Литье бетона
Бетон — древний строительный материал, представляющий из себя смесь из песка, связывающего материала и воды, отливаемый в формы и застывающий при обыкновенной температуре.

Бетон применялся населением земли еще во II тысячелетии до н.э. в государствах Междуречья Тигра и Евфрата. Особенного расцвета внедрение бетона в строительстве достигнуло в Старом Риме. Из бетона возводились элементы храмов и публичных спостроек, к примеру, купол Пантеона и водоводы римских акведуков. В Средние века бетон не применялся и был возвращен в стройку в конце 18 — начале 19 века.
Литой бетон
Литой бетон был разработан и внедрен в строительное создание в конце 20 века.

Основное предназначение его — финальная отделка горизонтальных поверхностей. С его применением литье из бетона закончило добиваться трудозатратного виброуплотнения, а высочайшее свойство поверхностей сделалось доступно мастеру исходной квалификации и без сложных и массивных инструментов.
Отличия литого бетона от обыденного
Литой бетон различается от обыденного присутствием, не считая воды, цемента и песка, полимерных пластификаторов, обеспечивающих такие характеристики, как
- Упругость.
- Способность к растеканию по поверхности.
- Способность к сглаживанию поверхности.
- Низкая усадка.
Для литья такового бетона не требуется массивного оборудования, состав быть может приготовлен в обыкновенной строительной ванне дрелью — мешалкой.
Достоинства и недочеты литого бетона
Главным преимуществом литого бетона является его пластичность. Благодаря этому облегчается его заливка и нет необходимости прибегать к виброуплотнению, как этого просит заливка обыденного бетона.

Главные свойства пластичности
В состав литого бетона также включают добавки, задерживающие воду в материале. Это наращивает время, доступное для корректировки поверхности и увеличивает растекаемость состава.
Литой бетон также устойчив к проникновению воды, может длительно контактировать с землей и определенное время выдерживает контакт с водой. Полимерные добавки делают материал нечувствительным к перепадам температур.

Пластичность литого бетона
Основным и, пожалуй, единственным недочетом литого бетона является его высочайшая стоимость за счет высочайшей цены полимерных добавок, составляющих до одной двадцатой общего размера.
Формы для литья бетона
Форма для бетона (либо матрица)– это открытая сверху емкость, соответственная по своим размерам и конфигурации отливаемому изделию. В нее заливается цементный раствор с добавлением (по необходимости) полимерных пластификаторов, красителей и остальных добавок, к примеру, щебня маленьких фракций либо керамзита. Если необходимо, то поверхность бетона уплотняется правилом либо виброуплотнителем. Опосля затвердевания изделия оно извлекается из матрицы либо же матрица снимается с изделия
Изготовляют их из самых различных материалов, время от времени просто из подручных

Пластмассовые формы для литья в домашних критериях
В домашних критериях для литья бетона нередко используются пластмассовые формы. Популярны также силиконовые формы, их почаще употребляют для отливки частей ландшафтного дизайна.
Инструменты для производства формы
Инструменты для производства матрицы зависят от ее вида.
Для производства форм из дерева либо из ОСБ, для вас пригодится набор плотницкого инструмента:
- рулетка;
- пила;
- топор;
- уголок;
- уровень;
- шуруповерт;
- железные уголки либо ленточные стяжки.

Набор плотницкого инструмента
Для производства из сплава будет нужно набор слесарного инструмента
- Верстак с тисками.
- Ножницы по сплаву.
- Болгарка.
- Киянка и длиннющий уголок 50×50 для сгибов.

Верстак с тисками и другие слесарные инструменты
Для силиконовой либо полиуретановой матрицы потребуются
- заливочный стол;
- устойчивый и выровненный по строительному уровню в 2-ух плоскостях заливочный стол;

- плоские заливочные емкости;
- емкости для смешивания состава с пластификатором и заливки;
- дрель-мешалка либо ручная мешалка;
- скальпель и ножик для доводки деталей.
Главные виды форм
По виду формы для литья бетона делятся на:
- Твердые.
- Гибкие.
Твердые матрицы делают из дерева, сплава, ДСП, листового пластика.

Твердая форма для литья бетона из дерева
В их отливают тротуарную плитку,
Гибкие формы почаще всего отливают из пластика либо силикона. Их используют для отливки искусственного камня.
Преимущество силикона заключается в его прочности и износостойкости. Силиконовые матрицы стоят недешево, но служат длительно. К тому же литье к ним не прилипает даже безо всякой смазки.
ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) предназначению матрицы различаются на:
- Для литья плитки.
- Для литья декоративных камешков.
- Для литья фигурных изделий.
Формы также делятся на разборные и неразборные. Неразборные употребляют для отливки единственного изделия и разрушают, чтоб его извлечь.

Разборная форма для литья из бетона вазона
Разборные матрицы для литья подходящи к повторному использованию, Зависимо от прочности и износостойкости материала отливают от нескольких экземпляров до нескольких сотен изделий.
Изготовление форм в домашних критериях
Если вы собрались сделать искусственный гранит своими руками, матрицу для литья можно вырезать из пенопласта. Не забудьте укрепить ее, к примеру, обмотав ее в несколько слоев скотчем.
Форму также можно без помощи других отлить из полиуретана либо силикона. Для этого придется приобрести готовые консистенции и пластификаторы, без помощи других в домашних критериях их не приготовить.
1-ый шаг при разработке матрицы — изготовка модели. Модель буквально повторяет размеры и форму готового изделия. В качестве модели можно употреблять уже отлитый эталон, можно также вырезать модель из дерева, вылепить из гипса либо воска.
Заливочные емкости должны быть размером с модель (либо группы моделей, если форма планируется многоместная) плюс толщина матрицы. В заливочной емкости располагают модель (либо модели) лицевой стороной ввысь, следя за тем, чтоб расстояние до стен от модели было неизменным. Опосля этого в отдельной емкости (идеальнее всего подойдет ведро с маленьким носиком) необходимо всыпать смесь в пластификатор и кропотливо перемешать. Заливать модели необходимо не торопясь, равномерной узкой струйкой, обеспечивая полное смачивание моделей и стен заливочных емкостей и избегая образования воздушных пузырей.
Опосля полимеризации консистенции остается извлечь модели — матрицы готовы к литью бетона.
Метод литья бетона для производства бетонных изделий
Литье бетонных изделий в матрицы единичными экземплярами либо маленькими тиражами не просит сложной техники. В этом случае возможно обойтись ручным замесом и ручным же уплотнением раствора.
Если планируется литье бетона в формы средним тиражом, лучше обзавестись бетономешалкой и виброуплотнителем.
Изготовление бетонных отливок в домашних условия — процесс легкий. Но мастеру следует направить внимание на ряд тонкостей.
Если нужно отлить большие изделия, такие, как поребрики, столбики либо сваи, опалубку лучше сделать из дерева либо ОСБ. При литье изделий со стороной размером наиболее полметра потребуются доп элементы жесткости, чтоб опалубку не расперло при заливке. Опалубку следует созодать разборной, перед заливкой раствора ее следует весьма отлично промочить. Это дозволит просто снять опалубку опосля затвердевания отливки, исключив приставание бетона к форме. Форму из ОСБ, фанеры либо железную с той же целью смазывают машинным маслом.
Если дерево труднодоступно, то, в последнем случае, матрицу для литья можно выкопать в земле. В выкопанное углубление нужно засыпать песок, отлично смочить его и залить раствор. Очевидно, точность соблюдения размеров и свойство поверхности в случае литья в землю будет наиболее чем скромное.
Область внедрения литья из бетона
Литой бетон применяется в таковых критериях, где заливка обыденного бетона невозможна либо очень затруднена. К примеру, если виброуплотнение просит большенный трудозатратности либо затруднено из-за конфигурации конструкции
Также литой бетон обширно применяется в производстве
- мелиорации;
- сборные железобетонные конструкции;
- лестницы;
- теплые полы и основание для напольных покрытий.
 Ландшафтный дизайн с применением бетона
Ландшафтный дизайн с применением бетона  сборные железобетонные конструкции
сборные железобетонные конструкции  Пригородное стройку
Пригородное стройку
Еще одна широкая область внедрения — ландшафтный дизайн и пригородное стройку, включая отливку плитки.
Из литого бетона также делают искусственный гранит.
Легкая разработка и доступное оборудование делают вероятным литье материалов отделки и малых строительных изделий своими руками.
Как делаются силиконовые оболочковые формы для бетона своими руками
Самый обычный метод производства оболочковой силиконовой формы для бетона был рассмотрен при отливке пустотелого ангела из тонкодисперсной цементной консистенции.
С О Д Е Р Ж А Н И Е
- Любительский метод производства оболочковой силиконовой формы для бетона на примере ангела.
- Как изготавливают мастера оболочковые формы для бетона на примере лебедя для сада.
- Индивидуальности внедрения силиконов при изготовлении формы для бетона.
Любительский метод производства оболочковой силиконовой формы для бетона на примере ангела
Для производства копии ангела, лишь не из пластика, а из бетона, требовалось поначалу создать гибкую форму для его отливки.
Для таковой цели весьма отлично подступают разные силиконы. Способов производства резиноподобной формы несколько. Был избран более обычный для начинающих мастеров-любителей с внедрением однокомпонентного строительного силикона.
В отличие от полиуретана силикон неплох тем, что к нему фактически не прилипает отливка и не требуется употреблять разделительную смазку.
Силикон был нанесен на модель в несколько слоев с промежной сушкой.
Так как высота фигуры составляла всего 28 см, то толщина силиконовой формы в среднем была маленькая 5-6 мм. О этом наиболее тщательно можно прочесть в статье (ссылка выше).
Для производства отливки большего размера нужно соответственно прирастить ее толщину.
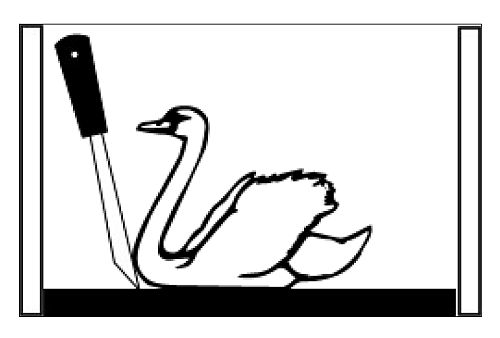
Сейчас разглядим наиболее проф подход к изготовлению оболочковой формы на примере большенный садовой фигуры лебедя, которая употребляется в саду как цветочный вазон.

Как изготавливают мастера оболочковые формы для бетона на примере лебедя для сада
Этот метод употребляют почти все мастера и любители для производства огромного количества копий (тиражирования) изделий из искусственного камня, потому что он имеет ряд плюсов:
- Можно получить высшую точность фрагментов и не требуется доборной обработки поверхности отлитого изделия.
- Высочайшая производительность.
- Лучший расход формовочного материала.
Для производства таковой формы употребляют водянистые компаунды. Почаще всего они состоят из 2-ух компонент: базы и катализатора (отвердителя).
Процесс производства формы, а потом отливки последующий.
Оригинал, с которого будет сниматься форма, должен быть очищен и обезжирен. Если его поверхность рыхловатая, то нужно (как это делалось при изготовлении бетонных цветов) покрыть ее слоем лака, парафина либо воска.
Из пригодных материалов изготавливают ящик, в каком должен поместиться оригинал.
На нижнюю поверхность оригинала по ее контуру наносится пластилин. Потом оригинал опускается на дно ящика и слегка придавливается, чтоб не осталось зазоров.
Выступающий по контуру пластилин удаляется ножиком.
Потом всю поверхность оригинала закрываем слоем полиэтиленовой пленки либо дюралевой фольгой, на которую умеренно наносим слой мягенького пластилина либо глины. Поверхность сглаживаем.

Средняя толщина верхнего слоя обязана быть 8-12 мм. Чем больше толщина, тем больше будет расход водянистого компаунда (силикона либо полиуретана). Но при всем этом будет и выше крепкость приобретенной резиновой формы.
Так как размеры лебедя существенно превосходят размеры ангела, то и толщина стен гибкой формы обязана быть больше приобретенных ранее 5-6 мм.
Дальше (приблизительно так делали с ангелом, но пластилином) вырезаем из узкой фанеры либо плотного картона 2-3 разделителя, которые устанавливаем (вдавливая в пластилин) меж лебедем и стенами ящика.
Если это не создать, то опосля заливки места вокруг лебедя гипсом либо монтажной пеной, придется их распиливать. По другому эталон из «скафандра» может и не выйти. В случае обычный формы изделия этого можно не созодать.
Заливка гипса
Дальше заливают гипсом либо пеной полость вокруг лебедя.

Опосля того, как «скафандр» застынет, разбирают всю систему и достают эталон.
Снова проверяется его поверхность на чистоту.

Как показано на рисунке нужно создать несколько отверстий в опалубке (лучше в наивысших точках модели) для выхода воздуха и одно, побольше, для заливки водянистого компаунда.
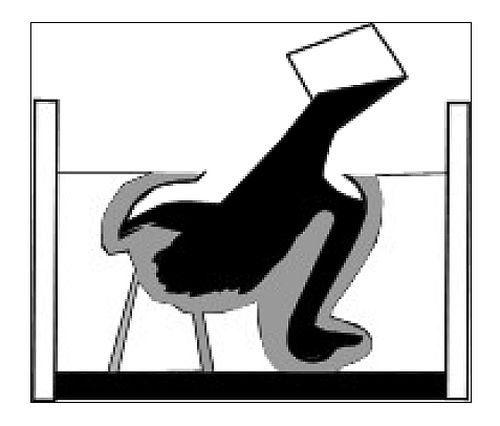
Заливка компаунда
Дальше собираем опять всю систему, лишь без фольги и пластилина. Проверяем, что эталон находится в центре. Готовим компаунд и не спеша, чтоб было как можно меньше пузырьков воздуха, заливаем его, держа емкость ближе к форме.

Опосля полного отверждения компаунда разбираем опалубку и вынимаем лебедя из резиновой формы. Ненадобные отливы удаляем.

Таковым образом оболочковая форма для бетона готова и сейчас можно перебегать к отливке копии лебедя.
Заливка цементной консистенции
Опять всё собираем и заливаем в форму приготовленный состав цементной консистенции.
Когда бетон затвердеет (время зависит от состава цементной консистенции), можно разобрать опалубку и вытащить из формы готовое изделие.

Индивидуальности внедрения силиконов при изготовлении форм для бетона
Водянистые силиконы зависимо от типа могут быть чувствительны к ингибиторам отверждения, которые часто находятся в материалах, контактирующих с заливочной консистенцией. К ним относятся олово-, амино- и серосодержащие составляющие.
Ингибиторы могут в различной степени мешать полной полимеризации компаунда. Как итог — поверхность гибкой формы будет липкой либо совершенно не застынет.
Ингибиторы могут находиться в материале модели (скульптурный пластилин) и разделительной смазке.
Потому принципиально учесть советы по применению компаунда либо создать пробную обмазку маленького участка поверхности модели, на которой в предстоящем будет изготавливаться гибкая форма.
Также нужно учесть, что не все силиконы выдерживают долгий контакт с щелочной средой бетонной консистенции.
Все существенно проще, если отливка делается из гипса. Тогда для формы подступает хоть какой силикон.
Щелочестойкие силиконы существенно дороже обыденных. Потому, если необходимо создать маленькое количество отливок из бетона (как при изготовлении пустотелого ангела из тонкодисперсного бетона), можно пользоваться обыденным наиболее дешевеньким силиконом.
Изготовление форм для заливки бетона

Для того чтоб вся бетонная система была очень надежной, нужно верно соблюдать процесс по подготовке строй материалов, совершенно вымерить нужные пропорции, буквально придерживаться определенной технологии производства, подбирать особые высокоточные формы для заливки бетона, также формы для производства пеноблоков. Не считая этого, довольно принципиальна и сама разработка производства форм, которые описывает потом крепкость и свойство продукции.
Опосля проведения всех предварительных работ бетонную смесь помещают в специально приготовленные формы для пеноблоков либо же формы для заливки бетона, которые можно приобрести у почти всех производителей.
Для чего же употребляются формы бетонных изделий?
Формы для изделий из бетона

Вышеупомянутые формы для бетонных изделий употребляются для получения данных блоков с определенными размерами. Но в истинное время большей популярностью пользуются конкретно всепригодные формы для бетона, которые можно также употреблять и в качестве форм для пеноблоков. Приготовленную бетонную смесь помещают в их на время не наименее, чем на 10 часов.
Сам процесс застывания зависит от огромного количества наружных причин, также от количества добавленного ускорителя, помещаемый в застывающую смесь. Также очень важна поддерживаемая температура. Опосля полного застывания форма стопроцентно разбираются, из нее достаются уже совсем готовые к эксплуатации блоки пенобетона.
Одной из самых всераспространенных обстоятельств недостаточной прочности блоков является неоднородность приготовленной консистенции конкретно перед помещением в форму для заливки бетона.
 Из чего же делаются емкости?
Из чего же делаются емкости?
 Из чего же делаются емкости?
Из чего же делаются емкости?Сама емкость делается из разных особых материалов и быть может нескольких видов, что зависит от применяемых материалов. Более всераспространенными материалами являются пластик, полиуретан и поливинилхлорид (ПВХ).
Формы для литья из бетона
Весьма почти все зависит также от свойства самого материала формы, потому что конкретно при помощи него можно сымитировать натуральную природную поверхность при производстве декоративного бетона, который нужен для различных наружных дизайнерских решений.
Воздействие форм для заливки бетона на прибыль
 Также нужно отметить, что формы для бетонных изделий имеют к тому же конкретное воздействие на прибыльность и рентабельность производства, потому что на их внутренних стенах может оставаться довольно огромное количество применяемой консистенции, которую предусматривалось учитывать в блоке. Нужно к тому же точное соблюдение геометрии, что потом положительно воздействует на удобства монтажа и на создание нужных характеристик.
Также нужно отметить, что формы для бетонных изделий имеют к тому же конкретное воздействие на прибыльность и рентабельность производства, потому что на их внутренних стенах может оставаться довольно огромное количество применяемой консистенции, которую предусматривалось учитывать в блоке. Нужно к тому же точное соблюдение геометрии, что потом положительно воздействует на удобства монтажа и на создание нужных характеристик.
Начальный материал, составляющий форму, регулирует качественность продукта, также может наращивать либо уменьшать процент брака при производстве. Например, емкости, сделанные из ПВС, могут увеличивать количество бракованных изделий, потому что в ней консистенции и красители скатываются, а материалы снутри задерживают на собственной поверхности пузырьки воздуха. Это приведет к бессчетным недостаткам, также предстоящей непригодности продукции.



























