Газовая сварка – действенная разработка соединения металлов малой толщины
Газовая сварка и резка металлов с помощью газовой горелки и другого оборудования интенсивно употребляется для обработки латуни, тонколистовой стали, чугуна и меди, невзирая на то, что ее производительность является наиболее низкой по сопоставлению с электронными методиками соединения изделий плавлением.
1 Сущность, плюсы и недочеты сварки
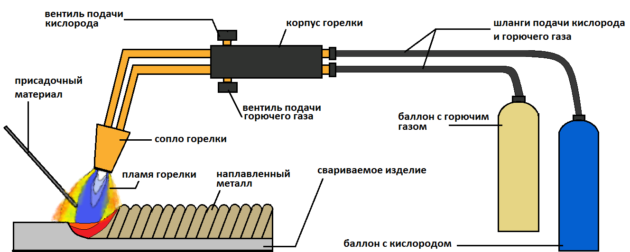
Рассматриваемый вариант соединения деталей считается одним из видов сварки плавлением. Сущность газовой методики заключается в том, что кромки изделий в зоне их соединения меж собой греются с помощью специальной горелки до расплавленного состояния. Нагрев сплава и следующее его расплавление достигаются за счет внедрения пламени с весьма высочайшей температурой.
Такое пламя создается при сжигании консистенции горючего газа и незапятнанного (на техническом уровне) кислорода. Обычно под горючим газом соображают ацетилен, пореже применяется пропанобутановая смесь, водород, осветительный керосин, пропан, бензин, метан. Получающийся при нагреве меж кромками деталей зазор заполняется расплавленным материалом проволоки, применяемой для присадки.
Основным достоинством проведения описываемых сварочных мероприятий признается их независимость от электро энергии. Если под рукою нет источника питания, электросварку выполнить нереально. А вот газовая методика работает на всех монтажных и строй объектах, на которых отсутствует электронная силовая сеть.

Не считая того, при сварке с внедрением консистенции газов можно без особенных заморочек надзирать термо вложения в сплав методом конфигурации дистанции до детали горелки и угла наклона крайней. Таковая возможность дозволяет сваривать тонкие листы сплава без прожогов. Конкретно по данной нам причине газовое оборудование применяется при ремонте и соединении маленьких по сечению труб водопровода, когда не выходит подварить корень или установить прокладку с оборотной стороны сварочного шва.
Раздельно необходимо отметить компактность оборудования для воплощения сварочного процесса, его невысокую стоимость, легкость в воззвании (при условии, что работы производит квалифицированный спец) и лучшую транспортабельность. Если идет речь о необходимости выполнения сварки на отдаленных объектах, наилучший вариант соединения железных изделий отыскать нереально.

К недочетам интересующего нас метода сварки относят:
- огромную область теплового действия на свариваемые конструкции;
- малую скорость нагрева изделий (если ассоциировать ее со скоростью выполнения электродуговой сварки), обусловленную малой концентрацией тепла;
- довольно большенный показатель коробления.
Все обозначенные недочеты, вообщем, не имеют особенного значения, когда работы осуществляются опытным сварщиком, который хорошо подбирает тип присадочного материала и мощность пламени. При таковых критериях выходит вправду идеальное и высоконадежное сварное соединение.
2 Методы, техника и разработка газовой сварки
Главными параметрами рассматриваемой сварки являются:
- угол наклона горелки;
- мощность пламени;
- сечение применяемого присадочного стержня.
В согласовании с теплофизическими чертами сплава и его шириной выбирают определенную мощность пламени. Она будет тем больше, чем выше показатель теплопроводимости и температуры плавления свариваемого материала. Регулирование мощности производится за счет контроля расхода кислорода и горючего газового состава.

Для сваривания чугуна и стали расход ацетилена, измеряемый в литрах в час, высчитывается по формуле Va = (100–150)*δ, где δ – это толщина материала. А вот высочайшая теплопроводимость меди просит уже большего количества горючего. При сваривании медных изделий расход определяется по формуле Va = (150–200)*δ.
От теплофизических величин и толщины сплава зависит и угол, под которым требуется наклонять мундштук горелки. Величина данного угла меняется от 10 до 80 градусов для толщины свариваемого материала от 1 до 15 мм. При этом на первых шагах сварки мундштук наклоняют под наибольшим углом (в районе 85–90 градусов). Это обеспечивает высококачественный прогрев материала и «оперативное» формирование сварочной ванны. В процессе же выполнения сварочных мероприятий угол равномерно миниатюризируется.

Сечение присадочного стержня выбирают по формуле d = δ/2 ÷ δ/2 + 1 мм. Как лицезреем, и на данную величину основное действие оказывает толщина обрабатываемого сплава.
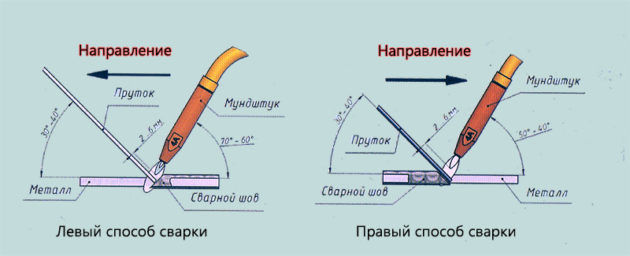
Необходимо отметить, что сварка может производиться 2-мя методами – левым либо правым. В первом случае операция ведется справа влево (пламя подается от шва, присадочный стержень двигается перед газовой горелкой). При применении правого метода сварки процесс осуществляется слева вправо, горелка нацеливается конкретно на шов, а присадка идет за горелкой.
Наиболее высококачественная защита ванны отмечается при использовании правой техники сварки. Не считая того, шов при таковой методике охлаждается с наименьшей скоростью, а газы расходуются намного наиболее экономично. Зато при левой технике работник отлично лицезреет всю картину проведения сварочного процесса. В итоге этого сварочный шов формируется намного лучше. Спецы сварочной сферы молвят о том, что правый метод сварки лучше для соединения металлов с относительно большенный шириной (от 3 мм и выше), а левый – для соединения материалов шириной не наиболее 3 мм.
3 Оборудование для газовой сварки, ГОСТ на горелки
Для выполнения ацетиленокислородной сварки употребляются последующие материалы и установки:
- горючий газ (аналог ацетилена либо конкретно ацетилен) и кислород;
- ацетиленовые генераторы, в каких из карбида получают ацетилен, или баллоны для хранения данного газа;
- емкости для хранения кислорода;
- горелки (наплавочные, сварочные, закалочные) и набор наконечников для их (для материалов различной толщины употребляются различные виды таковых инструментов);
- редукторы, созданные для уменьшения давления кислорода, направляемого в резак либо горелку;
- присадочный пруток для наплавки и выполнения сварочных работ;
- шланги из резины, по которым в горелку подают горючую смесь и кислород;
- сварочные порошки или флюсы (если таковые нужны для соединения тех либо других материалов);
- механизм для закрепления и сборки свариваемых заготовок или особый сварочный стол;
- спецпринадлежности (щетки из стали для чистки соединительного шва и поверхностей свариваемых изделий, очки со светофильтрами темного цвета, ключи для газового оборудования).

В Муниципальном эталоне 1077–79 указаны все требования, предъявляемые к всепригодным однопламенным горелкам, которые используются для выполнения ацетиленокислородных ручных сварочных работ. В документе описаны четыре типа газовых горелок:
Технология газовой сварки металлов: материалы, техника
Такому способу соединения железных деталей, как газовая сварка, уже наиболее сотки лет. В протяжении сих пор данная разработка продолжает удачно совершенствоваться, хотя остальные способы сварки, в каких употребляется электронная дуга, развиваются наиболее интенсивно и теснят сварку, в какой употребляется газовая горелка.

Плюсы и минусы газовой сварки
Таковой способ соединения металлов, как газовая сварка, подразумевает плавление соединяемых материалов, в итоге что формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав сплава, обеспечивается за счет введения в газовую смесь незапятнанного кислорода. Таковой способ соединения металлов различается целым рядом преимуществ.
- Этот метод сварки не просит использования сложного оборудования (сварочного инвертора либо автоматического аппарата).
- Все расходные материалы для воплощения таковой сварки нетрудно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может производиться даже без массивного источника энергии и иногда без особых защитных средств.
- Процесс таковой сварки отлично поддается регулированию: можно устанавливать требуемую мощность пламени горелки, надзирать степень нагрева сплава.
У данного способа есть и недочеты.
- Сплав греется весьма медлительно, в отличие от использования электронной дуги.
- Зона тепла, которая формируется газовой горелкой, является весьма широкой.
- Весьма трудно концентрировать тепло, создаваемое газовой горелкой, оно является наиболее рассеянным, по сопоставлению с электродуговым методом.
- Газовую сварку можно отнести к довольно дорогостоящим способам соединения металлов, если ассоциировать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена существенно перекрывает стоимость электро энергии, затрачиваемого для сварки однотипных деталей.
- При сварке толстых железных деталей существенно понижается скорость выполнения соединения. Обосновано это тем, что концентрация тепла при использовании газовой горелки весьма низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно только процесс газовой сварки тонкостенных труб либо резервуаров, который производится с внедрением многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с внедрением газа
Технология газовой сварки подразумевает внедрение разных типов газов, выбор которых зависит от целого ряда причин.
Одним из газов, применяемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и аромата, он выступает в качестве катализатора, активизируя процессы плавления соединяемого либо разрезаемого материала.
Для того чтоб хранить и транспортировать кислород, употребляются особые баллоны, в каких он содержится под неизменным давлением. При контакте с техническим маслом кислород может возгореться, потому следует исключить саму возможность такового контакта. Баллоны, в каких содержится кислород, нужно хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород методом его выделения из обыденного воздуха, для что употребляются особые устройства. Зависимо от степени собственной чистоты кислород бывает 3-х типов: высший (99,5%), 1-ый (99,2%) и 2-ой (98,5%) сорт.
Для разных манипуляций с сплавами (сварки и резки) также применяется тусклый газ ацетилен C2H2. При определенных критериях (давлении, превосходящем 1,5 кг/см2 и температуре выше 400 градусов) данный газ может самопроизвольно подорваться. Получают ацетилен при содействии карбида кальция и воды.
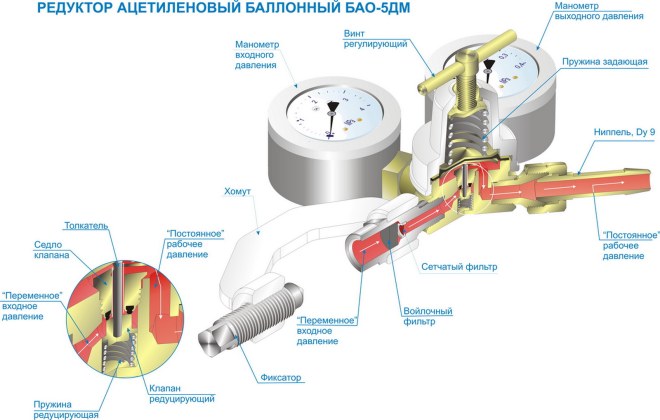
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов состоит в том, что температура его горения дозволяет без заморочек производить этот процесс. Меж тем внедрение наиболее дешевеньких газов (водород, метан, пропан, керосиновые пары) не дает способности получить такую высшую температуру горения.
Проволока и флюс для выполнения сварки
Для воплощения сварки металлов, не считая газа, нужны также проволока и флюс. Конкретно за счет этих материалов создается сварочный шов, формируются все его свойства. Проволока, которая употребляется для сварки, обязана быть незапятанной, без признаков коррозии и краски на ее поверхности. В отдельных вариантах в качестве таковой проволоки можно применять полоску такого же сплава, который подвергается свариванию. Для того чтоб обеспечить защиту сварочной ванны от наружных причин, нужно применять особый флюс. В качестве такового флюса нередко употребляются борная кислота и бура, которые наносятся конкретно на поверхность свариваемого сплава либо на применяемую для сварки проволоку. Без флюса может производиться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов таковая защита нужна.
Оборудование для газовой сварки
Технология газовой сварки подразумевает внедрение определенного оборудования.

Оборудование нужное для сварки
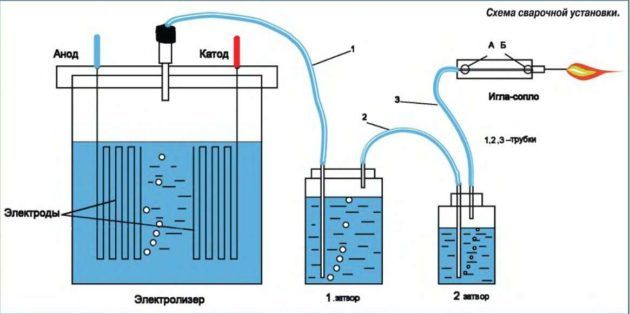
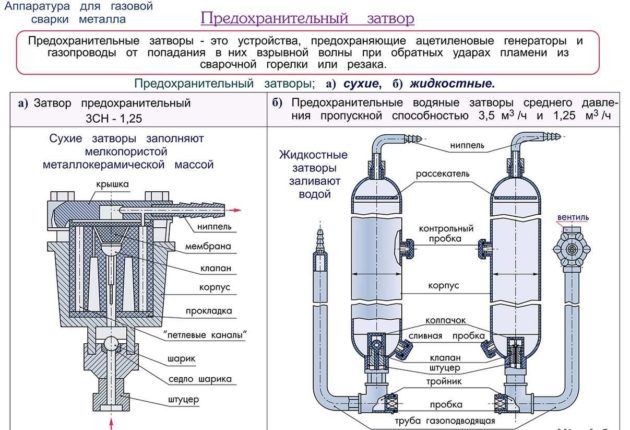
Водяной затвор нужен для обеспечения защиты всех частей оборудования (генератор ацетилена, трубы) от оборотной тяги огня из горелки. Таковой затвор, вода в каком обязана находиться на определенном уровне, располагается меж газовой горелкой и генератором ацетилена.
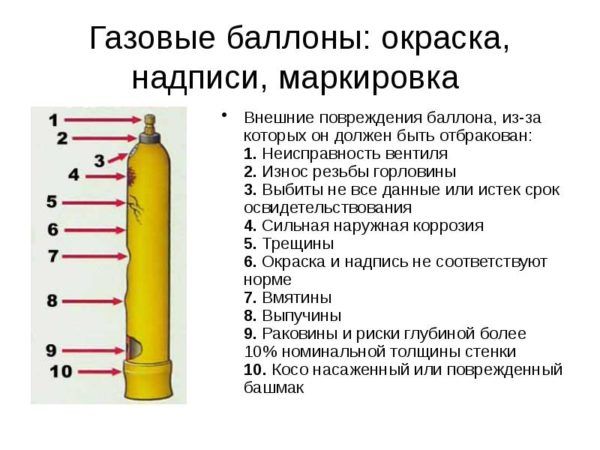
Баллон, в каком содержится газ
Такие баллоны окрашиваются разной краской зависимо от того, какой газ в их планируется хранить. Меж тем высшая часть баллона не красится, чтоб исключить контакт газа с компонентами краски. Следует также подразумевать, что на баллоны, в каких хранится ацетилен, недозволено устанавливать вентили из меди, потому что это может привести к взрыву газа.
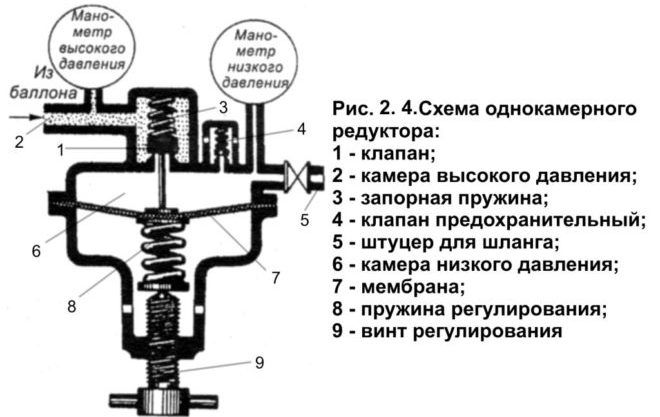
Он употребляется для понижения давления газа, выходящего из баллона. Редукторы могут быть прямого либо оборотного деяния, а для сжиженного газа употребляются модели с оребрением, которые исключают его вымерзание при выходе.
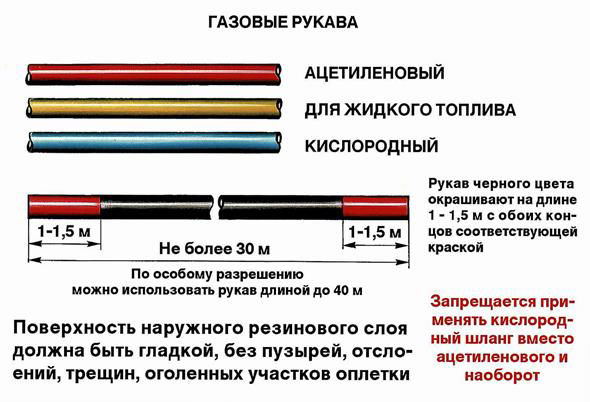
Газовую сварку нереально делать без использования особых шлангов, по которым может подаваться как газ, так и горючие воды. Такие шланги делятся на три группы, маркируемые 1) красноватой полосой (работают при давлении до 6 атмосфер), 2) желтоватой полосой (для подачи горючих жидкостей), 3) голубой полосой (работают при давлении до 20 атм).
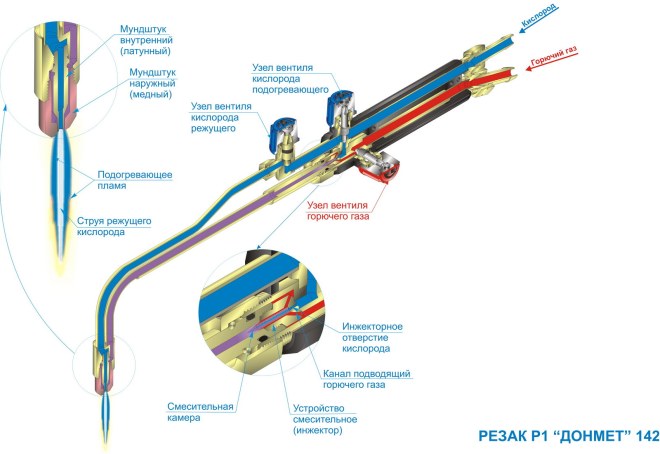
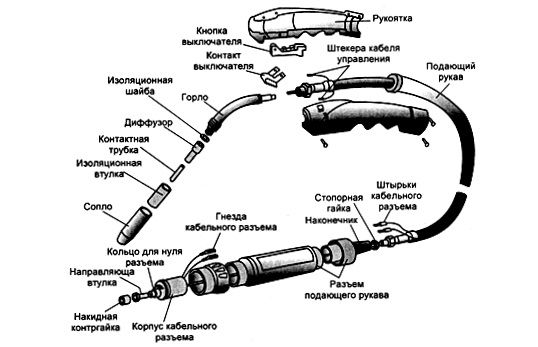
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая быть может инжекторного и безинжекторного типа. Классифицируются горелки и по собственной мощности, которая охарактеризовывает количество газа, пропускаемого в единицу времени. Так, бывают горелки большенный, средней, малой и микромалой мощности.
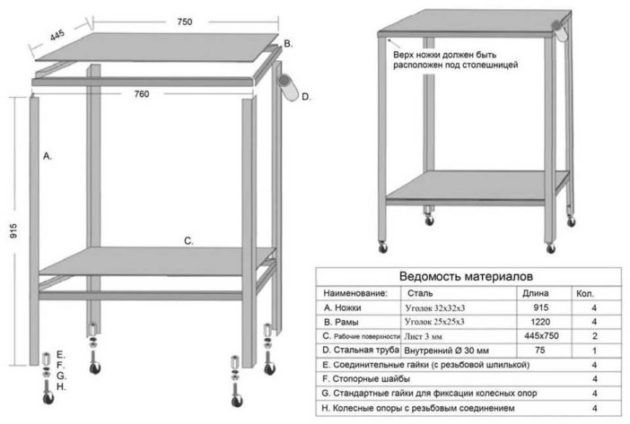
Газовую сварку производят на специально обустроенном месте, которое именуется постом. На самом деле, таковым местом является стол, который быть может с поворотной либо фиксированной столешницей. Этот стол, снаряженный вытяжной вентиляцией и всем нужным для хранения вспомогательного инструмента, существенно упрощает труд сварщика.
Индивидуальности выполнения газовой сварки
Регулировка характеристик пламени осуществляется с помощью редуктора, который дозволяет поменять состав газовой консистенции. С помощью редуктора можно получать пламя 3-х главных типов: восстановительное (применяемое для сварки фактически всех металлов), окислительное и с завышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают сразу два процесса – окисление и восстановление. При всем этом при сварке алюминия и магния окислительные процессы протекают активнее.
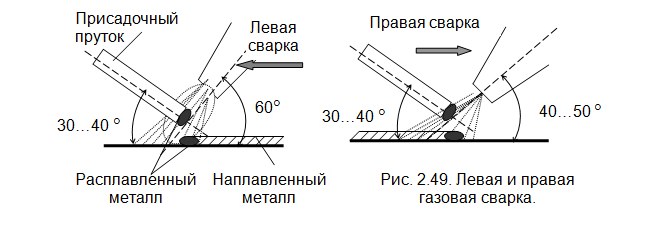
Схема газовой сварки
Чтоб сделать лучше свойство шва и зоны, которая к нему прилегает, делают доп нагрев либо так именуемую тепловую ковку сплава.
Технологии сварки разных металлов имеют свои аспекты.
- Газовую сварку деталей из низкоуглеродистой стали делают при помощи хоть какого газа. В качестве присадочного материала при сварке таковых сталей употребляется проволока из стали, содержащей маленькое количество углерода.
- Способы сварки легированных сталей выбираются зависимо от их состава. Так, нержавеющие жаропрочные стали варятся с внедрением проволоки, содержащей хром и никель, а отдельные марки требуют внедрения присадочного материала, добавочно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предутверждает пиролиз кремния и образование зернышек хрупкого белоснежного чугуна.
- Для сварки меди нужно применять пламя большей мощности. Не считая того, из-за завышенной текучести меди детали из нее сваривают с наименьшим зазором. В качестве присадочного материала употребляется проволока из меди, также флюс, который содействует раскислению сплава шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к завышенной пористости сплава шва. Чтоб избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки употребляют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы схожего состава, в какой добавочно содержится кремний, содействующий раскислению сплава шва.
Как производится газовая сварка в автоматическом режиме
Для автоматической технологии газовой сварки нужно внедрение электронной дуги и защитного газа, что делает этот способ соединения металлов гибридным.
Данная разработка, если ее разобрать подробнее, смотрится последующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление с помощью редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех других характеристик сварки (напряжения и силы тока);
- размещение горелки под требуемым углом перед началом сварки.
На любой из характеристик сварки, выполняемой автоматическим методом, есть характеристики, которые оговариваются надлежащими ГОСТами:
Технология газовой сварки
Газовая сварка и резка металлов разрешают соединять меж собой детали железных конструкций в индустрии и быту. Это таковой технологический процесс, при котором горючее газовое вещество с незапятнанным кислородом под воздействием больших температур сцепляет кромки поверхностей. Расстояние меж ними заливают расплавленным материалом, источником которого является присадочная проволока.
Достоинства и недочеты газовой сварки
Газовая сварка – достаточно обычная разработка, имеющая много положительных качеств:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощнейший источник энергии.
- Наличие обычного негабаритного оборудования, которое просто поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка дозволяет разнообразить рабочую высшую температуру, скорость нагрева и угол наклона огня.
Также огромные способности использования: обработка применяется для соединения частей изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недочеты при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации примыкающих частей.
- Газосварочный процесс относится к работам завышенной угрозы. Сжатый кислород, и горючие консистенции требуют соблюдения мер предосторожности.
- Газовая сварка создана для металлов шириной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высочайшие требования к профессии сварщика.
Виды применяемых газов
Газовая сварка и резка металлов ориентированы на локальное плавление участка детали. В качестве горючего материала употребляют различные виды. Их выбор определен почти всеми факторами. Главные из их – температура огня и количество тепла при сгорании. При сварке используют несколько хим веществ.
Кислород
Важный элемент для пайки и резки. Он употребляется в качестве катализатора, нужного для активизации действий обработки металлов. Для него типично отсутствие цвета и аромата, нехорошая растворимость в воде и спирте. Кислород является активным хим соединением. Его содержат в особых емкостях под неизменным давлением. Для кислородной сварки употребляют технический газ 3-х видов. Любой вид зависит от чистоты кислорода. Это свойство влияет на свойство обработки деталей.
Ацетилен
Более всераспространенный вид, потому что обеспечивает высшую температуру по сопоставлению с иными воспламеняющимися субстанциями. Он появляется на базе углеродистого кальция с водой. Хим вещество поглощает воду из атмосферы и расщепляется под ее воздействием, потому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Но это свойство исчезает, если смесь растворить в воды.
Водород
Не имеет аромата и цвета. При контакте с воздухом становится взрывоопасным. Хим элемент хранят в железных баллонах под давлением.
Коксовый газ
Появляется средством переработки каменного угля. Это тусклая смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Природный газ
Употребляют на базе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид тусклых жидкостей с запахом, которые просто испаряются. Газовая горелка подает их через испарители для образования пара.

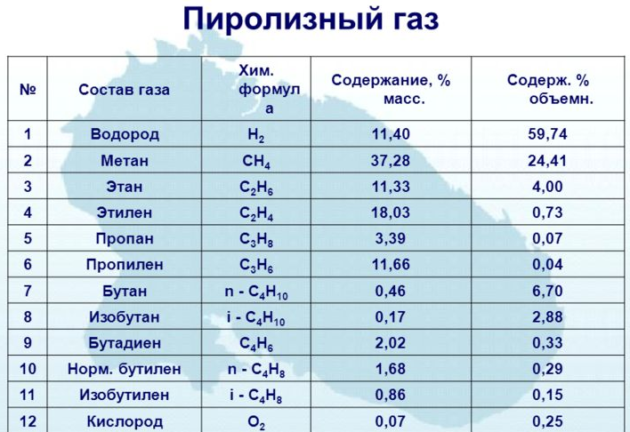
Пиролизный газ
Подвергается чистке, потому что состоит из углеводородов и угарного газа. Это побочный продукт компаний по переработке нефти.
Материалы, пригодные для газовой сварки
Газовая сварка неподменна в индустрии, строительстве, сельском хозяйстве. Она дозволяет скреплять огромное количество металлов.
Сварка чугуна нужна для устранения изъянов, трещинок, распавшихся частей изделия. Газовая горелка при всем этом обязана быть с маленьким пламенем, чтоб избежать зернистости сварочного шва.
Пайка бронзы подразумевает внедрение восстановительного пламени. В работе употребляют проволоку, идентичную свариваемому материалу.
Обработка меди не предугадывает наличия зазора меж краями. Это обосновано текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять различными способами сварки. Швы стают крупнозернистыми благодаря использованию металлической проволоки с низким уровнем углерода.
Нужное оборудование для газосварки
Газосварочное оборудование применяется с целью соединения либо резки железных частей под действием высочайшей температуры. Оно подразумевает внедрение различных видов устройств и аксессуаров, зависимо от вида проводимых работ. Для обработки сплава употребляются несколько компонент.
Водяной, либо жидкостный затвор
Защищает части устройств от оборотного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, либо в случае засорения каналов мундштука горелки. Таковым предохранительным устройством обустроены все генераторы.
Баллоны с газом
Особые цилиндрические резервуары с вентилями для хранения и транспортировки хим вещества. Найти, какой в их содержится вид, можно по цвету.
Редуктор
Понижает давление газа либо держит его на определенном уровне. Устройство бывает прямого и оборотного деяния. Это принципиальный элемент газобаллонного оборудования, который описывает работоспособность всей системы. Есть различные виды устройств, посреди которых – кислородный редуктор. Он адаптирован к брутальной среде и имеет голубую маркировку.
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он изготовлен по особенной технологии. Это мультислойное изделие, выдерживающее брутальную среду, с внутренним поперечником не больше 16 мм. Зависимо от группы, шланги маркируют красноватым, желтоватым и голубым цветом.
Газовая горелка
Является главный частью сварочного оборудования. Она образует пламя, нужно для нагревания и плавления сплава. По конструкции изделие бывает 2-ух видов: инжекторного и безинжекторного. Газовая горелка работает на различных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
Особый стол
Увеличивает удобство работы сварщика, потому что делает несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции быть может поворотная либо статичная столешница.
Газовые резаки
Демонтаж металлоконструкции и раскрой проката неосуществим без газового резака. Модели такового устройства имеют однообразный механизм работы, но различаются меж собой размерами, конструкцией, наличием доп деталей. При помощи газового резака можно делать работы с заготовками большенный толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно делится на периоды:
- Обрабатываемая зона разогревается до подходящей температуры. Для получения факела пламени кислород соединяют с горючим веществом в определенной дозе.
- Кислород содействует раскислению сплава, продукты горения удаляются из рабочей зоны.
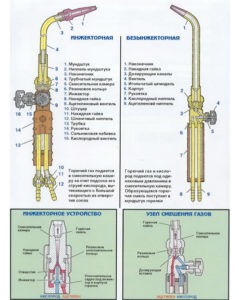
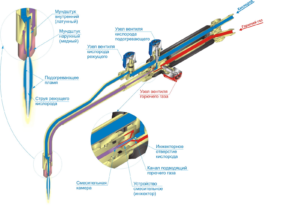
Система газового резака бывает 2-ух видов:
- Инжекторная – двухтрубная, когда технический кислород делится на два потока.
- Безинжекторная, либо трехтрубная, при которой кислородный и газовый поток движется по различным трубкам, смешиваясь снутри головки.
Технологический процесс газовой резки
При изготовлении железных конструкций употребляется не только лишь газовая сварка, да и резка металлов. Она дозволяет работать с таковыми заготовками:
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые полосы из стали шириной до 200 мм:
- детали сложной конфигурации;
- листы шириной наиболее 4 мм; от №16; от №20.
Чтоб получить качественный рез, поверхность сплава за ранее очищается от грязищи, краски, масла либо ржавчины. Резка металлов – это тепловой метод обработки, разбитый на этапы:
- Нагреватель доводит температуру до 1100 0 С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с сплавом, воспламеняется. Ядро пламени обязано размещаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В критериях размеренной подачи газа поток просто разрезает заготовку. Скорость струи зависит от хим состава разрезаемого материала.
Техника сохранности
Газовая сварка и резка не обходятся без соблюдения правил техники сохранности. Во время работы сварщик подвергается различным возможным опасностям. Меры предосторожности всеохватывающие:
От поражения электротоком нужна таковая защита:

- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежка.
- Исключение работ в влажную погоду.
Защита зрения просит использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации посодействуют:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами употребляют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, идентичные с противогазами.



























