Как создать станок для гибки профильной трубы своими руками
Время от времени в хозяйстве может пригодиться профилегиб, но его стоимость достаточно высочайшая, к тому же это приспособление употребляется не так нередко, чтоб все-же его брать. Потому есть обычное решение – сберечь на покупке станка для гибки профиля и создать его своими руками из дешевых материалов.
Для чего нужен профилегиб и его механизм работы
 Профилегиб употребляется для придания нужной формы железным профилированным деталям. Таковой станок помогает избежать порчи профиля, его поломки, деформации, нагрева, уменьшения стойкости к коррозии и др.
Профилегиб употребляется для придания нужной формы железным профилированным деталям. Таковой станок помогает избежать порчи профиля, его поломки, деформации, нагрева, уменьшения стойкости к коррозии и др.
Главный принцип изгибания сплава – направленное приложение силы к центральной части трубы, закрепленной на 2-ух опорах. Станок нужен для того, чтоб надзирать радиус и градус извива, также симметричность формы контура профиля.
Профилегиб употребляют для почти всех видов конструкций различного профиля:
- балки;
- прутки;
- швеллеры;
- двутавры;
- уголки;
- трубы прямоугольного, круглого, квадратного, эллипсовидного, кольчатого и треугольного сечения и др.
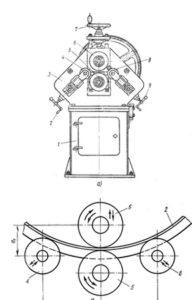 Чтоб разобраться в принципе деяния профилегибочного станка, необходимо разглядеть схему его устройства.
Чтоб разобраться в принципе деяния профилегибочного станка, необходимо разглядеть схему его устройства.
Ролики в конструкции профилегиба разрешают повлиять на деталь и поменять ее форму. Их особенное размещение дозволяет повлиять на материал без подготовительного нагревания, но при всем этом совершать гибку в разных направлениях и под различным углом, величина которого может достигать 360 градусов.
При помощи трубогиба можно выполнить извив с переменной, знакопеременной и неизменной кривизной, симметричными и несимметричными силуэтами. Также получится выгнуть круги, завитки, спирали и остальные замкнутые фигуры с плавным переходом контура. Такие характеристики инструмента нужны в почти всех отраслях индустрии:
- автопромышленность;
- энергетика;
- стройку;
- создание мебели и фурнитуры;
- создание спортивного инструментария;
- электропроиводство и др.
Делаем профилегибочный станок своими руками
Достоинством использования профилегибочного станка является скорость производства железных конструкций без внедрения нагревания, также маленькое количество отходов при производстве (в виде отрезков либо железной стружки). Электронный профилегиб дозволяет поменять форму металлопрофиля стремительно и без излишних физических усилий, но из-за высочайшей цены целенаправлено сделать его без помощи других. К тому же производительность и эффективность приспособлений будет однообразная.Чтоб создать приспособление для гибки профильной трубы своими руками, для начала необходимо будет нарисовать схему либо поглядеть чертеж в вебе.
Механизм работы трубогиба заключается во вращении 3-х роликов, которые обеспечивают подачу металлозаготовки. Сверху на профиль давит прижимающей ролик, который приходит в движение при помощи приводного механизма.
Что нам пригодится
Существует два главных варианта производства станка для гибки арматуры: для профиля поперечником до 20 мм и для труб большего радиуса.
Для первого варианта пригодятся:
- не наименее 4 швеллеров поперечником не наименее 7 см (заместо их можно употреблять уголки);
- щебень и бетон (если нет готовой бетонной площадки).
Для второго варианта будет нужно больше материалов и времени для производства:
- 1 ролик и 2 валика в сборе с подшипниками и ступицами;
- две трубы (прута), поперечник которых соответствует размеру осей роликов;
- цепь привода и две звёздочки от велика;
- винт для регулировки;
- болты для фиксации;
- болгарка и мощная дрель.
Процесс производства трубогиба пошагово
Самым обычным в изготовлении получится профилегиб для труб поперечником до 20 мм. Для него нет необходимости в особых проф познаниях, так как у такового приспособления весьма обычная система, в которой используются бетонные основания и железные штыри, зафиксированные в ней. Меж этими компонентами и делается прокатывание и гибка сплава.
Чтоб сделать трубогиб по данной нам схеме, поначалу необходимо закрепить в землю несколько швеллеров либо труб поперечником 7 см и на расстоянии 5 см друг от друга. При всем этом закрепить швеллеры нужно перпендикулярно земле (другими словами под углом 90 градусов). Далее можно приступать к заливке бетонной конструкции: утрамбовать грунт так, чтоб он не проседал, создать насыпь из щебня,разровнять ее и залить бетоном минимум на три денька. Раствор также можно создать в домашних критериях — смешать песок и цемент в пропорции 4:1. Опосля того, как бетонное основание застыло, можно приступать к работе. Трубу либо профиль, который нужно согнуть, расположите меж швеллерами и приложите силу, как рычагом, чтоб повлиять на сплав.

Если изделие, которое необходимо искривить, в поперечнике больше 20 мм, предшествующую систему придется доработать при помощи 2-ух железных прутов круглого сечения, высотой 40-50 см, которые будут делать роль осей для роликов. На этом шаге производства станка для гибки профильного сплава пригодится приварить железные пруты и вертикальные стойки для стойкости.

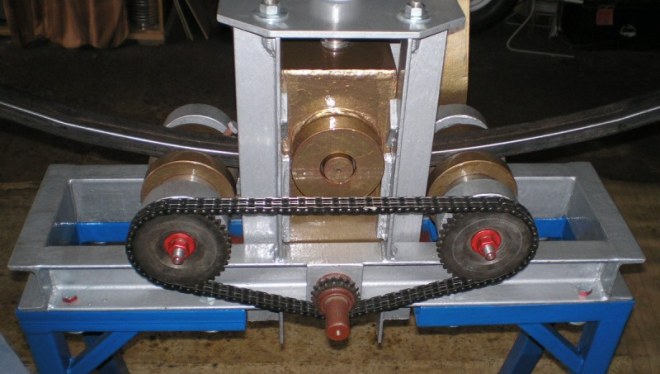
Потом на сваренной горизонтальной поверхности инсталлируются опорные ролики (в сборе сходу должны быть подшипники и ступицы). Чтоб их закрепить при помощи болтовых соединений, нужно просверлить отверстия. При этом одна часть сваренной из 2-ух прутов станины обязана быть проходной для установления звёздочки для цепной протяжки.

Опосля закрепления опорных роликов необходимо установить натяжное устройство. Существует два метода — нижний и верхний. Нижний дозволяет достигнуть экономии высоты, а означает, плеча внедрения силы. При таком методе употребляется гидравлический домкрат.

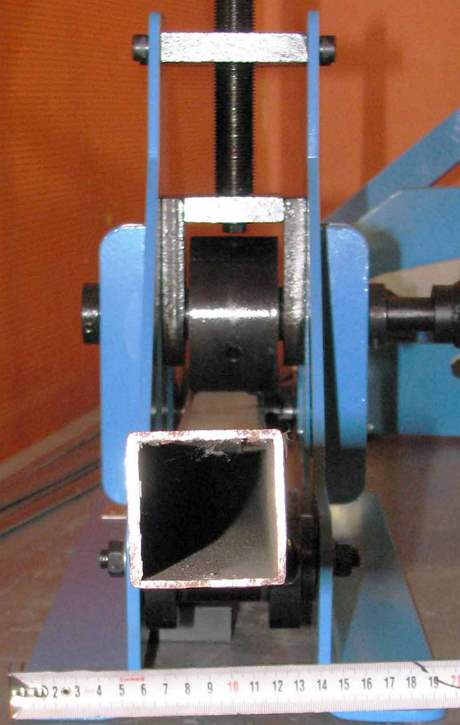
Верхний метод монтажа проще в эксплуатации, хотя просит доп физических усилий для гибки металлопрофиля средством внедрения винта с прямоугольной резьбой. Винт устанавливается так, что он давит на натяжной ролик, опуская его вниз.


Дальше идёт шаг установки звёздочек и цепи. Они должны находиться в одной вертикальной плоскости, чтоб цепь не заедало, и она не рвалась и не соскакивала.

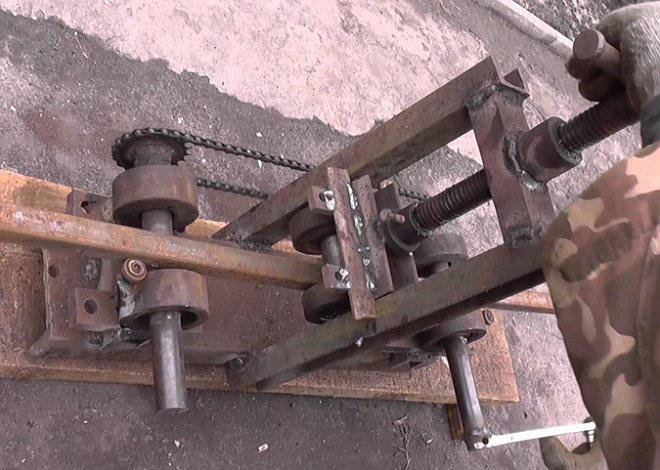
Потом следует присоединить проводной рычаг, который устанавливается на опорные ролики и делается гибка сплава (рис. 11).

При изготовлении профилегиба для гибки сплава, необходимо держать в голове, что наименьшее осевое расстояние меж опорными роликами подразумевает наименьший радиус заготовки, но большее давление на подшипники и сами ролики. Радиус сгиба изделия можно регулировать подъемом и опусканием прижимающего ролика, которые зависят от высоты центральной части станины и длиной резьбы нажимного винта.
Таковая достаточно обычная схема может применяться в постоянном виде либо с внедрением доп деталей, таковых как ручка для приведения роликов в действие и ограничитель для цепи, если она большего размера, чем необходимо.
ВНИМАНИЕ! Необязательно брать новейшие запчасти. Цепи и звёздочки можно снять с велика либо цепи привода газораспределительного механизма (ГРМ) и звёздочки распределительного вала от мотора ВАЗа. Нижние ролики тоже можно приобрести б/у, поэтому что в движение они будут приводиться через вращение на валах.
Самодельные конструкции станка для гибки арматуры дозволят употреблять не готовые гнутые изделия на заказ, а создавать в домашних критериях без помощи других нужные элементы для строительства теплицы, детского шалаша, забора либо беседки.
Создание профилегибочного станка своими руками
Работа с сплавом считается одной из самых трудозатратных. Для того чтоб сделать из этого материала деталь сложной конфигурации будет нужно доп оборудование. Нередко употребляется способ нагревания, когда пластичность сплава увеличивается. Отдельные детали можно выполнить лишь сиим способам, но для большинства обычных операций по приданию подходящей формы прокату уместно использовать профилегибочный станок. Это уменьшит время, энергозатраты и трудозатратность работ с сплавом.
Сфера внедрения профилегибов
При производстве железного проката изделия проходят серьезный контроль на соответствие геометрическим нормам. Продукция имеет малые отличия по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции уникальной, необычной формы нужны детали сложной конфигурации.

Ассистентом в данной нам работе станет станок для гибки сплава, способный поменять изначальную геометрию таковых видов проката, как:
- прутки различного поперечника;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные железные заготовки; , швеллера, уголки, балки и остальные обычные виды проката.
Индустрия дает готовое оборудование для обработки вышеназванной продукции, но издержки на его приобретение для домашнего использования могут никогда не окупиться.
Изготовленный своими руками станок обойдется на порядок дешевле, а главные операции, нужные при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут удачно выполнены:
- замкнутые элементы из проката различного поперечника;
- изготовка колен и деталей сложной формы из труб;
- сложные формы частей конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не стукнут по семейному бюджету. Зато оборудование дозволит существенно сберечь на заказе сложных деталей в специализированных организациях.
Достоинства станка, изготовленного своими руками
Существенно расширятся способности домашнего мастера по производству нужных технологических и эстетических частей разных по предназначению конструкций. Этот простой ручной станок дозволит воплотить в действительность почти все задумки. Создать его можно иногда из того, что уже есть в доме, кроме нескольких деталей, которые по доступной стоимости можно приобрести на рынке либо заказать их изготовка.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без обогрева либо валов специальной формы не получится. Одним из приемов, которыми пользуются бывалые мастера, является {наполнение} внутреннего места песком. Принципиально поместить его туда очень плотно.
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности нужное количество песка. Схожим способом реально избежать гофра и искажений профиля.
Виды профилегибочных станков
Бессчетные чертежи уже готовых изделий разрешают обусловиться с конструкцией станка. Может быть, будут внесены коррективы, вызванные необходимостью производства хотимых конструкций или наличием заготовок, различающихся по характеристикам от предлагаемых материалов. Таковой вариант допустим, но при условии, что нужные требования будут соблюдены. Без помощи других можно создать профилегибы в последующих исполнениях:
Ручной станок
Система ординарна и при минимуме деталей главные функции делает. Подача и продвижение заготовки проводятся вручную. Операция трудозатратная и имеет ограничения, вызванные физическими способностями приспособления и мастера.
Электронный станок
Мощность и функциональность такового оборудования существенно больше, нежели подобные характеристики, которые имеет ручной профилегиб. Производительность также приметно выше при чувствительном уменьшении трудозатратности операций.
Гидравлический станок

Дозволяет делать операции с профилями огромных сечений. Трудности появляются при самодельном изготовлении станка. Схема достаточно непростая и просит познаний, способностей при сборке.
Почти всегда оборудование подобного класса имеет сверхизбыточную мощность для бытового использования. Имеет смысл созодать таковой станок, если предполагается большенный размер работы с профилями огромных сечений.
Некие эталоны станков, изготовленных без помощи других, не уступают фабричным образчикам по способностям. Обойтись же ручной аналог может в пару раз дешевле. Простые познания школьной геометрии посодействуют просто разобраться с чертежами и схемами оборудования.
Совет! Существенно облегчить работу может редуктор, установленный на подающий вал. Некие конструкции подразумевают цепную схему, где поперечникы шестеренок понижают усилие при работе.
Механизм работы профилегибочного станка
Как работает оборудование для гибки сплава можно осознать на ординарном примере. Простый ручной профилегиб состоит из корпуса и 3-х валов, один из которых подающий. Два размещены в одной плоскости. 3-ий делает условия для деформации проката. Поперечник извива зависит от расстояния меж опорными валами и положением среднего. Изменяя эти значения, получают изделия нужной формы.
Одним из вариантов станка является система со стационарным верхним валом. Несколько посадочных мест для опорных валов, расположенных на определенном расстоянии от центральной полосы, разрешают регулировать степень извива заготовки.
Система имеет приметные недочеты. Может быть только пошаговое изменение поперечника, обусловленное имеющими серьезное положение посадочными местами опорных валов. К преимуществам можно отнести простоту в изготовлении.
Еще наиболее комфортной в работе будет система с плавненько изменяемой перегрузкой. Нижние валы стационарные. Они делают функции опоры. Верхний же вал подвижен по вертикали.
Закреплен он на отдельном элементе, который при помощи резьбовой подачи {перемещается} ввысь и вниз. Можно задавать нужный извив для профиля. Приспособление просто регулируется и настраивается до подходящей конфигурации. Лучше проводить гибку одним проходом, но при маленьких поперечниках операцию повторяют, опуская верхний вал ниже.
Индивидуальности самостоятельного производства профилегибочного станка
При использовании приспособления могут появиться некие задачи. Избежать их можно получив последующую информацию:
- Значимые усилия при обработке заготовок требуют надежной фиксации станка.
- Лучше агрегат накрепко закрепить на полу залив за ранее часть конструкции бетоном.
- При изготовлении валов лучше дать предпочтение конструкции с подшипниками, нежели со втулками.
- Понижается трудозатратность операции и продляется срок службы станка.
- Свойство обработки зависит от профиля валов. В особенности это приметно при работе с пустотелыми заготовками, таковыми как трубы, профили.
- Если форма вала повторяет конфигурацию проката, то извив получится наиболее высококачественным.
- Для уголков рекомендуется создать прорезь для полки, которая не допустит неконтролируемой деформации.
Хорошие результаты получают на профилегибочных станах собственного производства, в которых предусмотрена подмена рабочих поверхностей валов. Весьма комфортная система с боковым расположением плоскости извива.
Резьбовые фиксаторы разрешают стремительно поменять профиль валов. Мастера, повсевременно работающие на этом оборудовании, имеют набор сменных барабанов, позволяющих подобрать подходящую форму и тем получить изделия хорошего свойства.
Видео по теме: Трубогиб своими руками
Изготовка профилегиба своими руками — чертежи самодельного станка
Не любой в состоянии приобрести для себя заводской станок для гибки разных железных профилей, ну и потребность в нем может возникать изредка. В таковых ситуациях на помощь придет профилегиб – несложное ручное устройство, которое можно сделать без помощи других.
Один из вариантов выполнения профилегиба
Для чего же нужен профилегиб?
Создать профилегиб своими руками совершенно нетрудно, а использовать его еще проще. Как надо из его наименования, он нужен для придания изогнутой формы железным профилям различного сечения. С помощью профилегиба можно делать последующие технологические операции:
- сгибание заготовок с цельным профилем квадратного либо прямоугольного сечения;
- гибка разных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, сделанным из разных металлов;
- выполнение гибки железных прутков различного сечения.

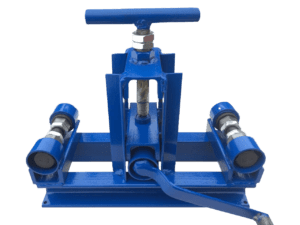
Самодельный профилегиб с гидравлическим домкратом
Система профилегибов разработана таковым образом, что их рабочие органы – ролики – могут как повлиять на отдельный участок заготовки, так и оказывать давление по всей ее длине. Благодаря особенностям собственного устройства, профилегибочные станки отлично делают гибку железных профилей без их подготовительного нагрева и разрешают получать контуры с разными углами извива – прямо до 360°.
Профилегиб дает возможность получать железные контуры с различающимися либо схожими углами извива, симметричной либо ассиметричной конфигурации. Создать извив железной заготовки в горизонтальной либо вертикальной плоскости при помощи такового приспособления можно за один прокат через его ролики.
Профилегиб дозволяет получать гнутые железные изделия последующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из железных профилей либо труб;
- окружности различного поперечника.
Как электронные, так и ручные профилегибы интенсивно употребляются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, хим, мебельной, строительной и почти всех остальных отраслей индустрии. Обширное применение отыскали такие приспособления и в маленьких личных мастерских.
Виды профилегибочных станков
Профилегибы делятся на три главные группы.
Это более массивные из профилегибов, применяемые в большей степени для оснащения промышленных компаний. Профилегибочный станок гидравлического типа относится к группы стационарного оборудования, с его помощью на производственных предприятиях можно отлично и оперативно делать гибку профилей хоть какого сечения в всех количествах. Гидравлический профилегиб имеет такие важные достоинства, как простота эксплуатации и отсутствие необходимости в применении физической силы в процессе гибки. В качестве недочета таковых профилегибов можно отметить лишь то, что для их работы нужно подключение к электронной сети.

Гидравлический профилегибочный станок — HPK 65
Хотя это оборудование и владеет наименьшими размерами, чем гидравлическое, оно также относится к группы стационарного. Внедрение электронных профилегибов дает возможность изготавливать гнутые контуры, буквально надлежащие чертежу, также обеспечивать крепкость готовых изделий в местах сгиба. Электронные профилегибы употребляются для оснащения маленьких компаний и мастерских (другими словами там, где нет необходимости гнуть профили огромного сечения). Существует также электромеханическое оборудование, которое работает в автоматическом режиме под контролем оператора.

Самодельный профилегиб с электроприводом
Такое оборудование для гибки железных профилей различается маленькими габаритами, простотой эксплуатации и доступной ценой. Конкретно ручной профилегиб почаще всего можно повстречать в личных мастерских либо гаражах, где он применяется для того, чтоб по мере необходимости создать гнутый профиль из железного профиля либо трубы маленького сечения. Следует иметь в виду, что при использовании такового профилегиба фактически нереально проконтролировать и уж тем наиболее получить извив, соответственный чертежу. Не считая того, чтоб создать извив профиля либо трубы на ручном профилегибе, придется приложить значимые физические усилия. Но все эти недочеты с лихвой окупаются доступной стоимостью ручного профилегиба, в особенности если ассоциировать ее с ценой гидравлических либо электронных станков.

Всепригодный ручной профилегибочный станок ПГ-4
Два варианта простых самодельных профилегибов
Ручное приспособление для сгибания железных профилей различного сечения, как уже было сказано выше, просто создать своими руками. Профилегиб может оказаться полезным в почти всех бытовых ситуациях. Самодельное устройство, при помощи которого можно гнуть профили маленького сечения, поможет для вас без помощи других сделать либо отремонтировать конструкции, в которых употребляются изогнутые под различными углами трубы либо профили.
Начнем с самых обычных конструкций, простота которых автоматом значит, что функционал таковых устройств будет очень ограниченным. Но в ряде всевозможных случаев способностей таковых приспособлений полностью хватит, а простота и дешевизна их производства дозволят в сжатые сроки приступить к работе.
Для того чтоб создать приспособление для гибки труб поперечником до 20 мм, для вас не придется даже глядеть обучающее видео. Таковой профилегиб имеет весьма ординарную систему, состоящую из бетонного основания и зафиксированных в ней железных штырей, меж которыми и делается гибка.
Профилегиб: вид сбоку
До этого всего, нужно утрамбовать участок грунта маленького размера, засыпать его щебнем и выровнять. Потом этот участок нужно залить бетонным веществом, который готовится из консистенции песка и цемента (в соотношении 4:1). До этого чем вы начнете заливать бетонный раствор, на приготовленном основании нужно укрепить несколько отрезков швеллеров либо труб поперечником не меньше 70 мм. При всем этом зафиксировать их нужно так, чтоб с поверхностью основания они составляли угол 90°, а меж выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Невзрачная с виду, но полностью работоспособная самоделка
Опосля того как будет залит бетонный раствор, нужно выдержать определенное время. Через 2–3 денька таковым самодельным трубогибом уже можно воспользоваться. Сгибаемую трубу либо профиль помещают меж выступающими над бетонным основанием штырями и загибают на требуемый угол. Что комфортно, таковой трубогиб, изготовленный своими руками, можно удачно употреблять для сгибания изделий из нержавеющей стали.
Если же для вас нужно сгибать трубы с поперечником наиболее 20 мм, то самодельное приспособление для этого будет смотреться несколько труднее. Чтоб создать таковой трубогиб, для вас также нужно залить бетонное основание и зафиксировать в нем два железных прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на их роликов, размеры желобков которых должны соответствовать поперечнику сгибаемой трубы. Употребляют таковой профилегиб последующим образом: трубу заводят меж роликами и один ее конец накрепко фиксируют. 2-ой конец средством железного троса укрепляют к ручной либо электронной лебедке, которая и делает нужное усилие для выполнения извива.

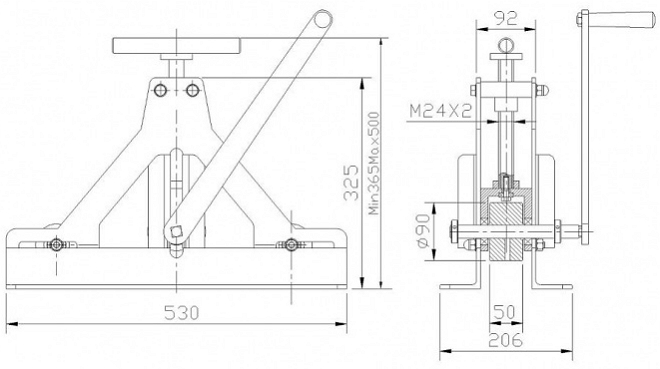
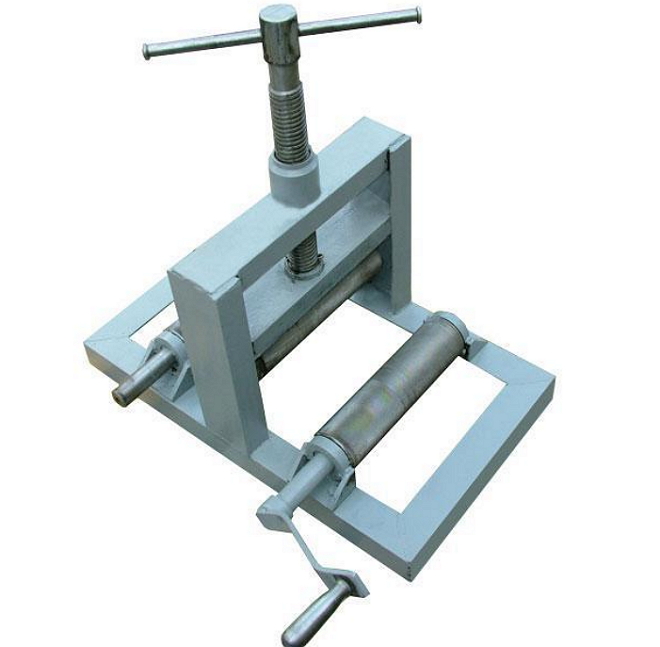
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует очередной вариант легкого устройства, которое дозволит вручную сгибать профильные трубы на угол 90°. Его система полностью понятна по фото, стоит только отметить, что низкая борозда на сгибе существенно упростит работу и уменьшит нужное усилие, которое необходимо будет прикладывать при сгибании профильных труб.
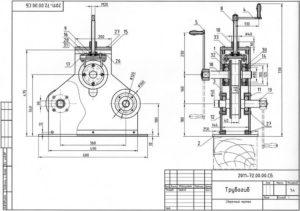
Чертежи для производства самодельного гибочного устройства
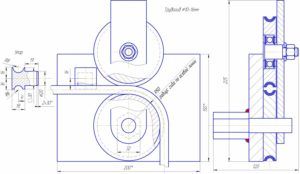
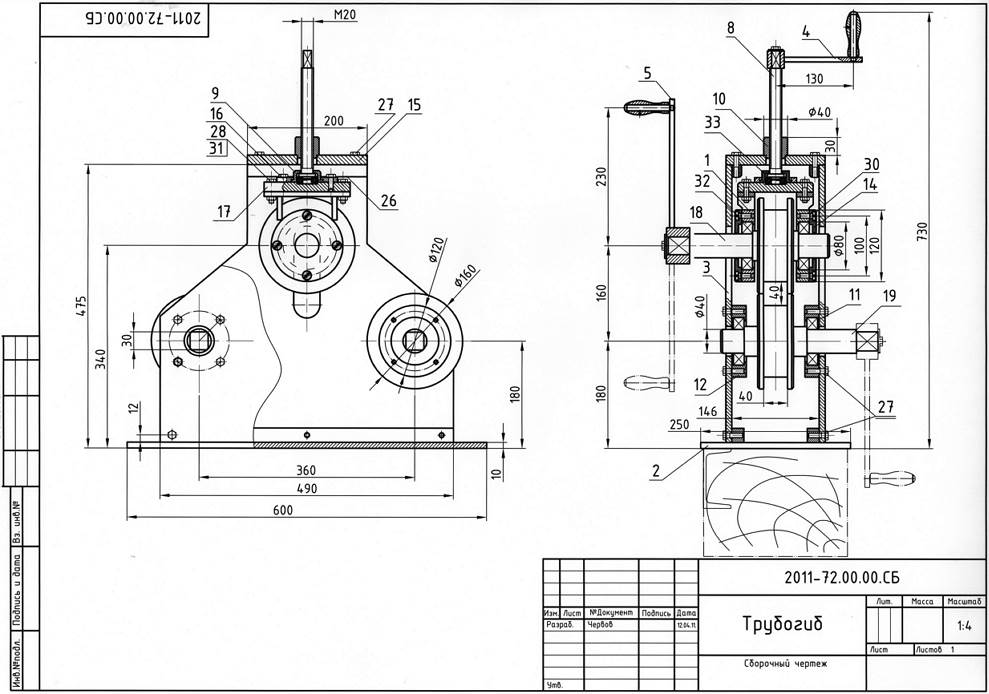
Для того чтоб создать высококачественный и работоспособный трубогиб, идеальнее всего употреблять чертеж (его можно как начертить, так и отыскать в вебе). В качестве примера разглядим схему 1-го из таковых приспособлений, которое можно создать своими руками для гибки труб квадратного либо прямоугольного сечения.
Чертеж ручного профилегиба с 3-мя роликами
Облегченный самодельный вариант приведенного выше чертежа
Главными элементами такового устройства являются три ролика, два из которых употребляются в качестве опор, а 3-ий является рабочим валом. Чтоб облегчить гибку трубы, рабочий ролик профилегиба деформирует ее равномерно, пока не будет получен извив с требуемыми параметрами. Постепенное действие на сгибаемую трубу обеспечивается тем, что рабочий вал владеет неким вольным ходом, который ограничивается особыми направляющими.
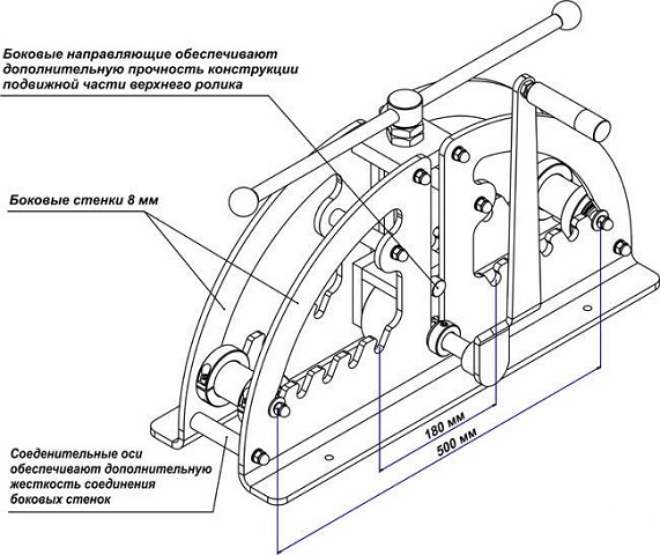
Схема профилегиба в заводском выполнении, который можно взять за базу для самодельного устройства

Наружный вид готового промышленного профилегиба
Система такового самодельного трубогиба включает в себя последующие элементы:
- пластинки шириной 5–8 мм;
- громоздкую несущую пластинку;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На громоздкую пластинку приваривают два уголка, которые будут делать роль направляющих, и с помощью болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластинку с отверстием, поперечник которого должен быть больше, чем сечение винта, применяемого для оказания требуемого давления на сгибаемую трубу.
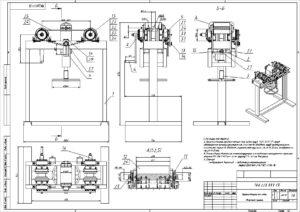
Чертеж еще 1-го варианта профилегиба (нажмите, чтоб прирастить)

Вариант с основанием из швеллеров
В окончание остается выполнить установка рабочего винта, нижняя часть которого агрессивно соединена с рабочим роликом, формирующим требуемый извив трубы. Для того чтоб обрабатываемая труба передвигалась по вспомогательным роликам, можно употреблять ручной (с помощью специальной ручки) либо электронный привод.



























