Как паять латунь в домашних условиях
Как паять латунь в домашних условиях?
[Пайка латуни] быть может довольно просто выполнена и в домашних условиях, хотя почти все умельцы и не решаются на такую работу, опасаясь определенных сложностей, которые могут появиться в процессе ее выполнения.
Меж тем, техника выполнения пайки латуни довольно обычная и не просит некий специальной подготовки.
Более нередко пайку латуни делают обычной газовой горелкой и для этих целей в качестве припоя можно пользоваться оловом, бурой или другим аналогичным материалом, который может поменять обычный флюс.
Необходимо подчеркнуть, что данную работу можно также выполнить особым графитовым электродом либо паяльничком, используя соответственный припой.
По собственной сущности пайка данного материала кое-чем припоминает пайку стали, меди либо чугуна, но имеет некие индивидуальности и тонкости, которые нужно в неотклонимом порядке учесть.
Необходимо подчеркнуть, что детали из латуни наиболее просто обрабатывать, чем заготовки из стали, меди либо чугуна.
Индивидуальностью пайки в домашних условиях латуни, чугуна либо меди, в отличие от стали, будет то, что на их поверхности появляется оксидная пленка, которая влияет на свойство производимого соединения.
Невзирая на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, также деталей из меди можно не только лишь газовой горелкой, да и паяльничком, в отличие от чугуна либо стали, сварка которых осуществляется только электродом.
Некие индивидуальности
Пайка по собственной сущности является более хорошим методом получить довольно крепкое и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из остальных материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, просит определенных способностей и подготовки.
При осуществлении соединения меж элементами непременно вводится расплавленный припой, и для этого можно пользоваться оловом либо бурой.
Припой обязан иметь температуру плавления несколько ниже температуры плавления основного материала.
С помощью пайки меж собой можно крепко соединять самые различные материалы, в том числе детали, выполненные из чугуна либо меди.
Весьма нередко это бывает единственным методом выполнить скрепление железных поверхностей разных типов.
Естественно, пайку в неком роде можно определенным образом сопоставить с выполнением сварки, когда соединение поверхностей делается электродом, но в этом случае общим является лишь конечный итог.
Сущность самого процесса выполнения пайки совсем другая.
Основное различие меж сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится главный материал, а при работе с паяльничком плавится лишь металл-связка.
Не считая этого, в пайке непременно должен находиться флюс, в качестве которого может выступать бура.
Естественно, пайка обеспечивает наименее крепкое соединение поверхностей алюминия, меди либо чугуна, чем к примеру сварка, но дозволяет работать даже с маленькими заготовками.
Разъяснить это можно тем, что применяемый при пайке флюс, в качестве которого может выступать бура, под действием относительно больших температур выделяет определенные хим элементы, которые и уменьшают крепкость основного соединения, не считая этого, сам шов выходит пористым.
Пайку алюминия, как и, к примеру, сварку чугуна, идеальнее всего создавать внахлест, а не встык.
Невзирая на то, что по прочности соединения пайка несколько уступает сварке электродом, она в истинное время интенсивно употребляется в самых различных отраслях индустрии.
С помощью нее производят нужное скрепление не только лишь латунных заготовок, да и изделий из меди и даже из чугуна.
Почаще всего пайку разных типов металлов создают паяльничком, но по мере необходимости для этих целей можно пользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в неотклонимом порядке требуется припой либо флюс, в качестве которого весьма нередко выступает бура.
Необходимо подчеркнуть и то, что сварка быть может как высокотемпературной, так и низкотемпературной. В домашних условиях употребляется 1-ый вариант пайки.
На видео выше можно узреть, как производится пайка латунных заготовок.
Свойства материалов
Совершенно латунь представляет собой сплав меди и цинка. В особенности нередко он употребляется для производства различной домашней утвари, труб, радиаторов и почти всех остальных приспособлений.
Домашнему мастеру весьма нередко приходится сталкиваться с необходимостью провести подобающую обработку поверхностей из латуни, а потому нужно знать все индивидуальности этого специфичного сплава.
Для выполнения пайки латунной поверхности весьма принципиально верно подобрать соответственный флюс и в этом случае идеальнее всего подступает бура, которая способна отлично убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно фактически в любом строительном магазине по полностью доступной цены. Флюс на базе буры дозволяет обеспечить наиболее высококачественное затекание основного связывающего компонента в образуемые зазоры.
Также с особенной тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет производиться в газовой среде, то в этом случае идеальнее всего пользоваться серебряными либо медно-фосфорными припоями.
Таковой припой непревзойденно подступает и для работы с латунью, которая имеет высочайшее содержание меди. В этом случае можно применять припой на базе самой латуни с наиболее низкой температурой плавления.
С особенной тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда нужно соединить меж собой детали из совсем различных материалов.
Так, к примеру, свойство пайки латуни и конкретно меди почти во всем зависит от того, кокой будет употребляться припой, также флюс (бура).
Конкретно эти составляющие, основным образом, влияют на свойство шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется применять определенный флюс, который в неких вариантах можно поменять узким слоем таковых материалов, как никель либо медь.
Это дозволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится наиболее крепким и высококачественным.
В истинное время можно приобрести припои, которые в собственном составе содержат элементы, заменяющие обычный флюс.
Это дает возможность существенно упростить работу, создать ее наиболее высококачественной и резвой.
В качестве такового всепригодного припоя может выступать меднофосфорный состав.
Порядок работы
Опосля того как будут тщательно разобраны и исследованы все характеристики применяемых в процессе пайки латуни материалов, можно перебегать конкретно к самому процессу.
Для начала следует приготовить весь требуемый инструмент и материал. Под рукою обязана быть газовая горелка либо паяльничек, также соответственный припой и флюс.
Данный материалы следует подбирать очень пристально, чтоб в итоге шов вышел очень высококачественным и плотным.
В неких вариантах припой для латуни можно приготовить без помощи других и для этого нужно будет взять в определенных пропорциях медь и техническое серебро, расплавить их в особом тигеле и кропотливо перемешать.
Когда расплавленная смесь станет на сто процентов однородной, емкость с ней нужно будет поместить в прохладную воду до полного остывания.
Дальше приготовленный таковым образом припой следует аккуратненько измельчить либо порезать.
При изготовлении припоя своими руками следует особенное внимание уделять однородности его структуры, потому что от этого почти во всем будет зависеть свойство и крепкость грядущего соединения.
В этом случае не стоит сберегать на расходных материалах и созодать выбор в пользу наиболее дешевеньких и наименее высококачественных компонент.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совсем свободно приобрести в любом строительном магазине.
Данные составляющие берутся в схожих пропорциях и заливаются обычной водой.
Опосля того, как для пайки латуни будут готовы все нужные составляющие, можно перебегать конкретно к самой работе.
Для этого берется латунная заготовка, за ранее очищенная от грязищи и разных масляных пятен и аккуратненько посыпается размельченным припоем.
Опосля этого в действие приводится газовая горелка, с помощью которой делается прогрев рабочих поверхностей до определенной температуры.
Тут основное не перегреть латунную деталь, чтоб она не лопнула и не деформировалась.
Если латунные поверхности имеют огромную толщину, то их прогрев следует создавать в неотклонимом порядке равномерно.
При соблюдении всех советов и порядке действий, шов получится довольно плотным и высококачественным.
Наиболее тщательно о том, как паять латунь без сторонней помощи в домашних условиях, тщательно поведано на видео в нашей статье.
Пайка латунью: как и чем верно паять латунь
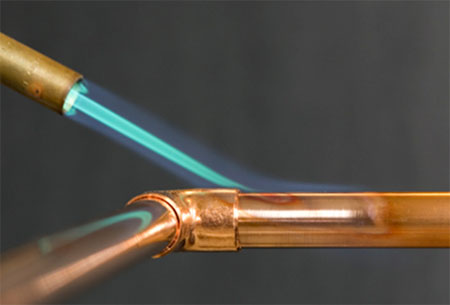
Пайка латуни, позволяющая получать высококачественные и надежные соединения, – это технологический процесс, предполагающий внедрение газовой горелки, также специального припоя. В качестве крайнего применяется проволока, материалом производства которой быть может олово либо сплав данного сплава со свинцом. Если отлично изучить индивидуальности такового процесса, также приготовить все нужное оборудование и расходные материалы, то удачно делать его можно даже в домашних условиях.

Процесс спайки латунных деталей
Условия и область внедрения пайки
До этого чем разбираться в вопросце о том, как паять латунь, следует отлично изучить все индивидуальности такового технологического процесса. При выполнении пайки, которая является одним из способов получения неразъемных соединений, в зазор, расположенный меж соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Принципиальным условием выполнения пайки будет то, что припой, для расплавления которого пользуются газовой горелкой, должен расплавляться при наименьшей температуре, чем материал производства соединяемых деталей. Таковая разработка (в неких вариантах она является единственно вероятным методом получения неразъемного соединения) дозволяет накрепко спаять меж собой даже разнородные сплавы.
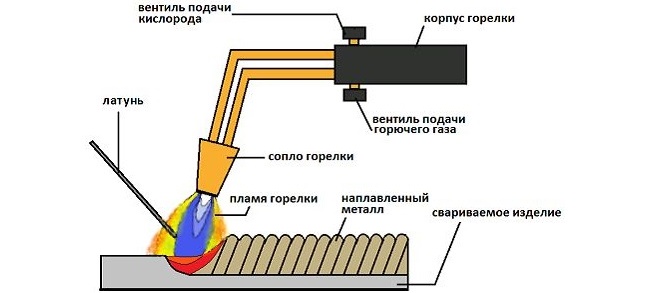
Схема пайки латунью с внедрением газовой горелки
Совсем некорректно ассоциировать пайку с таковым технологическим действием, как сварка, который подразумевает, что плавиться будет не только лишь особая проволока-припой, да и сплав соединяемых деталей. Конкретно благодаря тому, что при выполнении пайки основному температурному действию подвергается припой, свойства соединяемых деталей и их целостность остаются постоянными. Таковая изюминка дозволяет удачно применять эту методику для соединения железных деталей, которые различаются даже весьма маленькими размерами.
Меж тем следует иметь в виду, что для выполнения пайки в качестве припоя употребляются наиболее мягенькие материалы, если ассоциировать их с теми, которые используются для формирования сварного шва. Это приводит к тому, что соединения, сделанные с помощью пайки, вначале наименее крепкие и надежные, чем сварные швы. А в тех вариантах, когда производится пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости создаваемого шва. Таковая пористость сплава существенно усугубляет свойство и надежность соединения. При выполнении пайки деталей, сделанных из латуни, огромное значение имеет и их обоюдное размещение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях полностью возможно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка сплава как разработка, позволяющая получать неразъемные соединения, занимает одну из фаворитных позиций, уступая по популярности лишь сварке. Без данной нам технологии фактически не обойтись в электрической индустрии, где с ее помощью делают электропроводные соединения частей разных устройств и устройств. Конкретно с помощью пайки почаще всего соединяются и наращиваются провода, по которым в предстоящем будет проходить электронный ток.
Если гласить о более всераспространенных сферах внедрения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, сделанных из меди и ее сплавов, в том числе латуни (такие трубы употребляются в большей степени для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластинок к несущей части режущего инструмента;
- соединение меж собой деталей, существенно различающихся по толщине.

На фото итог спайки латунной трубки и жиклера. Употреблялся припой флюсованный П14 и ввезенная горелка на чистом пропане
Используя паяльное оборудование и припой, также делают такую технологическую операцию, как лужение, которая дозволяет создавать на железных поверхностях надежное противокоррозионное покрытие.
Зависимо от того, с помощью припоя какого типа производится пайка, она быть может высоко- либо низкотемпературной. Внедрение при выполнении пайки наиболее тугоплавкого материала дозволяет создавать соединения, которые могут эксплуатироваться при наиболее больших температурах. Меж тем это связано с некими сложностями, которые соединены с необходимостью воззвания к специальному оборудованию, позволяющему расплавить припой. Внедрение такового сплава, в частности, довольно проблематично в домашних условиях, где для выполнения пайки почаще всего применяется рядовая паяльная лампа.
Индивидуальности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить с помощью пайки изделия, сделанные из латуни. Соединено это с тем, что данный сплав меди и цинка интенсивно употребляется для производства частей водопроводных и отопительных систем, также огромного количества остальных изделий.
Огромное значение для получения высококачественного и надежного соединения латунных изделий с помощью пайки имеет верный выбор флюса. Для удачного воплощения этого процесса не подойдет обыденный флюс, в составе которого содержатся спирт и канифоль. Таковой флюс из-за довольно низкой активности входящих в него компонент не способен растворить окисную пленку, непременно присутствующую на поверхности изделия из латуни. Конкретно потому для пайки изделий из латуни нужно применять наиболее активный флюс, в качестве которого нередко используют хлористый цинк.
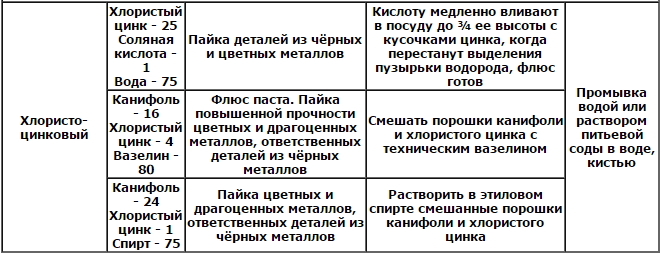
Состав и применение кислотных активных плюсов
Довольно пользующимися популярностью флюсами, которые употребляются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, обычно, не превосходит 5%, обеспечивают не плохое затекание расплавленного припоя в зазор меж соединяемыми деталями.
Верный выбор проволоки-припоя – еще одна принципиальная задачка, которую следует решить для того, чтоб получить высококачественное соединение деталей из латуни. Для пайки латунных изделий, которые в предстоящем будут эксплуатироваться в газовой среде, можно применять пользующиеся популярностью типы припоев на базе сплавов серебра и фосфорной меди. Такие припои, не считая того, нормально подступают для соединения изделий из латуни, содержащей существенное количество меди.
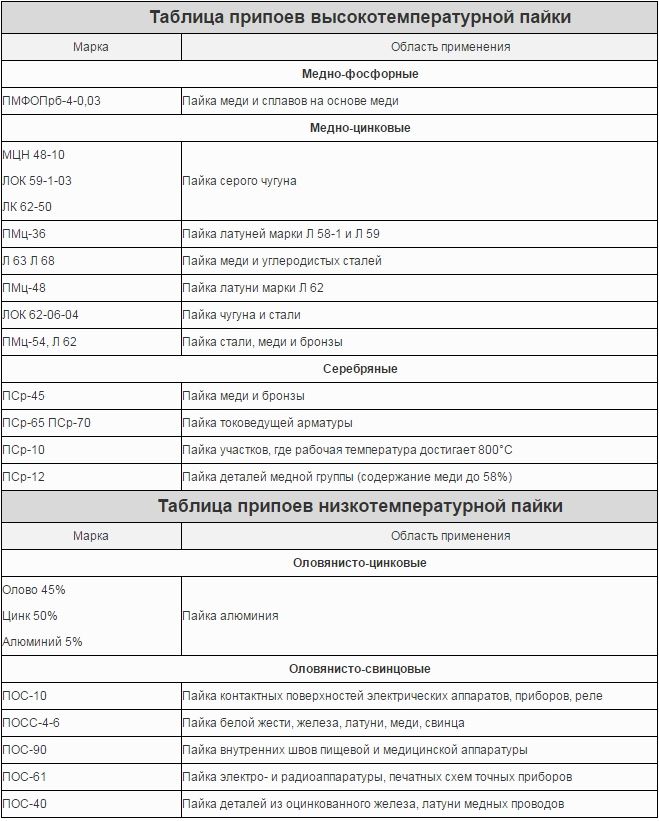
Марки и сферы внедрения припоев
В качестве припоя часто употребляют и саму латунь, но при всем этом нужно смотреть за тем, чтоб температура плавления присадочной проволоки не превосходила аналогичный параметр самих соединяемых деталей. В тех вариантах, когда с помощью пайки нужно сформировать соединение завышенной надежности, употребляют твердые припои, которые, если ассоциировать их с присадочными материалами мягенького типа, владеют наиболее высочайшей прочностью.
Особенное внимание вопросцам выбора припоя и самой технологии выполнения пайки следует уделять в тех вариантах, когда спаять меж собой нужно разнородные материалы. При всем этом следует учесть, что такие материалы имеют разную температуру плавления, также могут себя вести совсем по-разному при нагреве. А именно, из латуни при интенсивном нагревании начинает испаряться цинк, что плохо отражается как на декоративных, так и на прочностных свойствах создаваемого соединения (оно приобретает пористую структуру).

В качестве несгораемой подложки можно применять ведро с маленькой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, разрешают определенные технологические приемы. Более действенным из таковых приемов является внедрение флюса, который и будет делать защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого заходит не только лишь присадочный материал, да и флюс, – очередной действенный метод, позволяющий избежать испарения цинка из латуни.
Короткая {инструкция}
Для того чтоб в домашних условиях выполнить доброкачественную пайку латуни, недостаточно просто изучить теоретическую базу, лучше также поглядеть видео на данную тему. Необходимость в самостоятельном осуществлении такового процесса возникает часто, ведь фактически в любом доме есть изделия из латуни, которые не застрахованы от поломок. Беря во внимание тот факт, что услуги обученных профессионалов недешевы, есть смысл изучить таковой процесс как по представленным ниже советам, так и по видео, которые нетрудно отыскать в вебе.
Как паять латунь дома
Латунь – это сплав, неотклонимыми компонентами которого являются медь и олово. Владея высочайшей прочностью, пластичностью и коррозионной стойкостью, она отлично подступает для производства как тяжелонагруженных деталей разных устройств, так и частей конструкций, работающих в брутальных средах. Её главный недочет – высочайшая стоимость. Но есть и остальные трудности, связанные с применением этого материала.

Просто и отлично
На нынешний денек разработаны разные технологии, дозволяющие сваривать изделия из латуни. Но они все достаточно сложны, накладны, и требуют, чтоб выполняющий работу спец владел определёнными способностями. Кандидатурой сварке нередко становится пайка латуни. Она несколько проще технологически и предъявляет другие требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особенных заморочек не возникает. Совладать с задачей удаётся при помощи обыкновенной канифоли. Но в случае, когда количество цинка превосходит 15%, в неотклонимом порядке требуется внедрение особых флюсов. Это соединено с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали крепкую оксидную плёнку, удалить которую весьма тяжело.
Избрать готовый либо сделать самому?
Простой флюс для пайки латуни нетрудно сделать без помощи других. Для этого будет нужно смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на любой гр консистенции порошка, осторожно помешивая прокипятить, а потом остудить. Но наилучшими чертами владеют поступающие в продажу уже готовые составы.
- Одним из более распространённых является флюс «Бура». Выдуманный весьма издавна, этот рецепт получил одобрение почти всех ювелиров, занимающихся пайкой различных металлов, в том числе и латуни. Он относится к уровню высокотемпературных консистенций, активизирующихся при достижении 700 – 900 градусов Цельсия. Невзирая на приличный возраст, свою работу он делает отменно.
- Отлично управляются со собственной задачей флюсы марки ПВ-209 и ПВ-209Х. В базе первого – фторосоли, а 2-ой сделан с внедрением плавиковой кислоты. И тот и иной также работают при температурах, приближающихся к тыще градусов.
- Несколько наименьшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (пылеобразный) и Chemet FLISIL-NS-Paste (паста). Для их будет довольно 550 – 800 градусов Цельсия. Идеальнее всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены только в качестве примера. На рынке представлено огромное количество вариантов данной нам нужной для пайки латуни продукции.
Какой взять припой
Не наименее принципиальным, чем выбор флюса, является определение подходящего состава припоя.
- Для пайки латуни с содержанием меди отлично подступает припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько наименьшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, но владеют высочайшей электропроводностью и сопротивляются ударным и вибрационным перегрузкам ужаснее, чем составы с содержанием серебра.
- Лучшими механическими свойствами владеют серебряные припои. Посреди их – ПСр-10, ПСр-12м, ПСр-25 и дальше, прямо до ПСр-72. Они все имеют некие отличия, заключающиеся в хим составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом сплаве.
Из вышесказанного ясно, как принципиально до этого, чем приступать к выбору флюса и припоя, обусловиться с маркой латуни. Лишь тогда получится достигнуть применимого результата пайки.
Подготовка
Приступая к работе, нужно как надо очистить пространство соединения от загрязнений. Для этого можно применять самые различные инструменты – железные щётки, особые насадки, ратфили либо наждачку. Опосля этого обработанный сплав нужно обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и получится выполнить, не будет владеть достаточной прочностью.
Спаиваемые детали нужно уложить на термоизолирующую подкладку. Удивительно, но почти все источники до сего времени советуют для этих целей общепризнанный канцерогеном листовой асбест. Непременно, что стоит подыскать ему не наносящую вред здоровью подмену. К примеру, на базе стекловолокна либо углепластика.
Паяльничек либо горелка?
Внедрение электронного паяльничка допустимо, когда употребляются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих вариантах мощность устройства обязана быть не наименее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь пространство пайки обязано быть за ранее отлично прогрето.
Соединение мощных деталей либо пайку латуни большенный толщины наиболее комфортно создавать при помощи газовой горелки. В этом случае можно прогреть сплав так, чтоб сделалось вероятным внедрение высокотемпературных компонент. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Только опосля этого перебегают к нагреву сплава. Созодать это необходимо очень осторожно. Поначалу производится подготовительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Равномерно температуру увеличивают до того времени, пока латунь не приобретёт соответствующую красноту. Конкретно в этот момент припой разливается, заполняя все маленькие поры, чтоб при остывании надёжно соединить детали. Если всё изготовлено верно, то опосля постепенного остывания получиться осторожный шов, цвет которого будет близок с цветом латуни.
Область внедрения
Совсем разумеется, что выполнить пайку латуни проще, чем сварку не только лишь в домашних условиях, да и на производстве. Приобретенное соединение будет владеть достаточной прочностью. Тем не наименее, рассчитывать на то, что оно выдержит весьма высочайшие перегрузки, всё же не стоит. Исходя из этого, определяется и область внедрения технологии.
- Изготовка электронных и электрических компонент. Механические перегрузки в этом случае невысоки, а на 1-ый план выходит электропроводность. Не стоит забывать и о том, как тяжело применять сварку для соединения деталей малого размера.
- Соединение частей, подвергающихся малым и средним перегрузкам. Сюда можно отнести детали маленьких устройств вроде часов, либо составляющие трубопроводов, работающих при давлении, не превосходящем нескольких атмосфер.
- Создание ювелирных изделий. Очевидно, стоимость латуни существенно ниже, чем серебра либо золота. И всё же, она достаточно нередко употребляется для производства дешевых колец, брошек и остальных украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Время от времени пайка латуни – единственный метод вернуть вещь, сделанную много годов назад.
Нашлось применение таковой методики и в машиностроении. Сделать с её помощью новейший, либо запаять повреждённый латунный радиатор существенно проще, чем использовать сварку. Эффективность и долговечность получившейся детали окажется существенно выше, чем у наиболее дешёвых аналогов из алюминия.
Мастерство приходит с опытом
Не стоит считать, что если вы возьмёте в руки паяльничек либо газовую горелку, то у вас всё получится сходу. Потребуются долгие тренировки, чтоб по их результатам накопить нужный опыт и осознать, каково это – паять латунь. Так что, наберитесь терпения, и сможете приступать.



























