Пайка нержавейки оловом
Пайка нержавейки оловом для почти всех является довольно сложным действием, потому что здесь играет свою роль изюминка поведения данного сплава. Таковой припой является одним из наилучших вариантов, который может употребляться для нержавеющей стали. Это обычный способ, который знаком почти всем, кто занимается пайкой, но в случае с нержавейкой не постоянно можно гарантировать высококачественный и надежный итог. Данный процесс употребляется, обычно, для маленьких соединений, когда требуется прикрепить маленькие детали. Также это нужно при заделке маленьких трещинок и иных схожих изъянов. Требования к соединению не настолько высоки, как к сварке, тем не наименее, нужно создать все очень отменно. Припой для таковых процедур поставляется в прутках, которые похожи на сварочную проволоку.

В индустрии данный способ не так нередко употребляется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка с помощью паяльничка, либо при помощи газовой горелки, материал стремительно разливается и все деяния должны быть осторожными. Чтоб уменьшить негативное воздействие, следует верно подбирать режимы работы, также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Достоинства пайки нержавейки оловом
- Пайка нержавейки оловом помогает относительно просто и стремительно заделать маленькие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает мало времени и не просит долговременной подготовки;
- Расходные материалы имеют относительно маленькую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс наименее сложным, чем с иными припоями;
- Для почти всех вариантов конечный итог владеет довольно неплохим качеством.
Недочеты пайки нержавейки оловом
- Пайка уступает почти всем иным действиям получения неразъемного соединения по крепости, так что для ответственных конструкций ее недозволено использовать;
- Из-за внедрения олова температурный спектр эксплуатации деталей понижается, потому что материал может расплавиться;
- Остаются трудности с поведением нержавейки в водянистом состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и нужных материалов
Пайка оловом нержавейки подразумевает верный подбор инструментов и остального оборудования. Для этого для вас пригодится:
- Паяльничек либо газовая горелка;
- Растворитель;
- Припой;
- Железная щетка;
- Флюс;
- Защитные перчатки;
- Ткань (мед. система клеток и межклеточного вещества, объединённых общим происхождением, строением и выполняемыми функциями) для протирки.
Паяльничек лучше брать мощностью в 100 Вт, потому что наименее массивные модели не сумеют расплавить материал.

Паяльничек для пайки нержавейки
Если идет речь о соединениях огромных размерах, то тут может потребоваться и наиболее мощнейший паяльничек. Нажимало инструмента обязано быть необгораемым, потому что это значительно наращивает срок его службы. Необходимо подчеркнуть, что способности паяльничка являются ограниченными, потому что он может работать лишь с легкоплавными припоями. Для таковой пайки идеальнее всего подходят бруски незапятнанного олова либо прутки из серии ПОС.

Бруски олова для пайки нержавейки
1-ый вариант отлично подступает для посуды и иных емкостей, потому что не содержит примесей. В качестве флюса идеальнее всего для данной разновидности употреблять ортофосфорную кислоту. Ею нужно обрабатывать места, где будет паяться сплав тогда и схватывание будет на куда наиболее высочайшем уровне.
Выбор припоя и остальных материалов
Пайка нержавейки паяльничком подразумевает грамотный подбор припоя, потому что от него будет зависеть свойство соединения. Одной из самых фаворитных в данном планет является серия «ПОС». В отличие от обычного олова, которое продается для пайки в виде брусков, имеет еще доп вкрапления свинца, что изменяет характеристики материала. Стоит направить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В их может содержаться не только лишь олово, но к тому же кадмий, свинец и остальные сплавы. Если для вас необходимо паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, не считая олова, ничего излишнего не обязано быть, потому что другие вещи могут оказаться вредными для здоровья. Для нержавейки трудно подобрать флюс, потому что далековато не любой здесь сумеет понадобиться. Тут требуется, так именуемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота либо хлористый цинк. Лучше, как он будет нанесен на поверхность, сходу начинать функцию, чтоб флюс не взялся пленкой.
Разработка пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может создаваться на поверхности сплава, также от иных загрязнений. Это делается с помощью железной щетки либо наждачной бумаги.

Зачистка сплава перед пайкой
Потом проходит процедура обезжиривания, для чего же пригодится растворителем, для чего же можно употреблять и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в собственном составе.
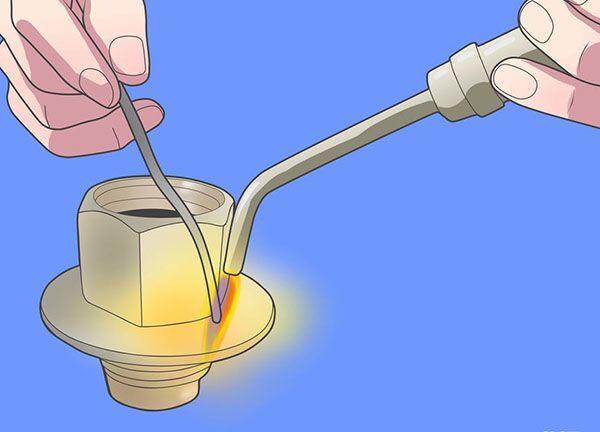
Дальше происходит разогрев с помощью горелки либо нажимала паяльничка. При использовании горелки необходимо смотреть за уровнем кислорода, потому что при его излишке сплав будет окисляться. Для определения такового параметра, нужно направить внимание на цвет пламени, потому что в сверхнасыщенном составе оно будет синим. Нужно разогреть все пространство соединения до таковой температуры, чтоб припой мог расплавиться.

Он должен расплавляться не от горелки, а от разогретого ею сплава. Припой укладывается в область, где находится стык, это делается равномерно, пока не будет заполнена вся область.
«Принципиально!
Это следует созодать, пока избытки не начнут вытекать из зазоров, тогда можно гарантировать лучшую степень схватывания.»
Контроль свойства
Для этого употребляется ГОСТ 19249-73. Тут могут употребляться способы контроля с разрушением и без. Посреди их выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический способ;
Меры сохранности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной неувязкой будет то, что можно обжечься при контакте с паяльничком, разогретым сплавом либо припоем. Также следует избегать вдыхания испарений металлов.
Как выполнить пайку нержавейки в домашних условиях?
Пайка нержавейки – довольно непростая процедура. К ней прибегают для соединения тонкостенных деталей, когда нет способности выполнить сварку по технологии TIG. Это дозволяет избежать лишнего температурного действия на рабочую поверхность.
Индивидуальности сплавов
 Пайку нержавеющей стали относят к квалифицированным работам. Это соединено с тем, что для выбора рационального режима пайки нужно буквально найти тип материала. К примеру, наклепанные сорта нержавейки спаивают без перегрузки, во избежание образования изъянов на поверхности, вследствие температурного действия.
Пайку нержавеющей стали относят к квалифицированным работам. Это соединено с тем, что для выбора рационального режима пайки нужно буквально найти тип материала. К примеру, наклепанные сорта нержавейки спаивают без перегрузки, во избежание образования изъянов на поверхности, вследствие температурного действия.
Алюминий и магний слабо ведут взаимодействие с рассматриваемым сплавом, потому при подборе материала следует уделять свое внимание на состав изделия. С иными сортами металлов нержавейка образует высокопрочное соединение.
Высоколегированные составы с высочайшим содержанием хрома плохо переносят действие высочайшей температуры. При нагреве выше 500 Сº активируется процесс образования карбида хрома, плохо влияющий на характеристики сплава.
[stextbox этой причине опытные мастера стараются сократить период температурного воздействия на заготовку.[/stextbox]
Выбор припоя

Верный припой для пайки нержавейки – залог свойства соединения. На выбор пригодного материала оказывают воздействие последующие причины:
- состав сплава;
- условия проведения работ.
В обычных условиях пайку делают серебряным припоем – он владеет хорошими противокоррозионными качествами, а никель в его составе увеличивает крепкость соединения. Зрительно, соединение не будет различаться от главный поверхности. Мастера считают серебряные составы наилучшим материалом для пайки нержавейки. При всем этом употреблять серебро без добавок запрещено. Для увеличения свойства соединения к нему добавляют медь либо цинк.
Выбор флюса

Для работы с нержавейкой подступает не всякий флюс, так как процесс протекает под действием больших температур. Бывалые мастера советуют употреблять буру. Ее заносят в зону контакта и нагревают до полного расплавления, опосля чего же подают припой.
При отсутствии буры, в качестве флюса советуют употреблять ортофосфорную кислоту. Наиболее активные составы будут плохо повлиять на слой припоя.
Как создать флюс своими руками?
Бывалые мастера предпочитают готовить флюс своими руками. Существует несколько рецептов. Более употребительным считается смесь, в состав которой входят:
- бура – 7 частей;
- борная кислота – 2 части;
- фтористый кальций – 1 часть.
Смесь готовят на аква базе.
Для работы с маленькими деталями довольно смешать борную кислоту и буру, в соотношении 1:1.
Индивидуальности пайки оловом
Припои на базе оловянно-свинцовых консистенций различаются высочайшим качеством соединения при доступной стоимости. Это является главный предпосылкой популярности пайки нержавейки оловом в домашних условиях. Способ идеальнее всего зарекомендовал себя при заделке маленьких трещинок либо соединении маленьких деталей. Изделия, подверженные в процессе эксплуатации температурным перегрузкам, советуют паять с внедрением серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высочайшей температуре под давлением.
Внедрение олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в индустрии, ввиду низкого температурного порога соединения.
Достоинства

Внедрение легкоплавких припоев владеет последующими преимуществами:
- легкая процедура пайки маленьких деталей;
- предварительные процедуры не отымают много времени;
- низкая стоимость расходных материалов;
- можно употреблять как бытовой электронный паяльничек, так и газовую горелку.
Недочеты
Способ имеет последующие недочеты:
- маленький показатель прочности соединения;
- низкая температура плавления олова понижает сферу внедрения запаянных деталей;
- грамотное применение расплавленного олова просит от мастера определенных проф способностей.
[stextbox текучесть не позволяет использовать олово на поверхностях с большим уклоном.[/stextbox]
Режимы
Оловянно-свинцовые припои используют при последующих параметрах:
- наибольшая температура горелки составляет 240 Сº;
- малая мощность паяльного устройства – 40 Вт;
- интервал действия на поверхность – не наиболее 10 секунд;
- толщина припоя, независимо от формы производства, не обязана превосходить 4 мм.
Как верно работать в домашних условиях?
Пайка нержавейки считается довольно сложным действием, потому к выполнению работ дома следует подойти с особенным вниманием. Для большинства припоев, кроме оловянных, нужен паяльничек мощностью не наименее 100 Вт.
Не следует забывать про подготовку поверхности под пайку. Данная процедура начинается с механической обработки плоскости и заканчивая ее лужением.
Внедрение активных флюсов просит особенного внимания – опосля окончания работ нужно помыть соединение проточной водой.
Соединение с иными сплавами

При спайке разнородных составов, к примеру, пайке нержавейки с медью либо бронзой, нужно пристально изучить характеристики соединяемых металлов. Основная неувязка заключается в подборе температурных характеристик, так как заготовки владеют разными критериями плавления.
Независимо от типа сплава, нужно кропотливо очистить контактную зону.
В качестве рабочего инструмента можно употреблять паяльничек либо горелку.
[stextbox температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.[/stextbox]
В случае отсутствия серебряного припоя можно употреблять составы на базе латуни. Это понизит высококачественные свойства соединения, зато дозволит сберечь на расходных материалах, так как латунь дешевле серебра.
Пищевые припои
Требования к пайке посуды, которая употребляется для изготовления еды, не различается от общих правил проведения работ. Верный припой для нержавейки – основное требование. К примеру, для ремонта посуды недозволено употреблять припои группы ПОС, так как свинец плохо влияет здоровье человека.
Главные ошибки
Мельчайшая оплошность может привести к существенному понижению свойства соединения. Последующие советы понизят возможность ошибки:
- При проведении домашних работ лучшая мощность паяльничка составляет 100 Вт. Внедрение наиболее массивного устройства приведет к перегреву расходных материалов, а мене массивного – к неполному прогреву сплава.
- Используйте паяльничек с необгораемым стержнем.
- Пищевую посуду лучше паять незапятнанным оловом, так как свинец владеет ядовитыми качествами.
- В качестве флюса бывалые мастера советуют употреблять активные составы. Идеальнее всего зарекомендовала себя ортофосфорная кислота.
Заключение
Пайка нержавейки относится к сложным процедурам, ввиду контраста легирующих сплавов. Для маленьких деталей, не подверженных температурному действию, идеальнее всего подходят припои группы ПОС.
[stextbox 6-го разряда Зайцев Анатолий Федорович. Опыт – 17 лет: «Я часто сталкиваюсь с необходимостью паяльных работ нержавейки, ввиду отсутствия исправного аппарата для аргонодуговой сварки. Для самых простых работ проще всего использовать оловянно-свинцовые припои. Ответственные соединения требуют более тщательного подхода».[/stextbox]
Чем паять нержавейку
Время от времени пайка нержавеющей стали лучше сварки. Пайку используют для тонкостенных изделий, на которые нет мощной перегрузки, и в тех вариантах, когда не желают получить коробление от нагрева.
При всем этом нужно учесть, что некие виды нержавейки требуют к для себя определенного подхода с учетом их состава и технологии производства. Например, наклепанные нержавеющие сплавы при высочайшей температуре растрескиваются, потому их пайку проводят без нагрузок, за ранее проведя отжиг сплава. Есть и остальные тонкости.
Индивидуальности сплавов
Нержавейку не паяют с дюралевыми и магниевыми сплавами. С иными сплавами процесс проходит непревзойденно, при всем этом само пространство соединение различается завышенной прочностью.

Некие сплавы нержавейки, в особенности это касается тех, в состав которых заходит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти хим соединения понижают коррозионную стойкость сплава.
И чем длительнее процесс пайки при таком температурном режиме, тем лучше карбиды выделяются. Потому время пайки нужно сокращать. Пайку в домашних условиях проводят паяльничком либо газовой горелкой, при этом паяльничек используют почаще.
Выбор припоя
 Существует два фактора, действующие на выбор припоя для нержавейки:
Существует два фактора, действующие на выбор припоя для нержавейки:
- условия, при которых делается процесс соединения;
- состав нержавейки.
Если приходится работать в обыденных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который заходит маленькое количество никеля.
При печном проведении спаиваемого процесса, другими словами, при полном отсутствии влажности, употребляются медные, серебряно-марганцовые либо хромоникелевые припои.
Нужно отметить, что твердые припои на базе серебра – наилучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет таковой же светлый цвет, как и нержавеющая сталь. Но нужно отметить, что в чистом виде серебро в припоях не употребляют.
В сплав добавляют цинк либо медь. Чем больше в процентном соотношении серебра, тем выше свойство сплава. Правда, таковой материал придется употреблять при наиболее больших температурах. Оловянные припои употребляют изредка, когда не требуется высочайшей прочности.
Таблица 1. Состав и характеристики серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то лучший вариант тут – бура. Она быть может применена в виде пасты либо порошка. Порошок буры насыпают в зону пайки 2-ух заготовок и нагревают до температуры +850 ℃. Это так именуемая температура красного каления.
Как флюс расплавился, в зону заносят припой. Если следовать эталонам, то для работы с серебряными припоями берут флюсы № 209 либо 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 либо 201.



Остатки флюса опосля окончания пайки убирают водой (прохладной либо жаркой) либо делают обдувку песком. Употреблять для этого соляную либо азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как верно паять в домашних условиях
Чтоб верно припаять меж собой две заготовки из нержавейки, нужно хорошо приготовиться к процессу. Для этого в качестве флюса лучше употреблять ортофосфорную кислоту либо хлорид цинка, который обычно именуют паяльной кислотой. Паяльничек нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

1-ый шаг процесса – чистка кромок 2-ух деталей из нержавейки. Для этого употребляется наждачка либо ратфиль с маленькими насечками. Потом нужно провести облуживание приготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, потом паяльничком разогревают припой, который наносят на концы 2-ух заготовок. Припой должен остаться на жале паяльничка, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то функцию нужно повторить, за ранее нагрев концы соединяемых деталей.
Как облуживание вышло, можно перебегать к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с иными сплавами
К соединению 2-ух различных металлов, например, к пайке меди с нержавейкой, нужно подступать с позиции исследования их параметров. Сплавы имеют различные температуры плавления, потому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и конкретно сам процесс пайки.

При всем этом нужно отметить, что паять медь и нержавейку можно паяльничком либо горелкой. 1-ый инструмент является маломощным, потому с жесткими припоями он работать не может.
Паяльничек также не употребляют для пайки огромных площадей соприкосновения из-за продолжительности процесса. К тому же флюс будет окисляться еще до того, как успеет стопроцентно прогреться.
Горелка – лучший вариант. С ее помощью можно паять не только лишь нержавейку с медью, да и с латунью.
 К слову, при выбирании припоя нужно направить внимание конкретно на прутки из латуни. Это в первую очередь самый всераспространенный материал для пайки нержавеющей стали, его можно употреблять даже в соединении без флюса.
К слову, при выбирании припоя нужно направить внимание конкретно на прутки из латуни. Это в первую очередь самый всераспространенный материал для пайки нержавеющей стали, его можно употреблять даже в соединении без флюса.
Нужно учесть, что латунь по почти всем характеристикам уступает серебру. Зато она дешевле. Употреблять ее нужно лишь для пайки обычных неответственных соединений.
Чтоб получить соединения высочайшей прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия качественного спаивания. Но идеальнее всего – серебряные сплавы.
Процесс пайки меди либо латуни с нержавейкой ничем от остальных не различается. Нужно зачистить кромки 2-ух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Дальше на десктопе нужно уложить две заготовки так, чтоб меж ними остался зазор не наиболее 3 мм. Наносят флюс, разогревают, а потом в зону пайки подают припой.
Он должен расплавиться и разлиться по границе заготовок. Как зазор будет стопроцентно заполнен, пайка прекращается. Остывают сплавы естественным методом. Остатки флюса смывают водой.
Пищевые припои
 В технологии пайки пищевыми припоями нет никаких различий от обычных операций. Недозволено употреблять материалы и сплавы, в состав которых заходит свинец, например, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его внедрения в паяльных операциях.
В технологии пайки пищевыми припоями нет никаких различий от обычных операций. Недозволено употреблять материалы и сплавы, в состав которых заходит свинец, например, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его внедрения в паяльных операциях.
Когда употребляется ортофосфорная кислота, то нужно саму пайку проводить резвее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей покажется фосфатная пленка.
Она сделает труднее пайку, придется поновой очищать нержавейку, убирая этот слой. Так что нормально, если флюс наносить прямо перед самой операцией.
Полезные советы

Спецы, которые не раз имели возможность проводить пайку нержавеющей стали, убеждают, что данный процесс не так сложен. Вот несколько советов от их в случае использования паяльничка:
- употреблять для пайки нужно паяльничек с необгораемым жалом;
- мощность инструмента варьируется в спектре 60-100 Вт, нормально 100. Выше употреблять не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не лучше, поэтому что не будут создаваться молекулярные связи меж всеми сплавами, которые участвую в процессе пайки;
- опосля каждой операции нажимало инструмента рекомендуется очищать. Время от времени приходится его затачивать;
- паять лучше оловянными прутками либо оловянно-свинцовыми. 2-ой вид для стыковки пищевой нержавейки не употребляются. Чисто оловянный припой придется отлично разогреть, хотя бы до смеси размякшего пластилина. Совершенно, сплав должен быть водянистым, конкретно в таком состоянии он сумеет прилипнуть к стали;
- в качестве флюса употребляется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не используют;
Непременно нужно придерживаться техники сохранности, тем наиболее, если пайка проводится в домашних условиях. Нужно использовать средства персональной защиты, а так же организовать проветривание помещения либо его вентиляцию.
Видите ли, предостережений много. Но беря во внимание их, можно гласить о высочайшем качестве конечного результата.



























