Почему припой не липнет и как это поправить
Почему припой не липнет и как это поправить?
Когда припой не липнет, чернеет нажимало паяльничка, вопросец о том, что созодать, начинающие радиолюбители почаще всего адресуют спецам ремонтных мастерских. По сути эта неувязка если и не обычная, то уж буквально очень всераспространенная. Выяснить, почему припой не прилипает к паяльничку, не держится на проводе, поможет наиболее полное рассмотрение всех вероятных обстоятельств появления такового недостатка.
Вероятные предпосылки
Соединение металлов способом пайки в неких вариантах подменяет точечную сварку, помогает обеспечить крепкое крепление деталей меж собой. Но далековато не постоянно процесс идет гладко. Когда припой не прилипает к паяльничку, причину заморочек практически постоянно стоит находить не в материале, с которым ведется работа, а в нарушении технологии работ. Нехороший уход за устройством приводит к тому, что нажимало чернеет, покрывается продуктами окисления и не плавит олово.



Не считая того, могут быть нарушены условия проведения работ — на ветру, под открытым небом материал не припаивается куда почаще, чем в оборудованной домашней мастерской.
О том, какие предпосылки приводят к тому, что олово не пристает к проводу, а на плате нереально зафиксировать соединение, стоит побеседовать наиболее тщательно. Например, если припой не держится на жале при контакте с ним, дело быть может в малой мощности паяльничка либо его недостающем прогреве. Не берет нажимало олово и по наиболее житейским причинам: при попадании загрязнения в зону контакта. Его источником быть может даже канифоль — стоит проверить все материалы, если вдруг к паяльничку нежданно не липнет припой.

Посреди остальных нередко встречающихся и всераспространенных источников таковых заморочек можно выделить последующие.
- Сплав сплава, плохо поддающийся пайке. Такие изделия приходится лудить перед нанесением припоя.
- Рабочая часть паяльничка нагрета до очень высочайшей температуры. Это не дозволяет ей верно разогревать олово.
- Плохой припой. Тоже, вопреки всераспространенному воззрению, встречается достаточно нередко.
- Отказ от использования флюса. В этом качестве выступают вещества, удаляющие следы окисления с поверхностей. На почти всех сплавах припой просто не будет держаться без флюса. Вообщем, при его использовании тоже можно просто взять недостаточно доп компонента.
- Паяльничек недостаточно мощнейший. Он просто не может разогреть сплав до подходящего состояния.
- Употребляются неподходящие либо плохие материалы.
- Сплав не прогрет. При работе с электротехническими сталями завышенной твердости это полностью ожидаемо приводит к дилеммам.
- Случайное прикипание к жалу полимерных материалов. Если работа делается в неподобающих критериях, это полностью может случиться.
- Образование на поверхности сплава нагара либо пленки, образующейся в итоге окисления. Они препятствуют удержанию олова.
- Низкая концентрация флюса. При самостоятельном изготовлении состава такое случается довольно нередко.


Принципиально осознавать, что если причина в жале паяльничка, убрать делему удается далековато не постоянно.
У почти всех современных вариантов заместо меди тут употребляется доп покрытие. Необгораемое нажимало лучше поменять новеньким при нехорошем контакте — заточка и лужение приведут к сокращению срока его службы.


Что созодать?
Большая часть заморочек с удерживанием олова на жале паяльного инструмента либо железных деталях просто решается методом зачистки. С нажимала из меди вручную либо хим методом счищается образовавшийся налет. Для работы подступают фактически любые абразивные материалы — от наждачной бумаги до ратфилей.
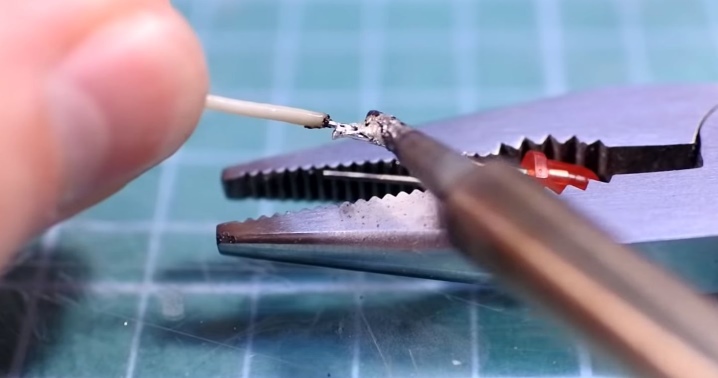
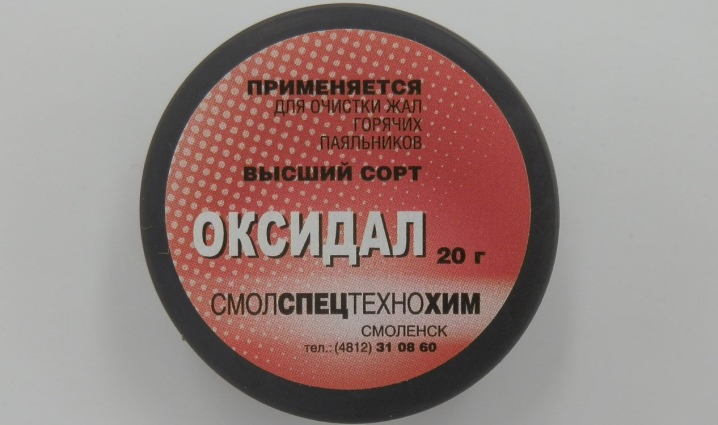
Нагар можно механически убрать, протерев нажимало бумагой, ватой, ненадобной ветошью, поролоновой губкой. Чтоб нажимало лучше залудилось, также для профилактики заморочек с налипанием припоя, медный наконечник временами избавляют от окислов. Можно употреблять средство «Оксидал», в которое помещают нагретое нажимало.
По окончанию очистки остается только протереть рабочую поверхность паяльничка увлажненной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая очистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть остальные методы восстановления. Посреди их — погружение разогретого паяльничка в латунную стружку — таковая «ванна» обязана повторяться пару раз. Не считая того, для удаления окислов выпускаются особые губы, как раз для необгораемых нажимал.

Некорректно избранный температурный режим — перегрев либо очень слабенький накал – тоже корректируется. Можно просто делать подключение паяльничка через лабораторный трансформатор. Не считая того, прирастить либо уменьшить нагрев наконечника можно, если употреблять сменные наконечники разной длины. Довольно поэкспериментировать, чтоб отыскать лучший вариант.

Припой не липнет к сплаву
Если все деяния выполнены, а припой не хочет держаться на поверхности соединяемых железных частей, предпосылкой быть может неправильный выбор флюса и остальных расходных материалов. Если гласить о самой стали и ее сплавах, то идеальнее всего пайке поддаются самые мягенькие из их. На поверхности такового сплава есть выпуклости, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали трудности появляются почаще — они весьма твердые и упругие, легкая пайка тут в главном дело варианта и везения.
Если припой не удается закрепить на поверхности сплава, пригодится подготовительная подготовка.
- Зачистка металлической поверхности. Она делается хим и механическим методом, обеспечивает удаление окислов и остальных помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). Опосля этого на поверхность сплава наносится флюс и припой. Некое время он остается в текучем состоянии. В качестве флюса употребляются кислоты — ортофосфорная либо неважно какая иная, используемая в электротехническом деле.

Лужение железных контактных участков перед пайкой дозволяет решить делему, если материал в принципе поддается такому соединению. Разогрев стали производится с помощью довольно массивных инструментов. Паяльничка будет недостаточно, а вот газовая горелка либо строительный фен с задачей управится на 100%.

Советы
Для профилактической обработки медного нажимала опосля работы можно употреблять особый активатор. В его составе нет галогенов и свинца, но находятся составляющие, защищающие поверхность, продлевающие срок службы инструмента, восстанавливающие контактную способность при смачивании припоем. На обработанном таковым методом жале меньше накапливается нагар, пореже возникают вредные окислы.
Если в припое искусственно завышено количество свинца, нарушена его верная пропорция, липнуть к паяльничку он не будет. Если на жале нет нагара, стоит испытать поменять припой.
По окончании работы необходимо непременно приготовить паяльничек к предстоящей эксплуатации. Нажимало непременно очищается и залуживается перед отправкой на хранение. Это дозволит в хоть какой момент получить инструмент, готовый к работе.
О том, как залудить паяльничек, смотрите дальше.
Разбираемся как паять провода – два метода и советы к паячному процессу

Пайка
Процесс пайки проводов может показаться обычным, и это по сути так и есть. Вот лишь не у всех выходит высококачественное соединение 2-ух проводов меж собой. Почему? Поэтому что есть определенные требования к самому паяльничку, также к процессу пайки. Итак, разглядим вопросец, как паять провода?

Начнем с самого инструмента – паяльничка. Перед тем как проводить пайку, нужно паяльничек приготовить. Что для этого необходимо создать?
- Зачистить его нажимало. Для этого можно употреблять ратфиль либо наждачку. Принципиально снять с нажимала ратфиля остатки олова и грязюка, другими словами, основное добраться до меди, из которого паяльничек изготовлен.
- Сейчас включаем инструмент для пайки в розетку 220 вольт. Начинаем его нагревать.
- Сейчас временами касаемся концом нажимала то канифоли, то припоя. Делаем то пару раз. Наша задачка – умеренно покрыть рабочую поверхность инструмента припоем.
Итак, паяльничек готов, можно перебегать к вопросцу, как верно паять провода паяльничком.
Методы пайки
Перед тем как перейти к основному вопросцу темы статьи, как припаять два конца меж собой, хотелось бы отдать несколько советов относительно верно проведенной пайки.

Итак, у нас паяльничек готов, мы сейчас знаем требования, можно перебегать к основному процессу. Какова его последовательность?
- Сначала нужно провести подготовку. Если это многожильный кабель, то с него нужно снять изоляцию и скрутить, чтоб маленькие жилки стали единым целым.
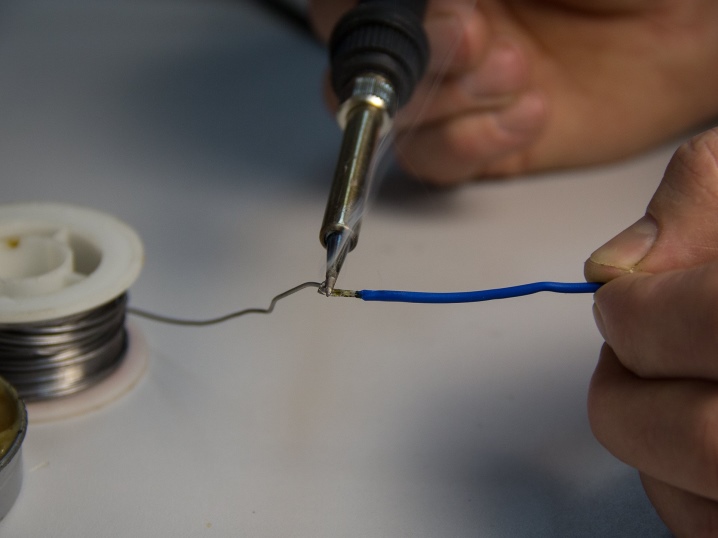
- Дальше, на краешек нажимала паяльничка необходимо взять незначительно припоя, уложить провод в канифоль и начинать расплавлять его, нанося умеренно припой на нагой провод. Это именуется лужение. Буквально также поступаем и с остальным концом.
- Сейчас все просто, нужно уложить два конца провода около друг дружку, придавить их и спаять, другими словами, прогревать паяльничком, на нажимало которого нанесен припой. Снова-таки, обращаем ваше внимание, что верхний слой припоя должен быть блестящим и умеренно нанесенным.
- Есть иной метод. Для этого два луженных конца нужно соединить меж собой в скрутку, и уже опосля этого провести пайку соединения. Но лучше пайку скрутки провести по подобию процесса лужения. Другими словами, опускаете ее в канифоль, нагреваете последнюю паяльничком и наносите припой снутри канифоли.

Советы
Некие полезные советы уже были даны, но хотелось бы тормознуть на неких доп наставлениях. Например, какое количество припоя необходимо, чтоб пайка прошла отменно. Тут буквально сказать нереально, но если припоя будет не много, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже неприемлимо, в особенности в системе прокладки (в пучке).
То же самое относится и к температуре паяльничка. Если она низкая либо очень высочайшая, то пайка выходит неблестящей и рыхловатой с низкими высококачественными показателями. Это полностью относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то 1-ый будет кипеть и разбрызгиваться, что весьма плохо для примыкающих соединений и контактов.
Если все перечисленное выше будет в норме, то припой сам умеренно распределиться по соединению. Форма пайки и ее крепкость вроде бы сама собой сформируется. И очередной момент: пайка медных проводов (свойство) – это их подготовка, другими словами, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно либо клепанием, либо сваркой.

Новеньким можно порекомендовать сначала найти, через какое время паяльничек перегревается. Если это минут 10-15, то лучше приобрести добавочно трансформатор с плавной регулировкой напряжения либо электрический терморегулятор. К слову, найти, что краешек паяльничка перенагрелся, можно весьма просто – припой слетел с кончика нажимала, которое почернело (окислилось). Естественно, можно и не брать доп приборы, тогда в процессе пайки инструмент придется временами отключать от сети. Хотя этот способ не самый наилучший, поэтому что надзирать температуру в таковой ситуации фактически нереально.
Внимание! Канифоли расходуется в 10 раз меньше, чем припоя. Не стоит обмакивать паяльничек во флюс полностью (имеется в виду наконечник), нужно всего только дотронуться до него.
И крайний совет в нашей статье – никогда не охлаждайте пространство пайки искусственно. Остывание обязано пройти естественным методом. Не стоит на соединение дуть либо прикладывать к нему влажные предметы.

Заключение по теме
Итак, мы попытались ответить в данной нам статье на вопросец, как паять концы проводов меж собой? Были даны полезные советы и советы по процессу, направили ваше внимание на некие аспекты, которые делают его высококачественным. И, естественно, расписали два метода соединения и скрепления. Видите ли, чтоб спаять провода нужно познание неких моментов относительно температуры процесса и количества нужных материалов. В дополнение скажем о том, что спецы советуют верно паять провода, используя припой марки ПОС-1; 40 либо 50, также флюс на базе спиртового раствора канифоли. Потому что припаять провода нетрудно, можно приступать к процессу сходу же опосля исследования данной инфы.
Олово не прилипает к сплаву
Начинающие радиолюбители часто сталкиваются с трудностью, когда припой не прилипает к паяльничку. Не желает, и все здесь. В таковых критериях пайка становится не просто пыткой, а реальным истязанием нервишек.
Сколько сил и терпения уходит, чтоб изловить жалом этот верткий шарик расплавленного припоя. А ведь его позже нужно донести до детали. А если нажимало инструмента не плоское? Как быть тогда? А всего-то и необходимо кропотливо приготовить его к работе.
Главные предпосылки
 Оловянно-свинцовый (самый всераспространенный) припой плавится при температуре 250-300 ℃, и таковой температуры полностью довольно для работы.
Оловянно-свинцовый (самый всераспространенный) припой плавится при температуре 250-300 ℃, и таковой температуры полностью довольно для работы.
Если в некий момент нажимало разогреется посильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы собственного присутствия.
Вприбавок медь, из которой сделано нажимало, от перегрева начнет окисляться и на поверхности покажется тончайшая пленка оксида меди. Из-за нее и не прилипает припой, ну и оставшийся на жале «шлак» совершенно не добавит «липучести».
Итак, главных обстоятельств того, что припой не прилипает либо не держится, две. 1-ая – загрязнение нажимала, 2-ая – окисление. Если их убрать, то работа пойдет, как по маслу.
Верная подготовка к работе
 Конкретная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь конкретно к нелуженому сплаву не прилипает паяльный материал.
Конкретная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь конкретно к нелуженому сплаву не прилипает паяльный материал.
Лужением именуется покрытие поверхности узким слоем олова.
К слову, буквально также готовят к пайке детали. Как облудить паяльничек? Да весьма просто. Лишь залудить нужно не весь инструмент, а только его нажимало.
Поначалу нужно очистить его механическим методом. Для этого подойдет ратфиль либо наждачка. Чистить необходимо кропотливо, не оставляя бороздок и царапин, в каких могла бы остаться окисная пленка. Естественно, паяльничек при всем этом должен быть прохладным.

Опосля кропотливой чистки, нужно покрыть рабочую поверхность слоем флюса. Если употребляется водянистый состав, то он сходу же опосля чистки наносится кисточкой, если употребляется жесткая канифоль, то паяльничек нужно погружать в нее по мере нагрева нажимала.

Не нужно ожидать, когда паяльничек нагреется, поэтому что на воздухе безизбежно появляется оксидная пленка, которая снова помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
Опосля того, как паяльничек разогреется до подходящей температуры, жалом нужно прикоснуться к припою и потереть. Можно растереть припой с помощью щепки из твердого дерева – березы либо дуба. При всем этом недозволено допускать перегрева паяльничка.

К верно облуженному паяльничку припой непревзойденно прилипает и не лежит на нем комками либо каплями. Он умеренно покрывает медный наконечник и тихо покидает его, когда необходимо.

В случае никелевого покрытия
Нередко для пайки употребляются паяльнички с так именуемым «нескончаемым жалом», покрытым узким слоем никеля. Почему-то считается, что оно не лудится. По правде, кому придет в голову счищать наждачной бумагой никелевое покрытие?
Тем не наименее, приходит время и становится приметно, что припой-то не держится! В наилучшем случае прилипает малеханькими каплями. И что все-таки созодать? Ответ этот же – лудить!
 Причина нередко состоит в том, что нажимало грязное. Для начала все таки стоит убедиться, что никелевое покрытие не повреждено.
Причина нередко состоит в том, что нажимало грязное. Для начала все таки стоит убедиться, что никелевое покрытие не повреждено.
Опосля этого необходимо убрать нагар. Создать это можно на слегка нагретом паяльничке увлажненной тряпкой, сложенной в несколько слоев.
Последующие деяния такие:
- сходу опосля удаления нагара нажимало нужно опустить в баночку с канифолью, в какой за ранее расположили кусок припоя;
- паяльничком нужно расплавлять канифоль вокруг припоя, чтоб тот утоп;
- под слоем водянистой жаркой канифоли прикоснуться к припою. Он здесь же покроет всю рабочую поверхность нажимала.
Наилучшим методом избежать ситуации, когда припой не прилипает, является недопустимость перегрева нажимала.
Профилактика постоянно была самым действующим средством. Если нет способности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения либо сделать его без помощи других. Если смотреть за температурой нагрева, то лудить паяльничек придется еще пореже.
Пайка относится к тем действиям, которые дают железное соединение довольно неплохого свойства, но при всем этом не подвергают расплавлению главный сплав. Это наиболее обычный, дешевенький и удачный аналог сварки, в каком также употребляются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления тут может употребляться паяльничек либо газовая горелка, зависимо от ситуации и особенностей проведения процедуры. Для домашнего использования употребляется в большей степени паяльничек, потому что он намного проще в применении и его стоимость ниже хоть какой горелки. Естественно, что во время использования могут быть различные трудности, недостающий прогрев, паяльничек не берет припой, налипание сплава на нажимало и прочее. Со всем сиим приходится биться, чтоб достигнуть более высококачественного результата. Главный принцип состоит в том, чтоб разогреть нажимало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может употребляться флюс. Потом расплавленный материал переносится на пространство, которое просит спайки. Но если припой не прилипает к паяльничку в это время, то ничего не получится.

Припой не липнет к паяльничку
Почему припой не держится на паяльничке?
Этот вопросец возникает у почти всех новичков. Ведь практически у всякого начинающего пайщика был вариант, когда все разогрето до подходящей температуры, но нет ни какого взаимодействия меж расходным материалом и инвентарем. Время от времени это проходит методом маленький поправки характеристик рабочего процесса, но иногда необходимо использовать боле сложные способы.

Припой не держится на паяльничке
Первой и главный предпосылкой, почему паяльничек не берет припой, является недостающее количество требуемого флюса. Конкретно это основная ошибка новичков. Флюс может совсем отсутствовать, что просто исправляется его включением в рабочий процесс, тогда и какой бы высочайшей температура инструмента не была, он не сумеет отделить часть расплавленного сплава. Но может случиться, что флюс все таки применяется, но его количества не хватает, чтоб припой остался на жале. Для этого необходимо обильно смазать как само нажимало, так и припой. Для этого довольно просто мокнуть разогретое нажимало в канифоль либо иной пригодный флюс.
Наиболее сложной неувязкой является неверный подбор доп расходных материалов. Разные виды припоев для пайки требуют разных марок флюса, которые будут подступать им по составу. Тут уже необходимо глядеть, какой вариант больше подступает для определенной применяемой марки. В индивидуальности это типично для металлов, которые трудно поддаются спаиванию. Для их требуются особые заводские флюсы, которые делаются под определенную марку припоя.
Очередной предпосылкой, почему не прилипает припой к паяльничку, является перегрев самого инструмента. Если он высочайшей мощности. Например на 25 Ватт, то весьма нередко такие модели перенагреваются, если включены впрямую в электронную сеть. Чтоб урегулировать это, требуется употреблять подключение через диодик с переключателем либо регулятор. Тогда вязкость материала будет обычной, чтоб он схватился с поверхностью наконечника. Также можно подобрать наиболее слабенькие модели паяльничка. Но это может привести к иной дилемме, описанной ниже.
Идентичной неувязкой, почему припой не липнет к паяльничку, является недостающий нагрев. Когда паяльничек очень слабенький либо еще не успел прогреться, то он не сумеет достигнуть подходящего значения температуры, чтоб расплавить материал. Необходимо знать, какая температура плавления припоя в определенном случае, чтоб подобрать инструмент достаточной мощности, или же дождаться, пока на сто процентов прогреется имеющийся. Это также всераспространенная неувязка в домашних критериях, где наблюдается ограниченность с технической точки зрения.
Очередной предпосылкой почему припой не держится на паяльничке, является внедрение старенького инструменты. Медь, из которой делается нажимало, с течением времени покрывается различными окислами, хотя и не так очень, как остальные сплавы. На ней даже может показываться желтый налет, занимающий всю поверхность или одну его часть. Это очень усугубляет степень взаимодействия с иными материалами. Таковым образом, даже при наличии обычной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не производиться. Чтоб поправить эту ситуацию, необходимо зачистить поверхность инструмента механическим методом и с помощью растворителей. Обработка наждачкой и любым веществом, снимающим пленки и жировые покрытия, сумеет возвратить паяльничку былое состояние. Опосля этого его следует залудить и отдать ему прогреться, опосля что можно приступать к работе.
В 20 первом веке фактически всю радио- и электрическую технику собирают на механизированных линиях без роли человека.
Да и в наше время, невзирая на обилие готовых электрических устройств, существует большущее количество людей, предпочитающих собирать и чинить разные устройства без помощи других. Непосвященному кажется, что довольно приобрести паяльничек, припой и канифоль – как станешь радиомастером! Но поначалу следует выяснить базы процесса.

Припой
Сперва избираем припой. Припой представляет собой сплав олова и свинца, владеющий низкой температурой плавления и высочайшей скоростью застывания, позволяющей просто, стремительно и крепко припаивать провода и радиодетали. Вообщем, наилучший припой – это незапятнанное олово.
Паяльничек
Основной инструмент радиолюбителя – паяльничек – вещь обычная, да и к нему необходимо знать подход, уметь ухаживать за ним и знать технику сохранности. Горе-мастер, не соблюдающих этих правил, рано либо поздно сталкивается с разными вопросцами, 1-ый из которых: «Почему к паяльничку не прилипает олово?» Эта неувязка устраняется методом последующих правил:
- паяльничек должен быть отлично прогрет;
- нужно очистить ратфилем нажимало паяльничка от грязищи, застывшей пластмассы остальных остатков предшествующей работы;
- нажимало нужно залудить, умеренно покрыв узким слоем олова;
- поверхность паяемых деталей также обязана быть отлично очищена.

В конце концов, нужно держать в голове: паяние и лужение невозможны без принципиального компонента – флюса.
Вещество, препятствующее окислению железных частей паяльничка. Радиомастера в качестве флюса используют канифоль.
Это азы, но, не зная азов пайки ничего не считая пожара создать нереально.





















