Сварка нержавейки
Внедрение нержавеющей стали в почти всех изделиях продлевает их срок эксплуатации и улучшает наружный вид. Легированные сплавы обширно используются в хим индустрии, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но иногда этот материал, под действием блуждающих токов либо мощной коррозионной среды, дает течь. Начинающие сварщики, в попытках поправить положение, сталкиваются с несколькими трудностями по работе с таковым сплавом. Либо же возникает потребность сконструировать свою емкость из легированной стали. Как варить нержавейку верно, чтоб швы оставались герметичными? Сколько существует методов сварки нержавейки и какой из их лучше? Что более подойдет для работы в домашних условиях?

- 3.1 Покрытыми электродами (MMA)
Индивидуальности сварки
Варить нержавеющую сталь может быть несколькими методами, но в любом из их нужно учесть специальные индивидуальности материала. Работа с легированной сталью различается от низкоуглеродистой тем, что свариваемый сплав дозволяет сформировывать ровненькие швы, требующие малой обработки. Благодаря шлифовке и полировке можно получить безупречный вид поверхности, которую не надо красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в последующем:
- Линейное расширение сплава проявляется посильнее, чем у остальных видом стали. Из-за этого изделие существенно удлиняется во время нагрева от сварки, а по окончании процесса ворачивается в первоначальную форму. Это делает два всераспространенных недостатка при сварке нержавейки. Во-1-х, изделие очень деформируется (создаются волны, дугообразные прогибы), что портит наружный вид и просит правки геометрических форм. Во-2-х, происходит растяжение сварочного шва, который может не выдержать такового микродвижения и отдать трещинкы. Верная сварка нержавеющей стали предполагает ведение дуги на наименьших токах, чтоб минимизировать прогрев изделия, и подбор высококачественных присадочных материалов. В изделиях, которые толще 7 мм, применяется подготовительный обогрев всей поверхности током.
- В расплавленном состоянии нержавейка стремительно ведет взаимодействие с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то сплав будет очень пениться и шов не получится. Слабенькая защита сварочной ванны дозволяет выполнить работу, но дает много пор. Потому заварить легированную сталь отменно можно лишь в неплохой защитной среде. Это обеспечивает особая обмазка электродов либо инертные газы.
- Не плохая теплопроводимость и низкая температура плавления материала делают еще одну трудность для сварки нержавеющей стали — выгорание легирующих частей. Так, опосля нескольких месяцев, на свариваемом материале можно найти следы коррозии. Чтоб предупредить этот недостаток, нужно делать шов незначительно резвее, чем на низкоуглеродистой стали. Верно установленная сила тока тоже играет важную роль.
Зная о вышеперечисленных свойствах сплава можно выбирать верные режимы сварки и правильные расходные материалы, что дозволит получить высококачественный итог.
Подготовка сплава
Как верно варить нержавейку показано на разных видео. Но все эти методы предполагают подготовительную подготовку материала под сварку. Эти этапы включают ряд действий:
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а напротив их требуется плотно подвести друг ко другу.
- В материале с шириной от 4 мм и выше, для высококачественного провара, требуется выполнить разделку кромок. Это делается «болгаркой» либо ратфилем. Благодаря этому будущий шов становится незначительно обширнее и поглубже, что лучше связывает свариваемые стороны.
- Меж пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется за ранее подогревать.
- Чтоб зафиксировать пластинки и не отдать им поменять положение во время сварки, ставится несколько прихваток по всей длине соединения.
- Опосля этого можно приступать к ведению шва.
Чем варить нержавейку: сущность способов и разработка процесса
Разработка сварки легированных сталей предполагает внедрение электронной дуги, позволяющей плавить сплав, и сотворения защитного газового облака. Существует три метода сварить нержавейку.
Покрытыми электродами ( MMA )
Сущность способа заключается в использовании источника тока (трансформатор с выпрямителем либо инвертор), подсоединяемого одним концом (массой) к изделию, а вторым к держателю электрода. Сварочный ток делает дугу меж ними, способную плавить сплав и сформировывать шов. Не считая краев пластинок плавится и стержень электрода, который состоит из схожего по составу к основному сплава. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особенный газ.
ММА — это хороший вариант, когда требуется сварка нержавейки в домашних условиях . Аппараты доступны по стоимости и малогабаритны для хранения в кладовой либо гараже. Транспортировка не просит много места, а легкий вес дозволяет работать на хоть какой высоте. Электроды по нержавейке доступны в продаже.
Опосля подготовки сплава процесс сварки производится ведением электрода по полосы соединения. 1-ый проход нужно произвести ровно, наклонив электрод на себя либо в комфортную сторону. В этом же направлении и ведется шов. Расстояние меж концом электрода и поверхностью сплава выдерживается в 3-5 мм. Когда свариваемые пластинки толстые, то требуется несколько проходов. Опосля всякого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и наполнения места соединения.
Опции на аппарате выставляются соответственно изделию:
| Толщина пластинок, мм | Напряжение, V | Поперечник электрода, мм | Сила тока, А |
| 1 | 11 | 2 | 30-40 |
| 1.5 | 12 | 2 | 40-60 |
| 2 | 13 | 2 | 55-75 |
| 3 | 15 | 3 | 90-100 |
Полуавтоматом
Нержавеющие стали свариваются непревзойденно полуавтоматом. Это наиболее роскошный процесс, позволяющий стремительно и отменно заварить соединение хоть какой толщины. Источником тока выступает аппарат с неизменным напряжением либо инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
Горелка совмещает в для себя подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматом подающаяся тяговым механизмом. Напряжение через мундштук перебегает на проволоку и меж ней и изделием возбуждается дуга. Сразу происходит обдув защитным газом, предотвращающий контакт с наружной средой. Для соединения нержавейки употребляют незапятнанный аргон либо его консистенции с углекислотой.
Проволока обязана быть из такого же материала, что и свариваемые детали. Ее поперечник и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые характеристики последующие:
| Толщина изделия, мм | Сила тока, А | Поперечник проволоки, мм | Скорость подачи, м/ч |
| 1.5 | 80-100 | 0,8-1,0 | 160-180 |
| 2 | 130 | 1.2 | 180-230 |
| 3 | 160-200 | 1,2-1,4 | 350-400 |
| 5 | 200-300 | 1,2-1,6 | 450-650 |
Для сотворения особо крепких швов, подвергающихся хим действию на предприятиях, используют порошковую проволоку, которая имеет трубчатое строение и включает в себя флюс, добавочно защищающий зону сварки. Опосля окончания шва флюс застывает на поверхности в виде шлака и просит отбития. Швы ведутся с колебательными движениями, справа влево либо напротив. Принципиально смотреть за полным наполнением зоны соединения присадочным сплавом. Это отлично надзирать, так как при сварке обыкновенной проволокой нет шлака, мешающего обзору.
Автоматические аппараты стоят дороже инверторов и требуют доборной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно стремительно вести работы.
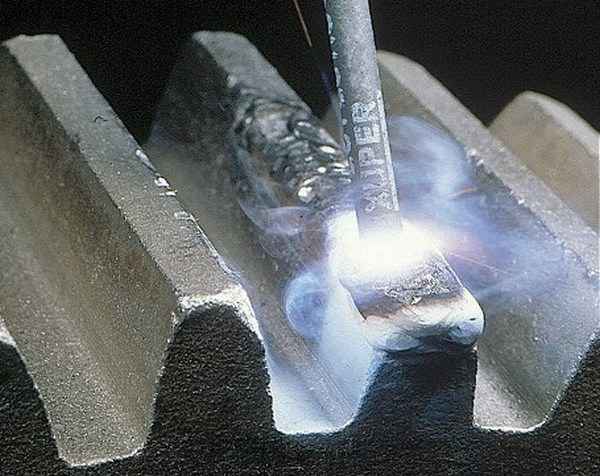
Аргоновая сварка
Сварка узкой нержавейки в особенности отлично удается аппаратами с неизменным током и не плавящимся электродом. Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает неизменный ток, полярность выставляется оборотная. По каналу к горелке подводится напряжение и газ. Ток передается через прижимающей механизм на вольфрамовый электрод. Меж ним и пластинами загорается электронная дуга. Краешек электрода, заточенный как игла, дозволяет сформировывать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а только нуждается в повторяющейся заточке. Оплавляются кромки свариваемого материала и добавочно подается присадочная проволока. Она обязана быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, потому данный способ просит определенных способностей и занятий.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только лишь ограждает сварочную ванну от наружной среды, да и помогает остужать электрод и конец зоны сварки.
Швы таковым способом ведутся справа влево, с наклоненной горелкой. Если нужно тоненькое соединение, то никаких колебаний не требуется. В случае широких соединений, производятся поперечные движения электродом. Зазор меж ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтоб было комфортно вести шов, но не перегревать вольфрам. Рекомендуются последующие характеристики:
| Толщина материала, мм | Сила тока, А | Напряжение, V | Поперечник электрода, мм |
| 1 | 30-40 | 10 | 1.6 |
| 1.5 | 45-55 | 12 | 2.3 |
| 2 | 60-80 | 15 | 2.3 |
| 3 | 90-110 | 16 | 2.3 |
Сваривание нержавейки — это увлекательный процесс, позволяющий получить высококачественное соединение, способное служить долгий срок. В домашних условиях более подступает сварка покрытым электродом инвертором. Но если предстоит большенный размер работ, то лучше пользоваться полуавтоматом. Для соединение тонких пластинок безупречна аргоновая сварка.
Сварка чугуна электродом

Сварка чугуна в домашних условиях – электроды, методы сварки
Чугун — это сплав железа с углеродом, содержащий огромное количество разных примесей. Изделия из чугуна пользуются широким спросом, как в промышленной области, так и в быту. Конкретно активное внедрение чугуна крайние 50 лет, привело к тому, что все почаще возникает необходимость что-то чинить. При всем этом сварка чугуна остаётся одним из самых удобных методов привести изделие в работоспособное состояние.
Чтоб варить чугун в домашних условиях будет нужно инвертор и особые электроды по чугуну. Ранее на веб-сайте mmasvarka.ru уже рассказывалось, как их создать кустарным методом с внедрением обыкновенной медной проволоки. Потому в данной статье будут освещены вопросцы касательно разных аспектов сварки чугуна, так как данная работа очень различается от работ, связанных со сваркой стали.
Главные трудности при сваривании чугуна
Чугун владеет еще большей текучестью, чем у стали, потому варить разные изделия из чугуна в домашних условиях, рекомендуется лишь в нижнем положении. Если очень перегреть чугун во время сварки, то это приведёт к образованию огромных пор и напряжения в сварочном шве. Потому не рекомендуется очень перегревать чугун и подвергать его резвому остыванию.
Главные недостатки при сварке чугуна соединены конкретно с неравномерным нагреванием и остыванием свариваемых изделий. Возникновение трещинок при всем этом, самый непростой недостаток, от которого весьма тяжело избавиться в предстоящем. Не считая того, при сварке чугуна весьма принципиально производить правильную подготовку материалов.
Подготовка чугуна к сварке
Чтоб получить высококачественное сварное соединение, поверхность чугуна перед сваркой подабающим образом подготавливается. Во-1-х, её необходимо очистить от всех загрязнений, опосля чего же обезжирить, к примеру, ацетоном либо растворителем.
Если нужно варить узкий чугун, то непременно следует предугадать особые теплоотводящие подкладки под места сварки. Неотклонимым условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются ратфилем либо УШМ с диском по сплаву.

В этом случае, когда необходимо заварить трещинку в чугуне, то она непременно засверливается по бокам, опосля чего же, как и с кромками, разделывается по всей собственной длине. Некие сварщики поначалу вырезают трещинкы, опосля чего же засверливают края, чтоб не допустить их предстоящего распространения.
Зависимо от избранного метода сварки чугуна, а их бывает всего только три (жаркий, полугорячий и прохладный способ), требуется нагрев изделия. Разглядим наиболее тщательно технологический процесс сваривания металлических изделий в домашних условиях.
Методы сварки чугуна
Существует три метода сварки чугуна:

Жаркий метод — просит нагревания металлических изделий перед соединением до температуры не наименее 600°С.
Полугорячий метод — не много чем различается от жаркого метода сварки чугуна, кроме температуры, которая практически что вполовину ниже (300-350°С).
Прохладный метод — осуществляется штучным электродом без подготовительного прогрева металлических заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным способом соединения.
Сварка чугуна электродом
Для сварки чугуна в домашних условиях будет нужно инвертор и электроды со особым стержнем. В составе электродов по чугуну содержится медь и никель. Ну а о том, как создать самодельные электроды для чугуна уже рассказывалось в прошедших выпусках веб-сайта.

Самыми пользующимися популярностью заводскими электродами для сваривания чугуна, являются:
- Электроды ОЗЖН-1, ОЗЧ-2, также ОЗЧ-3, ОЗЧ-4, ОЗЧ-6;
- Электроды МНЧ-2;
- Электроды ЦЧ-4.
При всем этом весьма принципиально избрать верный режим сварки для всех перечисленных выше марок электродов. Для электродов ЦЧ-4 (3 мм), сила тока обязана быть выставлена на инверторе в границах 70А. Для электродов ОЗЧ-2, порядка 90А. Для электродов ОЗЖН-1 поперечником в 3 мм, приблизительно 100А, а для электродов МНЧ-2 такового же самого поперечника, силу тока на инверторе следует выставлять в районе 90А.

Технологические индивидуальности сварки чугуна заключаются вот в чем:
- Варить чугун необходимо маленькими швами, длиной не наиболее 5 см;
- Следует избегать мощного перегрева металлических изделий при сварке. Потому кроме сварки маленьким швом, следует давать заготовкам достаточное количество времени на остывание;
- При сварке чугуна электродом, инвертор следует переключать в оборотную полярность.
Если придерживаться всех перечисленных выше правил, то можно будет варить чугун в домашних условиях, без особенных проблем.
Как производится сварка нержавейки в домашних условиях?
Сверка нержавейки — это довольно трудозатратная, но полностью выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, довольно просто ведут взаимодействие вместе. Подобные сплавы непревзойденно соединяются и с иными сплавами, кроме магниевых и дюралевых сплавов.

Перед тем как приступить конкретно к сварке деталей нужно металлической щеткой зачистить поверхность кромок.
Но при выполнении данной для нас работы нужно обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некие никелированные сплавы способны выделять карбиды. Степень их выделения впрямую зависит от длительности обработки. Потому время работы обязано быть как можно наименьшим.
Что необходимо знать о сварке нержавеющей стали?
При самостоятельном выполнении сварки нержавейки следует учесть отличия ее физических характеристик от соответственных параметров углеродистого проката. Так, например, удельное электронное сопротивление нержавейки выше приблизительно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводимость этого сплава составляет порядка 1/3 от соответственного значения углеродистого проката. А показатель термического расширения по длине больше приблизительно на 50%.
Самостоятельная сварка нержавейки быть может выполнена в согласовании с одним из нескольких способов. В случае если толщина сплава превосходит 1,5 мм, то, обычно, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб употребляется способ дуговой сварки, выполняющийся с помощью плавящихся электродов в инертном газе.
Более всераспространенными являются такие способы сварки:
- вольфрамовыми электродами в аргоне;
- покрытыми электродами;
- автоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей необходимо подходящим образом приготовить к обработке. Подготовка практически таковая же, как и в случае с низкоуглеродистой сталью, за одним только исключением — сварочный стык обязан иметь зазор, с помощью которого будет обеспечена вольная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска с помощью металлической щетки. Рекомендуется помыть их растворителем. Отлично подступают ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предупредит понижение стойкости дуги.
Сварка при помощи паяльничка
Если размер грядущих работ сравнимо маленький, то для сварки нержавейки можно применять паяльничек. При всем этом для вас пригодится:
- электронный паяльничек на 100 Вт;
- трубка;
- ратфиль либо наждачная бумага;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльничек на 100 Вт и флюс. Получать для работы с нержавейкой паяльничек наиболее высочайшей мощности не имеет смысла. В качестве флюса отлично подойдет паяльная кислота. Похлопочите и о том, чтоб у вас под рукою был оловянно-свинцовый припой.
Зачистите пространство соединения. Для этого для вас пригодится наждачная бумага либо ратфиль. Опосля окончания чистки необходимо будет нанести паяльную кислоту с предстоящим обслуживанием. В этом случае, если сервис не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не отдала ожидаемого результата, рабочую поверхность следует обработать с помощью специальной щетки. Ее можно создать своими руками. Для этого для вас пригодится кусочек трубки поперечником порядка 0,5 см. Расположите в него тонкие жилы от железного троса. Нанесите кислоту на участок пайки, а потом сразу поднесите к нему паяльничек и щетку. Начинайте водить сходу 2-мя инструментами.
Опосля того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей с помощью паяльничка и флюса.
Для таковой работы идеальнее всего применять жидкотекучий флюсованный припой с высочайшими капиллярными качествами и низкой рабочей температурой поверхности. Схожий припой различается довольно высочайшей пластичностью и раскислительными параметрами, которые весьма к слову при сварке нержавейки.
Пошаговая {инструкция} по сварке покрытыми электродами

Схема покрытого электрода.
Эта методика сварки нержавейки обеспечивает обычное свойство швов даже без особенного опыта со стороны исполнителя. Если у вас нет больших требований к качеству соединения, то сможете применять конкретно этот метод сварки.
Покрытыми металлическими электродами, которые могут употребляться для таковой работы, являются электроды ЦЛ-11, ОЗЛ-8 и НИАТ-1. Рекомендуется применять такие электроды, которые смогли бы обеспечить главные эксплуатационные свойства сварного шва — значительную жаростойкость, устойчивость к коррозии и отличные механические характеристики.
Сварка производится с помощью неизменного тока оборотной полярности. Необходимо стараться обеспечить наименьшее проплавление шва. В этом случае употребляются электроды маленького поперечника, имеет пространство весьма низкая термическая энергия. Сила тока — примерно на 20% ниже, чем для сварки обыкновенной стали.
Большенный ток применять не рекомендуется. Электроды имеют высочайшее электронное сопротивление и достаточно низкую теплопроводимость. Из-за этого их покрытие может перегреться. Такие электроды плавятся еще резвее, чем простые железные. Будьте готовы к этому, если вы в первый раз будете заниматься сваркой нержавейки.
В целях сохранения коррозионных черт шва принципиально обеспечить его резвое остывание.
Для этого применяется обдувание воздухом либо медные прокладки. В случае внедрения хромоникелевой стали аустенитного класса остывание быть может выполнено с помощью воды.
Управление по сварке вольфрамовыми электродами

Схема сварки автоматической горелкой.
Этот метод обычно применяется при сваривании весьма узкого сплава, также в тех вариантах, когда необходимо получить качественный сварной шов. Сварка вольфрамовыми электродами непревзойденно подступает для работы с трубами из нержавейки, применяемыми для перемещения газов и различных жидкостей под давлением.
Сварка производится в инертной среде переменным или неизменным током прямой полярности. В качестве присадочного вещества идеальнее всего применять проволоку с наиболее высочайшим показателем легирования, чем главный сплав. Работа производится без колебательных движений, т.к. они могут нарушить защиту области варки, в итоге чего же сплав шва окислится, а стоимость сварки возрастет.
Зачистка оборотной стороны шва производится поддувом аргона от воздуха. Принципиально не допустить того, чтоб вольфрам попадал в сварочные ванны. Идеальнее всего зажигать дугу на угольной или графитовой пластинке либо применять бесконтактный поджог.
Чтоб понизить расход материалов для сварки, не выключайте подачу защитного газа сходу же опосля окончания процедуры. Сделайте это приблизительно через 15 секунд. Благодаря этому интенсивное окисление нагретых электродов будет исключено, а срок их службы возрастет.
Что созодать опосля выполнения сварки?
Сварка нержавейки имеет ряд особенностей. Если вы не учтете их во время работы, то могут показаться определенные недостатки швов. К примеру, спустя некое время опосля окончания работы в зоне сварных швов может образоваться «ножевая» коррозия.
Под действием высочайшей температуры из-за аустенитной структуры швов могут показаться жаркие трещинкы. Главной предпосылкой хрупкости шва является высочайшая температура и стигматации. Для предотвращения образования таковых трещинок следует использовать присадочные материалы, которые дозволяли бы создавать прочные швы. Содержание феррита в составе не обязано быть наименее 2%. Не надо выводить кратеры на главный сплав.
При автоматической сварке работа обычно производится на уменьшенных скоростях. Рекомендуется созодать меньше подходов. Внедрение недлинной дуги и увеличение скорости значительно понижают возможность возникновения деформаций и делают сварку наименее дорогой. На устойчивость нержавейки к действию коррозии отлично влияет сварка, выполняемая на наибольшей скорости.
Таковым образом, при выполнении сварки нержавеющей стали в домашних условиях необходимо учесть состав и характеристики материала и знать, какой метод идеальнее всего применять в любом определенном случае. От этого впрямую зависит итог. Успешной работы!



























