Как приварить чугун к стали
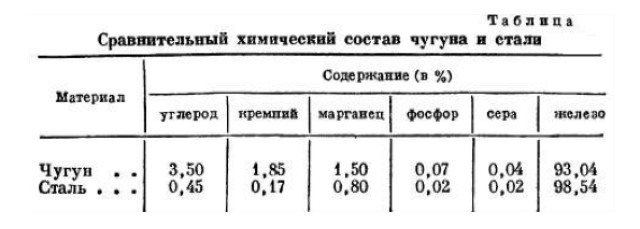
Чугун и сталь весьма идентичные сплавы, единственное, что их различает, это содержание углерода. В чугуне его больше. И конкретно этот хим элемент усложняет процесс сваривания чугуна. Но самое основное, что углерод в его составе быть может маленькими гранулками либо большими. Итак вот 1-ый вариант еще можно сваривать, а 2-ой фактически нереально. Даже при кажущейся отменно проведенной сварной операции итог будет все равно нехорошим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, нужно осознавать, что идентичные сплавы все равно являются разнородными. И в этом вся сложность.

Приварить сталь к чугуну можно электродуговой сваркой, используя разные электроды. Например, русскими марками ЦЧ-4, ОЗЧ-2 либо ОЗЛ-25. Совсем различные электроды, потому их употребляют, если сварочный шов будет в предстоящем обрабатываться либо не будет. Если сварка делается с предстоящей обработкой, то применяется электрод ОЗЛ-25 либо ОЗЧ-2, в другом случае ЦЧ-4. 1-ый электрод образует в сварочном шве сплав гомогенного типа с высочайшей проницаемостью и неоднородностью. Крайнее значение дает возможность сплаву не разорваться в процессе обработки, поэтому что с его помощью снимается напряжение снутри сварочного шва.
Разработка сварки стали и чугуна плавящимся электродом
Как и во всех сварочных действиях, сначала нужно приготовить два сплава. Их непременно зачищают до железного блеска в зоне сваривания. Потому что чугун является сплавом пористым, то масла и жиры просто попадают в его тело глубоко. Итак вот нужно непременно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превосходит 54 вольта, что является обычной величиной для почти всех видов сварочного оборудования, то процесс сваривания делается неизменным током оборотной полярности.
- Если напряжение холостого хода выше 54 вольт, то употребляется для сварки переменный ток.
В обоих вариантах нужно обе заготовки подогреть до температуры +600С. Это делается с одной единственной целью – не допустить огромного расширения заготовок в зоне сваривания. Ведь есть и оборотный процесс. Другими словами, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учитывать все вышеперечисленные советы, то в конечном итоге будет получен качественный шов. При всем этом его можно получить всего только за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, либо сами заготовки – это толстостенные детали, то варить чугун со сталью нужно будет по иной технологии.
- Во-1-х, не употребляется подготовительный обогрев.
- Во-2-х, приваривать два сплава друг к другу нужно малеханькими валиками длиною не больше 2,5 мм.
- В-3-х, следующий валик формируется лишь опосля того, как предшествующий будет отлично охлажден.
Конкретно две крайние позиции будут влиять на плотность шва. Другими словами, сваривая сталь и чугун при помощи данной для нас технологии, гласить о плотности шва не приходиться. Поэтому что следующий валик накладывается на охлажденный предшествующий. К тому же, сам сварной шов будет владеть завышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, вполне касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, поэтому что он является схожим для всех видов сварки в независимости от типа и вида соединяемых заготовок, а поточнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого сплава. А потому что их два, то придется учесть возможности всякого из 2-ух к свариванию. И потому что чугун является, если так можно сказать, слабеньким, то и присадка обязана выбираться по нему. Итак вот в качестве присадочного материала можно применять сварочную порошковую проволоку, от которой отбивают обмазку. Некие мастера употребляют полосы чугуна, нарезанные маленькими отрезками.
Правда, оба материала можно применять только в этом случае, если у сварщика довольно опыта использования данной технологии. Все дело в том, что некорректно выставленный режим и некорректная скорость плавки присадки может привести к образованию в сварочной ванне так именуемых интерметаллидных структур. Они владеют завышенной хрупкостью. Вот почему практический опыт считается принципиальной составляющей свойства конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Потому несколько чисто практических советов.
- Для сварки 2-ух металлов идеальнее всего применять присадки на никелевой базе, которые специально были придуманы для сварки металлических изделий. Но если требования к прочности и надежности стыка довольно огромные, то даже таковая присадка не сумеет их выполнить.
- Недозволено варить чугун со сталью широкой ванной и большенными тепловложениями.
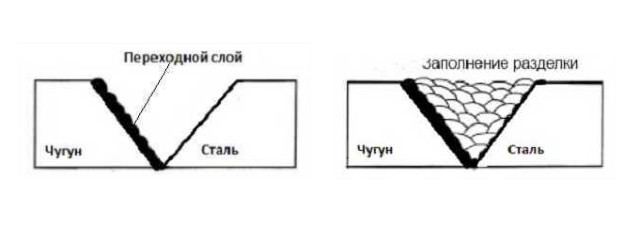
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. Другими словами, образовать так именуемый переходный слой.
- Приваривать чугун к стали можно без подготовительного нагрева либо с таким. 1-ый вариант выбирается только в этом случае, если в процессе использования сваренной детали она не будет подвергаться большенному нагреву, не больше +300С. Если такие требований нет, то придется создавать нагрев. Маленькие заготовки греются вполне, огромные лишь в зоне сваривания.
- Чугун – это сплав с низкой пластичность и весьма низким линейным расширением в сопоставлении со сталью. Потому весьма принципиально достигнуть того, чтоб в сварочном шве снизить усадочные напряжения. Чугун усаживается не достаточно, сталь, напротив, много.
Что можно сделать по крайней позиции. Самый большенный эффект можно получить методом ударов молотка по сварному шву. Таковой процесс именуется проковкой. Для этого употребляется молоток со скругленным бойком. Лупить сплав нужно до таковой степени, чтоб извлекался гулкий звук.
Есть иной вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой огромного поперечника. Сам шов нужно созодать валиками длиною по 4-5 см любой. При всем этом электронная дуга обязана быть ориентирована в сторону предшествующего валика. Варить нужно ровно вдоль стыка без колебательных движений.
Электроды
О электродах уже выше говорилось, но нужно обозначить некие суровые позиции, от которых зависит свойство конечного результата.
- ЦЧ-4 могут быть применены как для прохладной, так и для жаркой сварки чугуна и стали. С помощью их также делается наплавка, напайка и ремонт изъянов литья. Не считая стали с чугуном данной для нас маркой электрода можно варить и заготовки из прочного ковкого чугуна. Варить таковыми электродами можно лишь в нижнем положении неизменным током оборотной полярности.
- ОЗЧ-2 применяется в буквально таковых же позициях, как и предшествующий расходник. Но спецы советуют сваривать им тонкостенные заготовки. Не считая нижнего положения электрод отлично варит и в вертикальном.
К слову, сварка 2-ух металлов (чугуна и стали) считается наиболее высококачественной, когда употребляется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с подготовительным обогревом. Остывание сваренных железных и металлических деталей нужно проводить медлительно. Потому опосля окончания работ сварную систему нужно накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вкупе с ней.
Вот такие технологии сейчас употребляются для того, чтоб соединить меж собой железные и чугунные заготовки. Как показала практика, они все хорошо с сиим управляются, основное верно избрать расходные материалы и режимы сварки.
Как сварить чугун со сталью

Сварка чугуна со сталью: какими электродами и как варить
Сварка различных металлов не уникальность, в особенности таковых, как сталь с чугуном. Данные сплавы весьма близки по собственному хим составу, но варить их вместе, довольно трудно, из-за мощной различия процентного содержания углерода (в чугуне его больше).
Но это еще не означает, что недозволено варить чугун со сталью. Просто чтоб достигнуть высококачественного выполнения работ, придется соблюдать определенные технологии и применять подходящее оборудование для этих целей.
Разработка сварки чугуна со сталью
Существует несколько главных технологий, используя которые, можно достигнуть высококачественной сварки чугуна со сталью:
- Жаркий и полугорячий способ — при жарком методе соединения чугуна со сталью, заготовки греются до больших температур (выше 500 градусов), при полугорячем методе соединения, температуры нагрева несколько ниже.

- Прохладный способ — без подготовительного нагрева заготовок.
Основная сложность сварки чугуна и стали состоит в том, что структура у этих металлов различная. У чугуна, в отличие от стали, верхний слой не таковой плотный, потому его принципиально не только лишь обезжирить перед сваркой, да и очень отлично счистить, до возникновения плотного слоя.
Какими электродами варить сталь с чугуном
Ранее на веб-сайте про ММА сварку mmasvarka.ru уже рассказывалось про электроды по чугуну и как их создать своими руками. Что все-таки касается электродов для сварки чугуна со сталью, то самую большую эффективность в этом деле проявили последующие марки электродов:
Электроды ЦЧ-4 — употребляются для заслуги хорошего результата при сварке стали с чугуном, как по жаркой, так и по прохладной технологиям. Сварка электродами ЦЧ-4 ведётся на неизменном токе с оборотной полярностью, и, обычно, лишь в нижнем положении.

Электроды ОЗЧ-2 — довольно отлично демонстрируют себя при сварке тонких металлов.
Электроды МНЧ-2 — спец марка электродов, которые дают достойные результаты при сварке чугуна со сталью.

Завезенные из других стран электроды для сварки стали с чугуном, также пользуются большой популярностью, посреди наших мастеров. Сначала, это электроды для чугуна Ficast NiFe, электроды Zeller 855 и 866.
Сварка чугуна со сталью
Разглядим конкретно сам процесс сварки чугуна со сталью:
- Сначала необходимо выставить правильные опции сварочного аппарата. Варить чугун со сталью рекомендуется на неизменных токах с оборотной полярностью, при напряжении холостого хода не наиболее 54 Вольт. Сварку следует делать малыми участками с очень допустимой длиной валика не наиболее 30 мм. Для того чтоб приварить сталь к чугуну, поначалу подготавливается и очищается металлическая заготовка, к которой, потом, приваривается сплав.

- Проковка сварочного шва, также является принципиальной индивидуальностью сварки сплава с чугуном. В особенности в тех вариантах, когда необходимо получить толстый сварочный шов. Проковка швов осуществляется молотком «по жаркому», когда шов был только что наложен. При всем этом соответствующий гул будет означать успешную проколку сварочного шва.
- Остывание места наложения шва, является залогом отсутствия деформаций и разрушений металлов. Следует временами охлаждать зону оплавки сплава при сварке чугуна со сталью.
Выполнить сварку стали и чугуна тяжело, но полностью может быть. Тут весьма принципиально применять лишь пригодные расходные материалы для этих целей, и знать правильную технологию выполнения работ.
Как приварить чугун к сплаву электросваркой
При проведении ремонтных работ появляются ситуации, когда нужно соединить разнородные сплавы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы различаются высочайшим содержанием углерода, при его выгорании структура сплава изменяется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, напротив, нужно очень разогревать. Для соединения металлических деталей с иным из темных сплавов разработана разработка буферного слоя. Никелевый наплав обеспечивает крепкое соединение разнородных металлов.

Разработка сварки чугуна со сталью плавящимся электродом
Существует несколько методов сварки чугуна, они используются для соединения металлических сплавов с иными сплавами:
- Жаркий – перед соединением детали за ранее нагревают печи до 600°С вполне. Допускается разогрев паяльной лампой лишь в рабочей зоне (чугунина становится малинового колера). Применяется для надежных соединений.
- Полугорячий, неплох для легированных сплавов. Соединяемые части отчасти либо вполне нагревают до 200–300°С.
- Прохладный – детали соединяют без обогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой предполагает подготовительную подготовку поверхностей. Металлический сплав – пористый, отлично впитывает масло. Пятно недостаточно обезжирить, его необходимо зачищать до незапятнанного слоя, по другому шов получится рыхловатым.
Как приваривают сталь к чугуну:
- Поначалу необходимо избрать характеристики тока. Если сварочный аппарат, работает лишь на неизменном, переключают Полярность на оборотную. Нужно учесть показатель холостого хода (напряжением меж полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается лишь при холостом ходе от 54 В.
- Сварка делается маленькими участками, валики делаются длиной не наиболее 3 см. Поначалу наплавляется чугун, потом к буферному слою приваривается железная деталь.
- Толстостенные швы проваривают многослойно, любой проковывают перед нанесением последующего. Его делают перпендикулярно первому – так достигается крепкость соединения.
- Опосля соединения металлического сплава со сталью жарким и полугорячим методами принципиально соблюдать режим остывания зоны наплавки. Шов временами подогревают, чтоб он остывал равномерно. При резком охлаждении металлический сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Употребляют особые, владеющие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высочайшей скоростью наплавки;
- твердостью получаемого валика.
Марки русского производства:
- ЦЧ-4 – функциональные с целлюлозным покрытием различаются размеренным горением, неплохой наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – используют для сварки тонкостенных частей, они не прожигают сплавы на огромную глубину;
- МНЧ-2, ОЗЖН-2 употребляют лишь при жарком методе соединения металлических деталей с сплавами.
Завезенные из других стран, применяемые при ответственных швах:
- Zeller 866, Zeller 855 – всепригодные, ими варят чугун с железом без подготовительного разогрева;
- Ficast NiFe – делают соединения, размеренно работающие на извив, кручение.
Принципиально!
Перед работой принципиально электроды отлично просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут лишь несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Внедрение тугоплавких электродов и медно-никелевой присадочной проволоки дает неплохой итог.
Как сварить чугун со сталью? Используемые электроды
Проведение строй работ либо разных восстановительных операций часто связано с необходимостью сварки разных металлов. Обычный пример – сталь и чугун.
На самом деле, данные сплавы близки друг к другу по хим составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
2-ой аспект состоит в том, что вкрапления углерода в структуре могут быть представлены гранулками различного размера. Если они маленькие, то особенных сложностей процесс не вызывает, а вот в ситуации, когда гранулки большие приходится весьма тяжело, даже если зрительно шов кажется однородным, правильным и надежным, большенный прочности достигнуть не получится.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования необходимо соблюдать, есть ли какие-то действенные кандидатуры для соединения.
Главные методики
Выделяют несколько более действенных технологий:
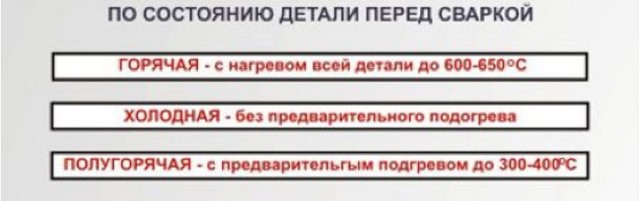
- Жаркий способ. Перед началом работы обе детали греются до 600 градусов. Допускается местный нагрев средством паяльной лампы. Найти достижение подходящей температуры можно по тому, что чугун приобретает малиновый цвет. Довольно длинный, тяжкий, но более надежный в плане прочности способ.
- Полугорячая разработка базирована на нагреве до 200-300 градусов. Лучший выбор для сплавов высочайшей степени легирования.
- Прохладная методика не подразумевает подготовительного нагрева. Она ординарна в реализации, но быть может применена только при формировании наплава, другими словами шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется чертами структуры первого материала. Верхний слой не весьма плотный, а поэтому деталь нуждается в подготовительной подготовке. Она не попросту обезжиривается, а зачищается, пока не покажется незапятнанный слой.
Если данное требование проигнорировать, то готовый шов окажется рыхловатым, пористым и некрепким.
Выбор электродов
Практика указывает, что наилучшего результата можно достигнуть внедрением последующих частей:
- ЦЧ-4. Электроды данного типа подступают для сварки и по прохладной, и по жаркой методике. На этом сфера внедрения не ограничивается, допускается внедрение изделий при наплавке, напайке, устранении изъянов поверхностей, сделанных литьевым методом.

Непременное требование – сварка обязана вестись в нижнем положении при неизменном токе с оборотной полярностью.
- ОЗЧ-2. Непременное требование к процессу сварки аналогично предшествующим исполнениям. Сварщики с опытом советуют применять данные элементы во время работы с деталями с тонкими стенами, потому что исключено прожигание сплава на значительную глубину.
- МНЧ-2. Действенные, но спец электроды. Достойный итог можно получить лишь в этом случае, если работа ведется по жаркому способу.
Если гласить о привезенных из других стран аналогах, то наилучшие электроды для сварки – это модели Ficast NiFe, дозволяющие сформировывать соединения, выдерживающие перегрузки на извив и скручивание, и Zeller под индексами 866 и 855.
2-ой вариант всепригоден и дозволяет вести работу без подготовительного нагрева сплава.
Рабочая {инструкция}
Перейдем конкретно к тому, как приварить чугун к сплаву:
1. Инсталлируются нужные характеристики электронного тока. Работа ведется при неизменном токе с оборотной полярностью — это в случае, если напряжение холостого хода не превосходит 54 В . Если напряжение холостого хода выше 54 вольт, то соединение производится при переменном токе.
Работа ведется равномерно, малыми участками. Очень допустимая длина валика – 30 мм. Поначалу обрабатывается металлическая деталь, а уже к ней прикрепляется железное изделие.
2. Если формируется шов большенный толщины, то он проваривается равномерно, при этом нужно делать проковку перед тем, как созодать следующие слои. Проковка производится с помощью молотка, свежайший шов уплотняется до того времени, пока он не начнет издавать соответствующий гул.
Направление швов различно, другими словами 2-ой делается перпендикулярно первому. Это дозволяет достигнуть достаточных прочностных черт.
3. Если сварка электродом ведется жарким либо полугорячим методом, то следует обеспечивать достаточное остывание зоны наплавки. Временами проводится нагрев шва, чтоб исключить его резвое остывание.
Резкое падение температуры приведет к тому, что снутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Поглядите видео, где показывается разработка сварки чугуна со сталью электродами ЦЧ-4 (прохладная методика):
В этом видео показывается, как приварить металлической болт к металлической детали при помощи медной проволоки:
Аргонодуговая разработка
Соединение обозначенных разновидностей железа может быть и с помощью аргонодугового способа. Для заслуги высококачественного результата нужно придерживаться определенного набора советов:
- Выбор присадки – принципиальный момент. Четкий сорт присадки зависит от того, какой конкретно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой базе, с которой за ранее удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Наилучшие рабочие элементы – это электроды из вольфрама, тугоплавкого сплава.
- Если свариваемые поверхности различаются маленькой шириной, то кандидатура никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться только статическим перегрузкам (сдавливанию), то никелевый сплав – наилучший вариант. Этот сплав отлично сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение металлических и железных частей – это полностью осуществимая задачка. Основное – придерживаться обозначенных выше советов и советов.
Принципиальный момент состоит и в том, что с увеличением степени легирования стали возрастает и показатель рыхлости сварного шва. Для заслуги нужной прочности нужна кропотливая проковка и уплотнение.



























