Разработка сварки чугуна аргоном своими руками

Выражение «чугун — хлеб индустрии», в первый раз прозвучало в первой половине XX века. Прошло практически 100 лет, возникли новейшие его сорта, повысилось свойство обработки.
И, не считая того, был получен положительный ответ на вопросец: можно ли варить чугун электросваркой, а основное, как это созодать на практике.
Длительное время получение надежного сварного соединения металлических деталей, по трудозатратности конкурировало с созданием новейших. Сейчас процессы хоть и остались непростыми, но стали легкодоступным даже для домашних мастеров.
Индивидуальности
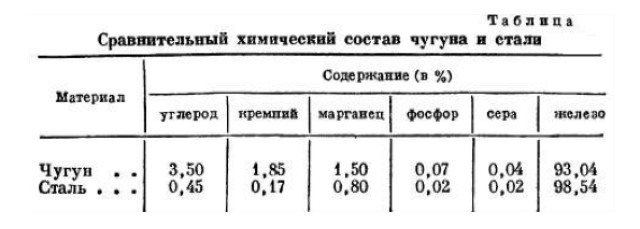
Базу чугуна, как и стали составляет железо, но углеродом оно насыщено в 10-ки раз посильнее. Содержание этого элемента составляет от 2,14 до 6,7%. Различают два вида чугуна:
- белоснежный либо «передельный», в каком углерод находится в виде цементита (карбид железа либо Fe3C),
- сероватый.
2-ой и есть тот «хлеб», который употребляется для производства деталей и конструкций. Углерод в нем содержится в виде кристаллов графита.
Что касается белоснежного, он служит сырьем для получения стали, производства ковких и прочных видов сероватого чугуна.
Для сварки металлических деталей сейчас употребляют 10-ки технологий, одна из которых — это сварка чугуна аргоном, точнее — в аргоновой среде.
Свойства свариваемости
Трудности сварки металлических изделий вызваны чертами его поведения при больших температурах.
При нагреве сплав начинает расплавляться уже при 1150ºС. При всем этом его высочайшая текучесть оказывает сварщику нехорошую услугу. Сплав плохо удерживается в сварочной «ванне», вытекая из шва.
Выгорание углерода, обильное газообразование в сварочной ванне вызывает образование пор и трещинок.
Образование тугоплавких окислов за счет наличия кремния, приводит к частичному непровару.

При резвом охлаждении детали, углерод перебегает в связанное состояние, образуя цементит. Другими словами чугун зоны сварки перебегает из сероватого в белоснежный — хрупкий и сразу жесткий.
Неравномерный нагрев и остывание, наличие отбеленных зон делает зоны напряжения, приводящие к возникновению трещинок.
Вышеперечисленное относит чугун к тяжело свариваемым сплавам. Можно ли сварить чугун, с образованием надежного шва, зависит от того какая разработка употребляется.
Индивидуальности технологии
Аргоновую среду употребляют при любом из видов сварки чугуна, а конкретно:
- жаркой, с подготовительным нагревом заготовок до 600-650ºС и следующим постепенным остыванием (время от времени до 6 суток)
- полугорячей, когда детали нагревают только до 300-350ºС,
- прохладной, выполняемой без нагрева, с естественным остыванием. Убрать кислород из зоны сварки полностью нереально. Так в сварочной ванне постоянно находится некое количество закиси железа (FeO). Реагируя с углеродом, она делает угарный газ (окись углерода CO) , образующий поры, так как не растворяется в сплаве.
Тем не наименее, наличие инертной среды на порядок понижает размер и скорость протекания окислительных действий, так как избавляет присутствие атмосферного кислорода. Не считая того, отсутствие воздушного азота исключает появление азотистых соединений.

Все перечисленное дозволяет получить даже при прохладном методе соединение по прочности, не много уступающее основному сплаву.
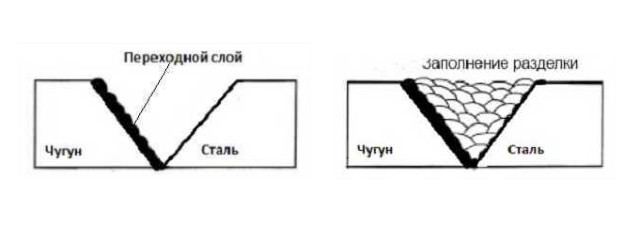
Что касается жаркого и полугорячего метода, наличие аргонового компонента упрощает соединение и выполнить сварку разных по составу металлов. При этом, как сварить чугун и сталь (например), так и убыстрить процесс сварки чугуна.
При всем этом употребляют как обыденные аппараты для дуговой сварки. Так и автоматические устройства.
Предварительный шаг
Сначала, до начала работы делают подготовку самих заготовок. Свариваемые края очищают от грязищи, ржавчины, шлаковых корок. Чем лучше это изготовлено, тем меньше в зоне сварки окажется веществ газообразующих, содержащих вредные добавки.
Острые грани скругляют, снимая фаску заточным диском «болгарки». Если производится заваривание трещинкы, ее за ранее прорезают на всю глубину. При всем этом поверхность очищается, сразу сглаживаясь.
 Лучший эффект дает внедрение нижнего шва. Потому, если нужно обваривание с нескольких сторон подготавливают надлежащие струбцины. Их задачка — задерживать детали вкупе в протяжении всего процесса. Созодать вероятным их поворот, не создавая перегрузки на незавершенный стык.
Лучший эффект дает внедрение нижнего шва. Потому, если нужно обваривание с нескольких сторон подготавливают надлежащие струбцины. Их задачка — задерживать детали вкупе в протяжении всего процесса. Созодать вероятным их поворот, не создавая перегрузки на незавершенный стык.
Для предотвращения вытекания расплавленного чугуна из сварочной ванны, при помощи графитовых пластинок устраивают обечайки.
Не считая перечисленных мероприятий, готовят оборудование, вспомогательные инструменты. Подбирают сварочные прутки, проволоку, нужные присадки для чугуна и аргонной сварки и т.д.
Последовательность действий
Методика соединения металлических деталей зависит от их размеров, веса, также формы. Время от времени приходится употреблять систему шпилек, многослойную сварку и т.д. Тем не наименее, общая последовательность ведения работ примерно схожа.
Фиксируем приготовленные к сварке элементы при помощи струбцин, или другим методом.
 Зажигаем дугу, включаем подачу аргона. Вводим присадочный пруток под углом 25-30 градусов (если автоматическая подача проволоки не употребляется).
Зажигаем дугу, включаем подачу аргона. Вводим присадочный пруток под углом 25-30 градусов (если автоматическая подача проволоки не употребляется).
Исполняем сварку отдельными участками по 2,5-3 см. Пока шов не остыл, молотком со скругленным бойком производим его проковку. Удары наносим буквально, не особо очень. Сигналом готовности служит «отбой» шва: он перестает подаваться, а звук удара становится звонче.
Выполнив один проход, немедля приступаем к наполнению промежутков, потом (по мере необходимости) к последующему слою наплавки. Работы ведут безпрерывно, пока стык не окажется заварен стопроцентно.
 Зажигание дуги при работе неплавким электродом делают на отдельной угольной (графитовой) пластинке. Делают это во избежание загрязнения основного сплава вольфрамом электрода, также чтоб уберечь сам электрод от оплавления его кончика.
Зажигание дуги при работе неплавким электродом делают на отдельной угольной (графитовой) пластинке. Делают это во избежание загрязнения основного сплава вольфрамом электрода, также чтоб уберечь сам электрод от оплавления его кончика.
Сварка чугуна полуавтоматом ведется по похожему методу. Отличие — отсутствие присадочного прутка, так как его подменяет особая проволока. Очевидно, баллон с углекислым газом подменяет емкость с аргоном.
Материалы

При работе с внедрением аргона штыревые плавкие электроды не употребляются. Главным материалом является присадка, оформленная как пруток либо проволока.
Состав присадочных прутков выбирают зависимо от нужного свойства шва. Для получения наиболее пластичного стыка употребляют сплавы с никелем. Жесткий шов получают, применяя медь.
Получить шов средней твердости (обычно, более нужный) может быть с внедрением так именуемого монель-металла. Это сочетание никеля и меди, в пропорциях примерно 60:40.
При отсутствии пригодной присадки, можно пользоваться самодельным прутком, скрутив вкупе нержавейку и медную проволоку шириной примерно по 1 -2 мм.
Сварочная проволока по чугуну представляет собой узкую трубку из сплава присадки, с флюсом снутри. Подбирают ее так же применительно к технологии. Для прохладной сварки используют тип ППЧ-1, полугорячей ППЧ-2, и ППЧ-3 используя жаркую.
Не считая особых марок, при аргоновой сварке употребляют нихромовую проволоку, омедненную железную и некие остальные.
Индивидуальности в домашних критериях

Оборудование для аргоновой сварки на данный момент не является кое-чем из ряда вон выходящим. Некогда запредельные цены на TIG устройства сейчас свелись к полностью легкодоступным для рядового мастера.
Как правило домашние мастера не употребляют аргоновую сварку для производства серийных изделий, больших конструкций. Почаще сиим методом чинят элементы движков, коробок передач. Пореже — металлической запорной фурнитуры, деталей эл. движков.
Испытанное сочетание при всем этом — нагрев газовой горелкой до температуры порядка 350 градусов, с следующей обваркой инвертором.
Подробной аннотации для таковой «штучной» сварки нет и быть не может. Ответ на большая часть вопросцев, возникающих в процессе, дает лишь практика.
Электроды по чугуну – свойства, применение
 Чугун – сплав на стальной базе, значительную долю в каком (от 2 до 6%) занимает углерод и сравнимо маленькую – легирующие элементы. Наличие углерода в таком количестве задает материалу принципно другие свойства, чем те, что имеются у низкоуглеродистой стали. В силу этого для сварки изделий и конструкций из чугуна употребляют особые электроды по чугуну.
Чугун – сплав на стальной базе, значительную долю в каком (от 2 до 6%) занимает углерод и сравнимо маленькую – легирующие элементы. Наличие углерода в таком количестве задает материалу принципно другие свойства, чем те, что имеются у низкоуглеродистой стали. В силу этого для сварки изделий и конструкций из чугуна употребляют особые электроды по чугуну.
Индивидуальности чугуна
Углерод находится в сплаве в виде графита – вольного соединения СО2. Графит добавляет чугуну твердость, но при увеличении толики в составе резко понижает его твердость и пластичность и увеличивает его хрупкость. Изделиям из чугуна противопоказаны высочайшие ударные перегрузки. При сварке появляются последующие индивидуальности:
- весьма высочайшая жидкотекучесть сплава при нагреве;
- выделение газов при выгорании углерода и проникновение газов в сварочную ванну из окружающего воздуха (водород, азот и остальные) – возникновение газовых пузырьков ведет к образованию пор;
- весьма высочайшая скорость остывания – при несоблюдении правильной технологии сварки в сплаве шва образуются карбид железа и остальные тугоплавкие оксиды, из-за которых сплав в зоне шва не способен провариться.
Кроме этого, наличие графита может привести к образованию в структуре межкристаллических трещинок.
Индивидуальности электродов
Сварочные электроды по чугуну должны нивелировать все перечисленные трудности и недочеты, имеющие пространство при сварке. Два важных требования, которые предъявляются к ним:
- равное время остывания сплава получаемого шва и чугуна;
- однообразное содержание углерода в чугуне и наплавляемом сплаве.
Для этих целей сейчас обширно употребляются электроды на медной либо никелевой базе и из низколегированной стали. При всем этом часть из их разрешают варить без неотклонимого ранее подготовительного прогрева («жаркой сварки»), при котором зона соединения греется до температуры от 200 до 600 °С. Благодаря «прохладной сварке» решается неувязка вероятного перегрева сплава, ведущего к образованию пор.
Электроды для прохладной сварки чугуна
 Данным методом сваривают чугунные детали без их подготовительного обогрева. Как правило, для этого употребляются электроды с большенный толикой в составе меди либо никеля. Опосля наложения всякого валика сварного шва нужна его легкая проковка молотком, чтоб удалить внутренние напряжения в зоне соединения.
Данным методом сваривают чугунные детали без их подготовительного обогрева. Как правило, для этого употребляются электроды с большенный толикой в составе меди либо никеля. Опосля наложения всякого валика сварного шва нужна его легкая проковка молотком, чтоб удалить внутренние напряжения в зоне соединения.
Электроды с медно-никелевой основой (Ni 66%, Cu >25%). Ими варят ковкий, сероватый, прочный чугуны, также вероятна наплавка. Разрешают получить высокоплотный сварной шов в ответственных системах. Сплав шва стоек к действию жарких газовых и водянистых брутальных сред, владеет высочайшей технологичностью при обработке резанием.
Детали варят с следующим остыванием (до 60 °С) и проковкой всякого из валиков. Длина крайних – не наиболее 30 мм. Сварка – недлинной и максимально недлинной дугой неизменным током оборотной полярности в нижнем, полупотолочном и вертикальном (снизу-вверх) положении. Перед работами требуется часовая прокалка стержней при температуре 190–210 °С.
Состав стержня – низколегированная сталь (Fe – база, 8,6% ванадия, Mn, Si). Покрытие – основное. Употребляются для сварки, наплавки, заварки литьевых изъянов в сероватом, прочном, ковком чугунах. Разрешают сваривать железные и чугунные детали в рядовых системах. При мультислойной наплавке данными электродами обычно накладывают 1-ые 1-2 слоя, другие делают изделиями остальных марок.
Варят на неизменном токе. Вероятна сварка трансформатором при высочайшем напряжении холостого хода (>60 В). Длина валиков при работе с сероватым чугуном и сварке чугуна и стали – до 35 мм, при сварке прочного и ковкого чугуна вероятна до 100 мм. Требуется прокалка в течение часа при t 160–200 °С.
 Данные медные электроды для сварки чугуна (Cu>85%, Fe 10%) используются в главном при работе с тонкостенными деталями, ими варят лишь ковкий и сероватый чугун. Отличительная черта – высочайшая производительность наплавки – 2,2 кг/ч (при d 4 мм). Пространственное положение сварки – вертикальное и нижнее, употребляется неизменный ток оборотной полярности. Валики также нужно охлаждать (минимум до 100 С°) и проковывать. Электродами данной нам марки можно заваривать на весу сквозные недостатки.
Данные медные электроды для сварки чугуна (Cu>85%, Fe 10%) используются в главном при работе с тонкостенными деталями, ими варят лишь ковкий и сероватый чугун. Отличительная черта – высочайшая производительность наплавки – 2,2 кг/ч (при d 4 мм). Пространственное положение сварки – вертикальное и нижнее, употребляется неизменный ток оборотной полярности. Валики также нужно охлаждать (минимум до 100 С°) и проковывать. Электродами данной нам марки можно заваривать на весу сквозные недостатки.
ОЗЖН-1
В составе – 48% никеля, наиболее 50% железа, покрытие – основное. Опосля наплавки всякого из валиков производится остывание сплава (t до 60 С°). Рекомендуются при устранении выраженных изъянов на отлитых деталях, также при мультислойной сварке, когда используются несколько электродов различных марок.
Данными электродами делают 1-ый и промежный слои шва, их сочетают с марками ОЗЧ-4 либо МНЧ-2. Типы чугуна – прочный, сероватый. Сварка – неизменным током оборотной полярности, недлинной дугой, маленькими (до 50 мм) валиками в вертикальном и нижнем положении. Перед работами электроды прокаливают в течение часа при t 350 С°.
Кроме обозначенных марок, для прохладной сварки обширно используются электроды ОЗЧ-2 (медная база, кислое покрытие), также шведская марка ESAB OK Ni-Cl, наиболее популярная по прежнему наименованию OK 92.18.
Жгучая сварка чугуна
 Метод жаркой сварки предугадывает неотклонимый прогрев деталей в области соединения до определенной температуры для получения равномерного перехода хим состава наплавляемого сплава и чугуна.
Метод жаркой сварки предугадывает неотклонимый прогрев деталей в области соединения до определенной температуры для получения равномерного перехода хим состава наплавляемого сплава и чугуна.
Сварка может производиться в 3-х температурных режимах: зависимо от типа чугуна и толщины деталей изделия прогреваются до 200 С°, 300-400 С°, 500-600 С° (соответственно, теплая, полугорячая либо жгучая сварка). Более обширно для выполнения сварочных работ сиим способом употребляются уже обозначенные марки, используемые и для прохладной сварки:
-
;
- OK 92.18.
Обе разрешают варить на неизменном токе оборотной полярности (лучший вариант) либо переменном токе. Сварка производится электродами с толстым стержнем (до 8–12 мм), спектр силы тока – от 600 до 1000 А.
В каталоге компании «Центр Метиз» вы отыщите электроды для сварки и наплавки чугуна более фаворитных и нужных марок. Это сертифицированная продукция от нашего напарника, 1-го из больших производителей Рф – Магнитогорского электродного завода. Советы и {инструкция} по использованию представлены на упаковке.
Можно приварить чугун к сплаву
Сваривание сплава с чугуном весьма нередкое явление в наше время. Почти все люди используют его при машиностроении, станкостроении, металлургической и остальных видах индустрии. До нашего времени чугун – это один из главных металлов, которые используют при разработке фактически всех конструкций из сплава. Чугунные изделия весьма прибыльны для собственных владельцев, поэтому что имеют сравнимо невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, также высокоизносоустойчив и имеет отличные литейные характеристики. Из-за широкого внедрения чугун нередко приходится сваривать с иными сплавами. Сварка чугуна крепко засела в чугунно-литейном производстве. Он употребляется для ремонта оборудования на неких заводах, также для того чтоб устранять некие недостатки металлических отливок.
Швы, которые наложены на чугун могут быть, как долговременными так и не весьма все зависит от того, какой тип электродов Вы изберите. В металлических конструкций быть может огромное количество изъянов из-за того что чугун является хрупким сплавом. Так какими же все-же электродами варить чугун?
В главном для сварки чугуна употребляются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и остальные. Электроды для сварки чугуна весьма многообразны, потому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем мало подробнее о этих электродах. ЦЧ-4 предусмотрены для прохладной и жаркой сварки, также для ремонтных наплавок, напаек и заварок изъянов литья. Сиим видом электродов можно сваривать прочный ковкий чугун, также сваривать чугун со сталью. Сваривание происходит с внедрением нижнего положения шва и при помощи тока оборотной полярности. В целом, электроды ЦЧ-4 совершенно подступают для того, чтоб сварить отменно чугун и сталь.
Электроды ОЗЧ-2, как и прошлые, ЦЧ-4, предусмотрены для жаркой либо прохладной сварки и заварки изъянов литья. Сваривание происходит в вертикальном, и нижнем положении шва с внедрением неизменного тока оборотной полярности. При использовании этих электродов идеальнее всего дать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания необходимо подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание необходимо создавать без остывания изделия, поэтому что на нем появляется трещинка либо излом. Идеальнее всего оставлять остывать изделие, плотно укрыв его хоть какими теплоизоляционным материалом. Но для наиболее высококачественного результата Вы сможете пользоваться печью, которую употребляли для нагревания изделия до подходящей температуры.
Почти все умельцы в сфере сваривания пользуются и иными приемами при сварке чугуна с сплавом, но из данной нам статьи Вы узнали главный и самый наилучший метод сварки. Самое основное – это то, что создавать такое сваривание может даже новичок, а проф сварщиков не так и много. В любом случае, независимо от того кто Вы: специалист либо новичок – сварка чугуна со сталью Для вас по силам.
Заместо пролога
Агрегат не с моей восьмидесятки. Агрегат с TLC-62, которую клиент пригнал мне в работу. Но, потому что 62 серия, отец моей восьмидесятки, то собрался сделать запись к для себя в БЖ Танка…
Итак…
Неувязка заключалась в том, что на левом поворотном кулаке повсевременно откручивались болты крепления тормозного суппорта.
Обладатель уже замаялся повсевременно их подтягивать, подкладывать "шаёлбочки" и творить остальные танцы с бубном.
К гадальщице не ходи, там сорвана резьба. Вот на сколько — вопросец разрешим лишь опосля разборки агрегата.
Ну, порядок разборки ступицы и остального обрисовывать не буду. Если кому нужно, напишите в комментах, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.
Опосля дефектовки, отверстий лицезреем на одном стопроцентно слизанную резьбу, а на втором сохранились последние четыре витка.
Методика ремонта
Вариантов решения трудности по сути не не много.
1) рассверлить отверстие, порезать резьбу под больший размер. Применять болт большего поперечника.
2) завтулить и порезать во втулке резьбу под родной болт.
3) употреблять особые футорки для восстановления резьбы.
1-ый вариант, отпал, поэтому как обладатель желает употреблять обычные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Лишь с веба, либо на заказ через недельку…
Потому был избран 2-ой вариант. Сделать железную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Потому железная втулка. Вытекает несколько аспектов:
— припуски на высадку что бы не расколость чугунное ухо, но и так что бы не проворачивалось при вырезке резьбы
— провар 1-го торца с целью конечной фиксации втулки
Если с припусками наиболее наименее понятно и на практике все делается без усилий, то вот со сваркой чугуна и сплава — проблемка. Причём способом прохладной сварки…
В общем… 5 часов в 1-ый денек ушли на изготовка нескольких втулок и пробы провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался созодать нормально и по границе материалов, вероломно создавалась трещинка. Естественно, меня таковой вариант совершенно не устраивал.
2-ой денек ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Дозволяет способом прохладной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда нужно соблюдать некие аспекты. В итоге кое-как этот электрод был найден в продаже поштучно. Бог — есть!
Остаток денька в количестве 2-ух часов ушёл на изготовка бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и вырезку резьбы.
Фактически итог ремонта первого уха:
Пораскинув остатками мозга (центральный отдел нервной системы животных и человека), прикинув трудоёмкость процесса и его окупаемость, решил. 2-ое ухо буду чинить футоркой. Которую, один фиг, на всякий вариант, заказал в вебе. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сопоставления, процесс ремонта по способу намба три
p/s: совершенно запамятовал упомянуть, что опосля свара таковым электродом, материал очень тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
Проведение строй работ либо разных восстановительных операций часто связано с необходимостью сварки разных металлов. Обычный пример – сталь и чугун.
На самом деле, данные сплавы близки друг к другу по хим составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
2-ой аспект состоит в том, что вкрапления углерода в структуре могут быть представлены гранулками различного размера. Если они маленькие, то особенных сложностей процесс не вызывает, а вот в ситуации, когда гранулки большие приходится весьма тяжело, даже если зрительно шов кажется однородным, правильным и надежным, большенный прочности достигнуть не получится.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования необходимо соблюдать, есть ли какие-то действенные кандидатуры для соединения.
Главные методики
Выделяют несколько более действенных технологий:
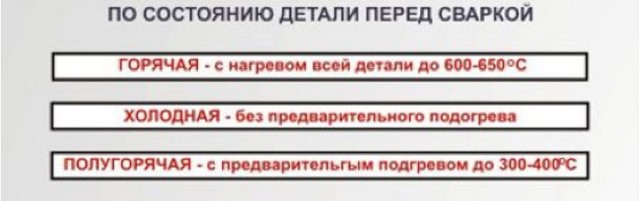
- Жаркий способ. Перед началом работы обе детали греются до 600 градусов. Допускается местный нагрев средством паяльной лампы. Найти достижение подходящей температуры можно по тому, что чугун приобретает малиновый цвет. Довольно длинный, тяжкий, но более надежный в плане прочности способ.
- Полугорячая разработка базирована на нагреве до 200-300 градусов. Лучший выбор для сплавов высочайшей степени легирования.
- Прохладная методика не подразумевает подготовительного нагрева. Она ординарна в реализации, но быть может применена только при формировании наплава, другими словами шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется чертами структуры первого материала. Верхний слой не весьма плотный, а поэтому деталь нуждается в подготовительной подготовке. Она не попросту обезжиривается, а зачищается, пока не покажется незапятнанный слой.
Если данное требование проигнорировать, то готовый шов окажется рыхловатым, пористым и некрепким.
Выбор электродов
Практика указывает, что наилучшего результата можно достигнуть внедрением последующих частей:
- ЦЧ-4. Электроды данного типа подступают для сварки и по прохладной, и по жаркой методике. На этом сфера внедрения не ограничивается, допускается внедрение изделий при наплавке, напайке, устранении изъянов поверхностей, сделанных литьевым методом.

Непременное требование – сварка обязана вестись в нижнем положении при неизменном токе с оборотной полярностью.
- ОЗЧ-2. Непременное требование к процессу сварки аналогично предшествующим исполнениям. Сварщики с опытом советуют употреблять данные элементы во время работы с деталями с тонкими стенами, потому что исключено прожигание сплава на значительную глубину.
- МНЧ-2. Действенные, но спец электроды. Достойный итог можно получить лишь в этом случае, если работа ведется по жаркому способу.
Если гласить о привезенных из других стран аналогах, то наилучшие электроды для сварки – это модели Ficast NiFe, дозволяющие сформировывать соединения, выдерживающие перегрузки на извив и скручивание, и Zeller под индексами 866 и 855.
2-ой вариант всепригоден и дозволяет вести работу без подготовительного нагрева сплава.
Рабочая {инструкция}
Перейдем конкретно к тому, как приварить чугун к сплаву:
1. Инсталлируются нужные характеристики электронного тока. Работа ведется при неизменном токе с оборотной полярностью — это в случае, если напряжение холостого хода не превосходит 54 В . Если напряжение холостого хода выше 54 вольт, то соединение производится при переменном токе.
Работа ведется равномерно, малыми участками. Очень допустимая длина валика – 30 мм. Поначалу обрабатывается металлическая деталь, а уже к ней прикрепляется железное изделие.
2. Если формируется шов большенный толщины, то он проваривается равномерно, при этом нужно делать проковку перед тем, как созодать следующие слои. Проковка производится с помощью молотка, свежайший шов уплотняется до того времени, пока он не начнет издавать соответствующий гул.
Направление швов различно, другими словами 2-ой делается перпендикулярно первому. Это дозволяет достигнуть достаточных прочностных черт.
3. Если сварка электродом ведется жарким либо полугорячим методом, то следует обеспечивать достаточное остывание зоны наплавки. Временами проводится нагрев шва, чтоб исключить его резвое остывание.
Резкое падение температуры приведет к тому, что снутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Поглядите видео, где показывается разработка сварки чугуна со сталью электродами ЦЧ-4 (прохладная методика):
В этом видео показывается, как приварить металлической болт к металлической детали при помощи медной проволоки:
Аргонодуговая разработка
Соединение обозначенных разновидностей железа может быть и с помощью аргонодугового способа. Для заслуги высококачественного результата нужно придерживаться определенного набора советов:
- Выбор присадки – принципиальный момент. Четкий сорт присадки зависит от того, какой конкретно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой базе, с которой за ранее удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Наилучшие рабочие элементы – это электроды из вольфрама, тугоплавкого сплава.
- Если свариваемые поверхности различаются маленькой шириной, то кандидатура никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться только статическим перегрузкам (сдавливанию), то никелевый сплав – наилучший вариант. Этот сплав отлично сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение металлических и железных частей – это полностью осуществимая задачка. Основное – придерживаться обозначенных выше советов и советов.
Принципиальный момент состоит и в том, что с увеличением степени легирования стали возрастает и показатель рыхлости сварного шва. Для заслуги нужной прочности нужна кропотливая проковка и уплотнение.



























