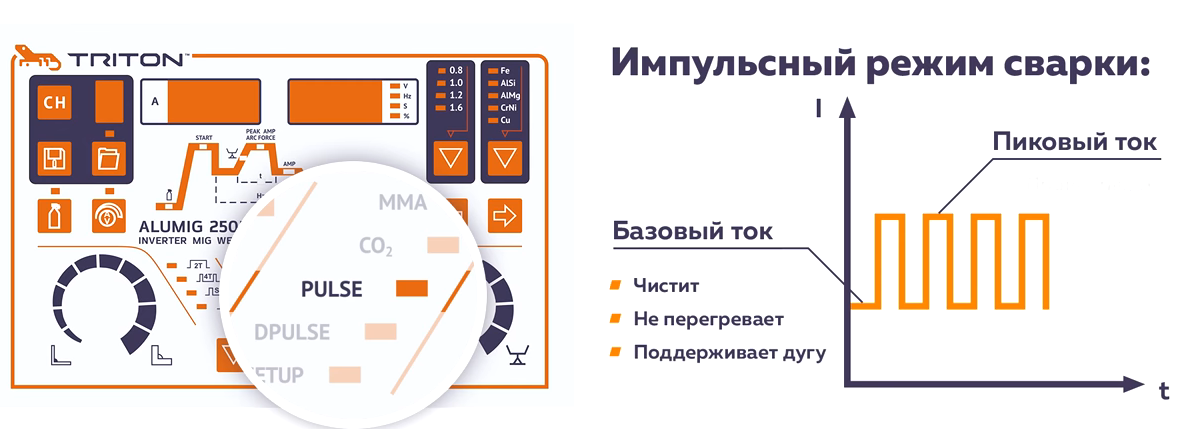
Импульсная сварка нержавейки
Одним из главных преимуществ импульсной сварки нержавейки является полный контроль над сварочным циклом и тепловложением в шов. Любой импульс сформировывает сварочную каплю, которая перебегает в сварочную ванну. В итоге чего же сокращается зона теплового воздействия, нагрев заготовки становится наиболее управляемым.
Также в процессе импульсной сварки нержавеющих сталей фактически исключается образование сварочных брызг, что дозволяет сберегать сварочную проволоку, повысить производительность и уменьшить время на доработку сварочного соединения.
Сварка нержавейки с различными сплавами
При смешивании различных металлов и сплавов с нержавейкой, может быть ухудшение свойства сварочного шва, который может стать хрупким, с трещинками, наименее пластичным и т.д.
Для исключения изъянов при сварке нержавейки с иными сплавами и сплавами следует применять электроды для высоколегированных сталей, и кропотливо подготавливать поверхность заготовки и выполнить прокалку электродов. Не считая того, не рекомендуется за ранее подогревать зону сварки перед проведением работ, и лучше использовать высоколегированные сплавы либо на базе никеля в качестве присадочного материала.
Сварочный шов должен содержать наименьшее количество основного сплава – не наиболее 40% от всей массы. 60% – это должен быть присадочный материал либо электрод, зависимо от применяемого способа сварки.
Избираем расходку для сварки нержавейки
Для того чтоб достигнуть высококачественной сварки нержавеющих металлов, нужно выбирать присадочный материал, электроды, которые по составу будут таковыми же, как и обрабатываемые заготовки. Благодаря этому достигается равномерное расплавление металлов, выходит высококачественное и плотное сплавление.
Информация по составу той либо другой марки нержавеющей стали представлена на веб-сайтах производителей свариваемых изделий. Иногда достаточно трудно найти состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных критериях.
Подготовка изделия перед сваркой
- при помощи металлической щетки очищаем поверхность обрабатываемой заготовки;
- используя растворитель (ацетон, уайт-спирит либо остальные) протираем поверхность изделия для наилучшей стойкости дуги;
- используем средство, защищающее от налипания брызг, чтоб исключить механическую обработку изделия опосля сварки.
Обработка нержавейки опосля сварочных работ
Для исключения образования коррозии на поверхности нержавейки и понижения прочности заготовки, в неотклонимом порядке требуется доборная обработка опосля проведения сварочных работ.
Для правильной обработки нержавейки нужно применять последующие способы:
- зачистка шва механическим способом при помощи особых щеток для улучшения наружного вида заготовки;
- пескоструйная обработка для улучшения свойств и наружного вида шва;
- шлифование – для совершенно ровненькой поверхности сварочного соединения.
Для защиты сварочного соединения от вероятного разрушения используют травление и пассивацию. Способ травления – внедрение химически активных веществ (воды и кислоты). Действие кислот удаляет окалину, которая может стать предпосылкой образования ржавчины. Способ пассивации – нанесение оксида хрома на поверхность заготовки для сотворения защитной пленки от образования коррозии.

Для чего же применяется нержавеющая сталь
Любая из вышеперечисленных групп стали отыскала свое применение в различных сферах – металлургия, авто индустрия, строительная ветвь, хим индустрия и т.д. Самые пользующиеся популярностью марки нержавеющей стали: мартенситные, аустенитные и ферритные.
Как верно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, полностью реально научиться без помощи других варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы разглядим индивидуальности сварки нержавейки электродом, главные технологии, базисные правила и ошибки, которых вы можете избежать в работе опосля чтения статьи. Узнайте, как варить нержавейку в домашних критериях без опыта.

Тонкости и правила сварки нержавейки электродом
Почаще всего у непрофессионалов, которые лишь знакомятся с технологией сварки электродами, выходит неровный шов на нержавейке. Это самая всераспространенная неувязка. Также вы сможете столкнуться с образованием трещинок из-за неверного выбора силы тока. При работе с легированной сталью принципиально учесть ряд принципиальных моментов:
- сплав имеет высочайшие коэффициент расширения. Опосля понижения температуры действия и остывания нержавейки сплав стягивается. При сварке присадкой с маленьким коэффициентом расширения случаются разрывы. Это происходит из-за внутренних напряжений;
- при сварке нержавейки электродом необходимо обеспечить защитную зону. Если сварочная ванна поддается окислению, есть возможность пористости поверхности. Если нереально предупредить поступление кислорода, используйте стержни с защитной обработкой;
- придерживайтесь шахматного порядка сварки шва во избежание перегрева. Изберите рациональные низкие температуры, которые не допустят плавки легирующих добавок. Конкретно они играют защитную роль, защищая сплав от образования ржавчины;
- при выбирании присадки направьте внимание на маркировку материала.
Трудности сварки нержавейки обыкновенными электродами

Если вы ранее не сталкивались со сваркой бытовой нержавейки, в процессе работы у вас может появиться ряд проблем. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высочайший уровень коррозийной защиты. Из-за огромного процента хрома в составе есть индивидуальности сварки:
- низкая теплопроводимость, из-за чего же снижены температуры плавления. Это принципиально учесть при сварке, чтоб не допустить образование дыр;
- опасности деформации при неверном выборе температурного режима;
- образование трещинок в итоге большенный толщины базы и незначимого расстояния до соединения;
- нагрев выше 500 градусов могут показаться слои железа и карбида хрома;
- утраты коррозийной стойкости из-за неверного сварочного режима. В этом случае материал будет плохим и подвержен окислению. Чтоб не допустить этого, обрабатывайте детали защитным веществом либо контролируйте температуру нагрева.
Как верно варить нержавейку электродами дома?
Существует несколько базисных правил сварки электродом, которые принципиально знать для соблюдения правильной технологии. Эти правила соединены с чертами сотворения шва на нержавейке.
На предварительном шаге необходимо зачистить детали от грязищи, краски, ненадобных пятен. Если упустить этот момент, возникают опасности пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых выше 4 мм, разделывать кромки необходимо под углом 45 градусов. Для сварки электродами деталей нужен малый зазор. Это разъясняется повышением толщины при действии больших температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это содействует повышению прочности соединения.

Какие правила сварки нержавейки при помощи электродов:
- для начала необходимо прихватить шов в нескольких местах;
- угол меж стержнем и основанием – 45-60 градусов;
- есть возможность образования вязкой сварочной ванны;
- шов варят стремительно маленькими стежками недлинной дугой;
- не стоит пробовать охладить шов, так как этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтоб не третировать качеством шва;
- для сварки узкой нержавейки используйте электроды оборотной полярности;
- смотрите за качеством шва и контролируйте, чтоб не создавались проплавки;
- для работы с толстыми материалами выбирайте электроды соответственного поперечника;
- верно обусловьте силу тока;
- для обучения лучше испытать сварку на предварительных материалах.
Как верно варить узкую нержавейку?
При работе с тонкими нержавеющими листами есть определенные правила, которых принципиально придерживаться для сотворения крепкого и осторожного шва. Пошаговая {инструкция}, как варить нержавейку:
- На предварительном шаге необходимо очистить детали от налета, краски, грязищи.
- Выкладываем флюс.
- Нагреваем приблизительно до 250 градусов. При всем этом смотрим изменение цвета поверхности материалов.
- Так как мы работаем с тонкими листами, стремительно проводим электроды, чтоб не проплавить материал.
- Остужаем материал медными пластинами, чтоб избежать образования ржавчины.
Нержавейку электродами делают в домашних критериях и на производстве. При всем этом может изменяться температура, оборудование, сила тока, толщина стали, остальные индивидуальности технологии и самого материала.
Какие электроды избрать: обзор марок?
Если вы желаете избежать образования трещинок, верно изберите стержни. В эталоне по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных конкретно для сварки нержавейки:
- ЦЛ-11 – всепригодные электроды для сварки нержавейки под различными углами и в всех положениях. Допустимая температура сварки – 450 градусов;
- НЖ-13 – электроды обработаны особым веществом для защиты от окисления. Если в процессе сварки не удается предупредить поступление кислорода, можно применять эти стержни;
- ЗИО – 8 – употребляются в промышленных критериях, так как подступают для сварки при больших температурах.
Для сварки в домашних критериях лучше выбирать обыкновенные варианты электродов, с которыми для вас будет легче освоить технологию. Заблаговременно проводники не стоит нагревать, чтоб не навредить защитный слой. Обмазка будет хрупкой опосля остывания, что плохо скажется на качестве шва. Прокаливание допустимо лишь конкретно перед внедрением электродов.
При выбирании сварочного аппарата с внедрением электрода необходимо ориентироваться на модели с неизменным током. Он более подступает для сотворения недлинной дуги, которая содействует созданию крепких и ровненьких швов. Также новеньким рекомендуют выбирать аппараты с рядом доп функций. Такое оборудование дозволит избежать прожога и залипания.
Как верно варить нержавейку электродом
Время от времени в домашних критериях нужно срочно заварить емкость либо трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут убрать делему без помощи других. Хотя в промышленных критериях ручную сварку нержавейки электродом не практикуют, дома можно убрать недостаток обыкновенной электросваркой. Спецы поделятся опытом, как варить нержавейку электродом. Какие индивидуальности легированных металлов необходимо учесть, какого режима придерживаться при работе.

Индивидуальности сварки нержавеющей стали
Основная неувязка, возникающая у неопытных сварщиков – плохой шов. В трубе может показаться течь даже при маленьком давлении. На сплаве в районе шва появляются трещинкы.
При сварке нержавейки электродом необходимо учесть ряд особенностей легированной стали, ее физические характеристики:
- У сплава большенный коэффициент расширения, он опосля соединения электросваркой в процессе остывания стягивается. Если варить нержавейку обыкновенной присадкой для углеродистой стали, имеющей маленькой коэффициент расширения, на шве могут показаться трещинкы – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности появляется пористость за счет кристаллизации. Если нет способности сделать над рабочей зоной защитную атмосферу, необходимо подбирать стержни со специальной обмазкой, содержащей составляющие, препятствующие поступлению кислорода в шов.
- Легированная сталь, применяемая в быту, плавится при низких температурах. Под действием электродуги из нержавейки способны выгорать легирующие добавки. Без их сплав будет заржавевать. Чтоб не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особых параметров легированного сплава. Лучше буквально знать марку свариваемых заготовок.
Какие электроды избрать для нержавейки
Риск образования трещинок снизится, если выбирать присадку со стержнем, по хим составу похожим с заготовками. Для сварки нержавеющей стали выпускают некоторое количество видов стержней:
- ЦЛ-11 сотворен для сварки хромоникелевого сплава, у их фтористо-карбонатная обмазка, сварку можно создавать при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им остальные заготовки, электрод будет расправляться медлительнее, шов получится некрепкий;
- НЖ-13 – для пищевой нержавейки. Можно применять для хромоникелевой стали, легированной молибденом. Обмазка образует маленькой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут задачи при сварке бытовой нержавейки.
- НИИ (Научно-исследовательский институт — самостоятельное учреждение, специально созданное для организации научных исследований и проведения опытно-конструкторских разработок)-48Г – всепригодная присадка с главным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – проф электроды, созданные для аустенитных сплавов. В быту такие стержни применять не нужно, обмазка содержит вредные составляющие.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше избрать что-то поординарнее. Перед работой стержни прокаливают, зависимо от марки, нагревают до +160–220°С. Заблаговременно их не греют, обмазка опосля остывания станет хрупкой, будет обсыпаться.
Можно варить легированный сплав неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новеньким за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высочайшее давление. Присадка отменно заполняет стык, образует крепкий шов, не подверженный образованию трещинок.
Можно ли варить нержавейку обыденным электродом?
Употреблять углеродистые стержни можно лишь в последних вариантах. Ждать особенной прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – темный сплав разорвет сокращающаяся в размерах нержавейка. С течением времени в рабочей зоне непременно появляется ржавчина, даже под маленьким давлением появляется течь.
Обычным электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новеньким, имеющим дома инвертор, лучше иметь в припасе пачку всепригодных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы мало различается от электросварки темных металлов. Есть тонкости образования шва, потому обязана соблюдаться разработка сварки. Предварительный шаг обычный:
- Заготовки зачищают, снимают с их грязюка, масляные пятна, следы краски. Все эти составляющие вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это соединено с огромным коэффициентом расширения нержавейки в процессе сварки.
- Крепкость швов увеличивается, если детали за ранее прогревают до +150°С, потом приступают сваркой.
Как верно варить нержавейку электродами:
- Поначалу будущий шов прихватывают в нескольких местах.
- Стержень нужно держать под углом от 45 до 60°, наклоняют его к для себя либо в сторону.
- Необходимо быть готовым к густой ванне расплава, водянистый сплав вязкий, как пластилин.
- Шов накладывают маленькими стежками, стремительно.
- Нужно поддерживать маленькую дугу, колебательные движения недопустимы.
- При остывании стыка сплав добавочно не охлаждают, шов должен кристаллизоваться равномерно, чтоб не появлялись внутренние напряжения в заготовках. Тогда свойство соединения будет обычным.
- Сварку узкой нержавейки электродом проводят током оборотной полярности, при таком подключении клемм самая высочайшая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат избрать
Сварочные аппараты некие умельцы берут напрокат. Для работы с легированным сплавом нужно выбирать современное оборудование для сварки, генерирующее неизменный ток, с таковым аппаратом легче поддерживать маленькую дугу, получаются ровненькие стежки шва. Можно сварить сплав трансформатором, но в этом случае может быть образование наплывов, снижающих крепкость реставрированного элемента. Лучше выбирать сварочники с доп функциями. Риск залипания электрода, прожога заготовки снизится. Неплохой вариант – всепригодный генератор, вырабатывающий неизменный и переменный ток. Допустимо внедрение инвертора, выдающего переменный импульсный ток высочайшей частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтоб сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Спектр сварки наиболее тонких деталей:
| Толщина заготовки, мм | Спектр силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в границах 80 | 14 — 15 |
Поперечник электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить довольно крепкое соединение в домашних критериях. Для реставрации труб, емкостей, рассчитанных на высочайшее давление, лучше прибегнуть к услугам экспертов.



























