Обработка нержавейки: способы, методы и советы
Существует несколько режимов обработки нержавейки, которые помогают не только лишь сделать лучше ее высококачественные свойства, но также существенно делают лучше ее наружный вид. Не считая того, обработка таковой железной поверхности дозволяет подводить эксплуатационные характеристики к необходимым показателям.
Шлифовка материала
Благодаря различным способам обработки нержавейки она довольно нередко употребляется не только лишь для производства деталей либо конструкционных частей, да и для декорации. Для того чтоб сделать лучше наружный вид, также достигнуть нужного уровня шероховатости покрытия, употребляется таковой способ, как шлифование и полировка. Достаточно нередко эти два способа соединяются воединыжды в один, и именуется он сатированием. Данный способ обработки получил такое заглавие из-за того, что поверхность таковой стали опосля окончания работ начинает припоминать ткань (мед. система клеток и межклеточного вещества, объединённых общим происхождением, строением и выполняемыми функциями) атлас либо же сатин.
Обработка сварных швов нержавейки, например, начинается с того, что нужно вывести поверхность до маленьких рисок. Для этого употребляется болгарка с кругом лепесткового типа.

Для чего необходимо шлифование
Не считая того что обработка нержавейки с помощью шлифования помогает сделать лучше наружный вид сплава, оно также может посодействовать в устранении поверхностных изъянов. Если убрать их на сто процентов не выходит, то с помощью этого способа можно создать так, чтоб они были фактически неприметны. Что касается способов выполнения, то производиться операция может как вручную, так и с помощью специального оборудования, которое работает от электронного либо пневматического привода. Есть несколько более всераспространенных устройств, которые употребляются для воплощения такового способа обработки нержавейки:
- пневматический ратфиль ленточный;
- барабанно-ленточная шлифовальная машина;
- остальные устройства, которые могут употреблять шлифовальную ленту.
Что касается выполнения таковой операции в домашних условиях, то тут почаще всего применяется ручной способ. Для этого обычно употребляют или шлифовальные листы, или приспособления, которые получили заглавие шлифки. На промышленных предприятиях сатирование, естественно же, производится с помощью различного специального оборудования.
Стоит добавить, что обработка швов нержавейки, листов и остального начинается с того, что употребляется круг для шлифовки с зернистостью 180. Опосля этого нужно еще употреблять два круга — 320 и 600. Для окончания работы нужно обработать сплав к тому же войлочным кругом.

Выполнение обработки в ручном режиме
В этом случае, если обработка нержавейки опосля сварки осуществляется ручным методом, то нужно придерживаться таковой последовательности работ:
- Потому что поверхность ранее подвергалась сварке, то поначалу нужно удалить прижоги.
- Поверхностную часть нержавеющего сплава, которая будет первой подвергаться таковой обработке, нужно отделить дюралевой лентой. Укладывается она в 2 либо 3 слоя.
- Та часть, которая не заклеивается таковой лентой, обязана обрабатываться с помощью возвратно-поступательных движений. Но необходимо держать в голове, что очень очень давить при всем этом на шлифок не нужно.
- Опосля того как будет достигнуто нужное свойство поверхности, дюралевая лента переклеивается на тот участок, который обрабатывался ранее, а освободившееся покрытие шлифуется.

Шлифовка на станках
Необходимо отметить, что может быть выполнение токарной обработки нержавейки. Другими словами шлифовку можно делать на токарном оборудовании. В таком случае на такие приспособления инсталлируются особые круги шлифовального типа. Стоит также отметить, что делать данную операцию на станке можно как на производстве, так и в домашних условиях, если в наличии имеется таковой агрегат. Тут принципиально отметить, что отлично делать такую операцию дозволит даже самое обычное токарное оборудование.
Что касается выполнения операции в ручном режиме, то употреблять шлифок не постоянно целенаправлено, а поэтому время от времени используются шлифовальные листы. В таком случае весьма принципиально верно подобрать их по зернистости. Чтоб не ошибиться, обычно употребляют предварительные детали для подбора.

Описание травления
Очередной действенный метод обработки нержавейки опосля сварки — это травление. Данная технологическая операция дозволит совладать с недостатками поверхности, которые появляются как раз из-за сварки, из-за тепловой обработки сплава, из-за обработки сплава способом пластических деформаций. Очередной плюс использования способа травления в качестве обработки — это возможность избавиться от цвета побежалости на поверхности материала. Также эта процедура дозволит обновить пассивный защитный слой покрытия, который защищает нержавейку от неблагоприятного действия завышенных температур.

Выполнение операции
Для воплощения операции в производственных масштабах употребляется кислота для обработки нержавейки либо же расплавленные щелочные среды. В этом случае, если для травления употребляется кислотная среда, то процесс протекает в два поочередных шага. На первом шаге сплав обрабатывается сернокислым веществом, на втором — употребляется раствор, базу которого составляет азотная кислота.
В этом случае, если применяется щелочная кислота при травлении, то сталь помещается в раствор каустической соды. Этот раствор способен на сто процентов убрать оксидную пленку с поверхности сплава, не испортив при всем этом его структуру.
Что касается выполнения таковой операции в домашних условиях, то внедрение кислотных либо щелочных средств исключено. Для этого были придуманы особые травильные пасты. Их изюминка заключается в том, что они имеют желеобразную густоту. Употреблять такие пасты нужно очень осторожно, потому что не считая азотной и плавиковой кислоты, в состав заходит еще соляная кислота и хлорид, а эти вещества представляют опасность для здоровья человека.

Применение пасты
Наносить травильную пасту можно только на ту поверхность, которая за ранее была отлично очищена, также обезжирена. Чтоб достигнуть подходящего эффекта, нужно просто помыть деталь теплой водой, а опосля этого помыть хоть каким моющим средством. Опосля нанесения пасты нужно бросить ее на поверхности сплава. Время выдержки составляет от 10 до 60 минут. По истечении подходящего срока паста смывается обыкновенной проточной водой. Для нанесения такового состава придется употреблять или кисточку кислостойкого типа, или специальную пластиковую лопатку. Стоит добавить, что если площадь сплава довольно большая, то для нанесения можно употреблять травильный спрей, который распыляется с помощью оборудования для струйного напыления. На нынешний денек есть несколько производителей травильных паст, которые известны больше всего. К таковым компаниям принадлежат SAROX TS-K 2000, Avesta BlueOne и Stain Clean (ESAB).

Несколько остальных методов обработки
Есть несколько остальных методов обработки, которые употребляются пореже, но все таки время от времени используются. Один из таковых способов — это хромирование. Применение данного режима обработки дозволяет достигнуть таковых свойств, как:
- улучшение наружного вида;
- увеличение стойкости к механическим действиям;
- мощное повышение стойкости к действию коррозии.
Недочетом данного способа будет то, что делать его можно лишь в условиях производства. Операция довольно непростая, а поэтому требуется квалифицированный спец для ее выполнения. Не считая того, нужны и особые расходные элементы. По сиим причинам делать хромирование в домашних условиях не получится.
Но в домашних мастерских можно удачно делать другую операцию, которая получила заглавие воронение. Она поможет придать поверхности симпатичный наружный вид. Данная процедура может производиться 3-мя различными методами. 1-ый метод — это применение кислотных смесей, 2-ой метод сопровождается применением щелочи, крайний вариант — это внедрение термического действия.
Применение токарной обработки
Обработка нержавейки на токарном станке в истинное время также вероятна. Но существует несколько заморочек. Такие характеристики, как предел растяжимости и твердость, у нержавейки и углеродистой стали фактически схожи. Но имеется большая разница в микроструктуре материала, а поэтому появляются и некие задачи.
Например, если применяется способ резания нержавеющей стали, то она поначалу будет упруго деформироваться, опосля чего же просто поддается обработке, а позже начинается стадия упрочнения. На таком шаге резать сплав получится лишь в том случае, если будет приложено существенно больше усилий. Разница заключается в том, что высоколегированная сталь, как нержавейка, подвергается всем сиим шагам намного заметнее, чем рядовая. Есть несколько главных заморочек, которые выделяются при таком методе обработки.
1-ая неувязка — это существенное деформационное упрочнение. 2-ая неувязка — это необходимость удаления стружки. 3-я неувязка — это износ рабочего инструмента. Еще есть одна неувязка, которая достаточно очень выделяется у жаропрочных марок нержавеющих сплавов. Неувязка заключается в высочайшем коэффициенте вязкости. Из-за этого стружка не осыпается, а повсевременно закручивается в длинноватую спираль.
Инструменты для резки
Из-за того, что сталь способна к сильному самоупрочнению, приходится разрабатывать особые виды кромок для режущего инструмента. Не считая того, нужно употреблять и особые сплавы для производства таковых особых инструментов. На нынешний денек есть два вида особых инструментов.
1-ый тип — это режущее приспособление, которое имеет химически осажденное покрытие. 2-ой тип владеет на физическом уровне осажденным покрытием режущей кромки инструмента для резки сплава.
Сатинирование нержавейки.

Сатинирование (направленная шлифовка) — это один из самых всераспространенных методов обработки поверхности изделий.
У этого метода есть тривиальные достоинства:
- Сатинирование один из самых обычных и стремительных методов обработки поверхности.
- Сатинированная поверхность наименее притязательна и просит меньше ухода, чем полированная либо матированная.
В данной нам статье я тщательно обрисую чем и как создать направленную шлифовку поверхности на нержавейке (либо любом другом сплаве), и расскажу как получить прекрасный и совершенно ровненький стык рисунка шлифовки в 45 градусов.
Для всего процесса обработки мы будем употреблять шлифовальную машинку Metabo Quick Inox (подробный обзор по ссылке).
Это спец машинка для обработки нержавеющих сталей и остальных металлов, и она владеет всеми необходимыми чертами и имеет высокое свойство.
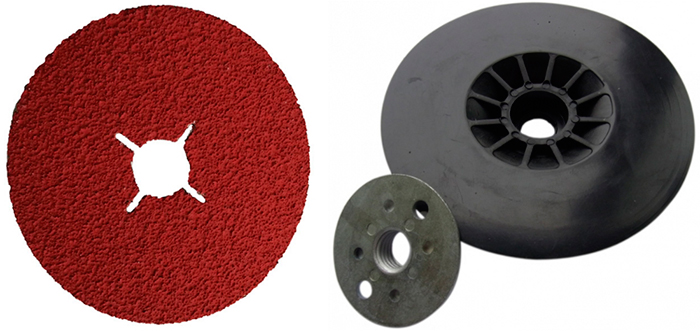
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях безупречным решением являются фибровые круги.
Для зачистки маленького шва на узкой нержавеющей стали используем фибровые круги VSM Р120 (с глиняним зерном, чтоб избежать перегрева сплава).
Рекомендуемые обороты — 7000 о/мин.
Для работы с наиболее толстой нержавейкой либо иными сплавами рекомендую употреблять Фибровый круг G-grind поперечник 125мм, зерно P120.


Зачистка сварного шва на плоскости.
Опосля удаления шва фибровым кругом, мы получаем ровненькую плоскую поверхность и перебегаем к последующему шагу.
Шаг 2. Снижение шероховатости в зоне зачистки шва.
На этом шаге нам необходимо снизить риску опосля фибрового круга Р120.
Это нужно для упрощения следующей обработки шлифовальным барабаном и валиком.
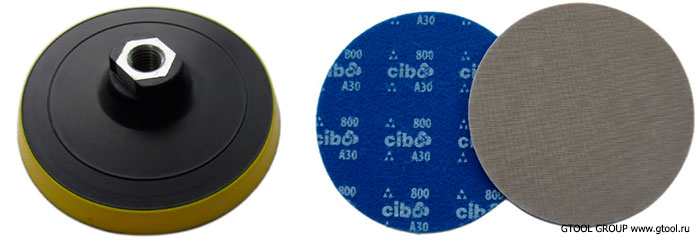
Материал Trizact™ (3M) просто удаляет опасности от предшествующего шага обработки и подготавливает поверхность для следующего шлифования.
Рекомендуемые обороты — 4000 о/мин.

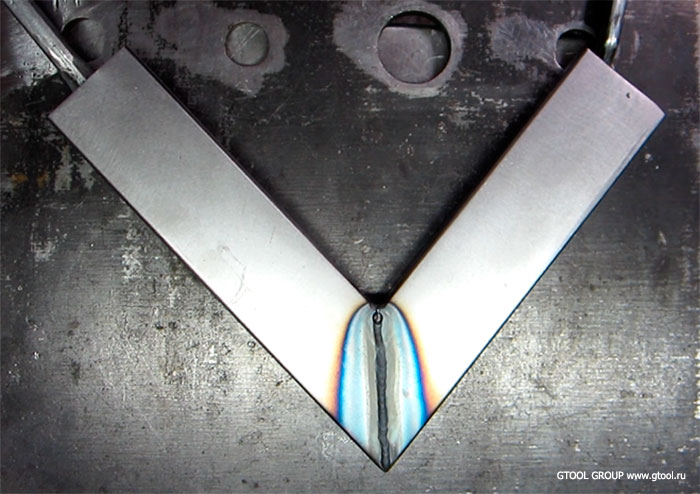
Шаг 3. Создание направленной шлифовки и получение ровненького стыка под 45 градусов.
Барабан ставиться на шлифовальную машинку при помощи специального переходника.

Но перед началом шлифовки барабаном мы должны приступить к формированию прекрасного стыка рисунка шлифовки. В этом нам поможет Скотч железный Cibo, для сатинирования 5000x40x0,15 мм
Необходимо отрезать кусок скотча, достаточный по длине и наклеить его аккуратненько на стыке, как показано на фото.

Сейчас аккуратненько приступайте к шлифовке вольного участка.
- Барабан должен вращаться в направлении от скотча, чтоб не задрать его и не отклеить либо деформировать.
- Используйте умеренный прижим, поэтому что скотч имеет весьма маленькую толщину 0,15 мм и может просто быть сошлифован брутальным абразивным материалом.
Шлифуйте до того времени, пока не получите равномерный набросок на всей вольной половине изделия.
Рекомендуемые обороты — 2500 о/мин.

Опосля этого переклейте скотч на уже обработанный участок, параллельно полосы рисунка и повторите операцию на 2-ой половине.


Сейчас мы можем приступить к заключительному шагу.
Шаг 4. Финальное сатинирование валиками из нетканого материала.
- Сглаживает грубые опасности от подготовительной шлифовки.
- Удаляет переходы меж зонами шлифовки.
- Делает поверхность наиболее равномерной и уменьшает сияние.

Не убирая железный скотч с поверхности, обработайте открытую половину так же как шлифовальным барабаном. Потом переклейте скотч, и повторите операцию.
Полировка нержавейки в домашних условиях видео
Гладкая зеркальная поверхность
нержавеющей детали быть может
получена не только лишь в промышленных
условиях, полировать нержавейку
полностью может быть и дома. Этот
процесс нужен для придания
красивого вида самодельной
работе, зачистке сварочных швов либо
для нейтрализации царапин на
поверхности.
Для вас пригодится
— углошлифовальная машинка
(болгарка);
— шлифовальные круги различной
зернистости;
— наждачка либо гранит;
— фетровые либо войлочные круги;- полировальная паста.
1
Поначалу проведите предварительную
зачистку поверхности, удалите
наплывы сплава со сварного шва.
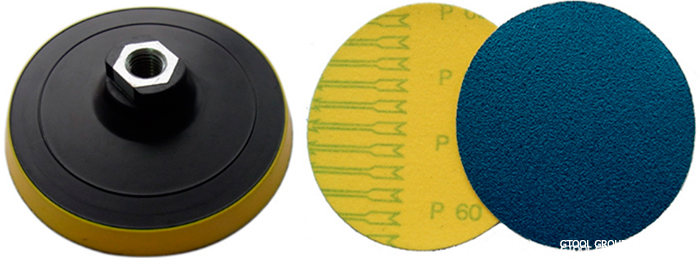
Для этого используйте
углошлифовальную машинку (болгарку)
и круг на фибровой базе с зерном
Р60. Если поверхность довольно
гладкая, пропустите этот шаг.
2
Для того, чтоб удалить опасности от
зерна Р60, возьмите круг с зерном
Р120.
3
Отшлифуйте поверхность нержавейки
еще пару раз, всякий раз
понижая размер абразива в два раза. Не забудьте промывать поверхность
нержавеющей стали опосля каждой
шлифовки. Если может быть, не
устанавливайте на углошлифовальной
машине скорость наиболее 4500 оборотов
в минутку.
4
Проверьте, поверхность опосля
шлифовки обязана быть совсем
гладкой. Удостоверьтесь, что устранены
все грубые шероховатости, по другому
опосля полировки эти участки
придется шлифовать поновой.
5
Возьмите незапятнанный фетровый либо
войлочный круг и полировальную
пасту . Принципиально верно подобрать
полировальную пасту, так как для
различных марок подступают различные виды
пасты. Постарайтесь отыскать алмазную
пасту, зернистость которой
соответствует вашему сплаву, в
последнем случае, подойдет рядовая
полировальная паста либо ГОИ.
6
Начните финальную полировку
нержавеющей стали, поочередно
убирая видимые опасности. Равномерно,
через некое время, вы увидите,
что поверхность становится все наиболее
гладкой, это происходит из-за того,
что под действием высочайшей
температуры поверхность детали
оплавляется и разливается.
Пытайтесь не перегреть деталь,
некие сплавы от этого могут
поменять цвет.
Материал имеет в собственном составе легирующие элементы, которые защищают от коррозии и образования нагара. С течением времени на поверхности возникают царапинки и потертости, также окисления. При всем этом помогает полировка нержавейки. В этом случае при обработке достигаются высочайшие классы шероховатости.

Методы полировки нержавеющей стали
Шлифовка нержавейки может выполняться в домашних условиях. При всем этом используют несколько способов обработки. К всераспространенным способам относят:
- механическую;
- химическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят с помощью материала, представленного зернами из абразивного материала. При обработке используют круг, диск, валик, или ленту. В качестве абразива выступает разные пасты, смеси и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива убирают выпуклости на железных поверхностях. Данный тип обработки именуют механическим.
В итоге механических действий на поверхность сплава образуются канавки и полосы с шероховатостью до 7 класса. При всем этом нужна доборная доработка нержавейки до 10 класса с помощью шлифовки.
Доработка нержавейки может выполняться в быту без использования особых приспособлений и инструментов. Данный вид полировки всераспространен в личных мастерских и гаражах. В условиях промышленных компаний используют последующие виды инструмента:
- ручные приспособления с электронным и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки с помощью магнитного абразива.
Для чистового шлифования используются абразивные материалы:
В качестве базы в их содержатся минеральные масла, парафиновые и стеариновые добавки, их нужно удалять опосля обработки с помощью растворителей.
Химический метод
Хим полировка представлена действием удаления шероховатости с помощью упорядоченного движения заряженных частиц от 1-го электрода к другому. Для способа используют установки с ваннами, заполненными веществом электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего сплава подключают к положительной клемме источника питания.
При подаче неизменного тока на поверхности сплава начинают создаваться заряженные ионы, которые потом перетекают к катоду. При освобождении частиц нержавки происходит выравнивание микровыступов. При обработке оператор может устанавливать глубину удаления сплава с помощью опции значения неизменного тока, также временем протекания процесса.
Способ дозволяет полировать детали со сложными геометрическими поверхностями. Удаляются выпуклости из мест с сложным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см 2 , в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Метод основан на образовании поверх детали рубахи, представляющей собой парогазовую плазму. Это дозволяет снимать выпуклости с поверхности сплава. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя сплава — до 3 мкм в минуту.
К плюсы такового способа относят:
- применение неопасных веществ;
- малые издержки.
Средства для полировки
Шлифование нержавеющей стали создают с помощью ручного инструмента с электронным приводом. В качестве доп приспособлений используются:
- круг из войлока либо фетра, салфетка, также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого производства;
- ленты для полирования.
- шлифовальные машины орбитального типа;
- болгарки с комплексом насадок;
- машины ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машины;
- ратфили ленточного типа с возможностью поворота насадок.

Периодичность ухода за наружным видом
Частота полировки нержавеющей стали зависит от появления на поверхности сплава повреждений и потертостей. Опосля обработки на нержавке появляется защитная пленка из атомов хрома, которая предутверждает коррозию и ржавление. При всем этом возникает матовый колер.
Для сохранения железного блеска на поверхности сплава запрещено использовать пасты, содержащие большой абразив, хлор. Повреждения на сплаве выявляются зрительно.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях личной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, также наличия окислений сплава. Хим полирование не рекомендуется, потому что может оказаться вредным для человека. Для обработки своими руками до блеска изделия нужно:
- На шлифовальную машинку установить полировальный круг с маленьким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при всем этом в составе рекомендуется использовать абразивные зерна малого размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку методом нажатия на пусковую клавишу.
- Перемещать аппарат нужно радиальными движениями.
- Опосля полировки отключают питание, а потом с помощью ветоши избавляют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего сплава поможет получить поверхность без шероховатости до 14 класса. При всем этом сплав приобретает зеркальный сияние.
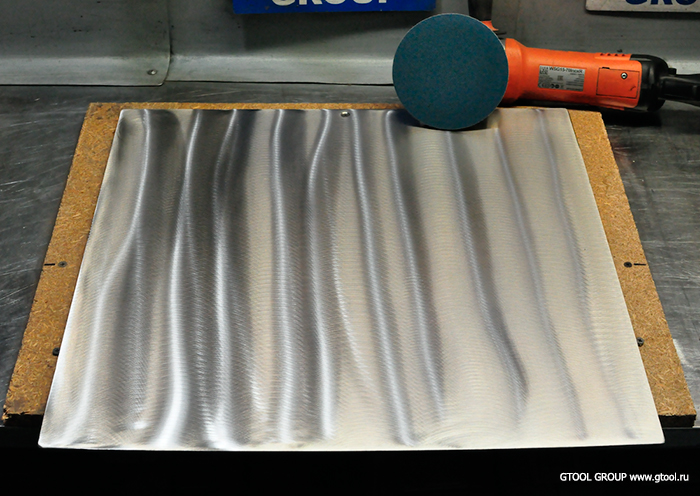
Еще одна история, как отполировать что-то из нержавейки.
Но сейчас это вправду большенный кусочек — 500 на 500 мм, из холоднокатанного листа.

На поверхности достаточно глубочайшие “раковины”. Потому придется начинать с грубого зерна.
Для первого шага попробуем круги зернистостью Р80 с опорной тарелкой средней жесткости (не плохое соотношение производительности и мягкости).
Используем керамику от компании VSM.
Средняя опорная тарелка обеспечивает не плохое давление для правильной работы глиняного зерна, и при всем этом подгибается, соблюдая плоскость детали.
Круги Р80 непревзойденно совладали со снятием подходящей толщины сплава за пару проходов.
Опосля этого понизим шероховатость теми же фибровыми кругами но Р120. Получили хорошую ровненькую поверхность.

Самое тяжелое изготовлено, идем далее. Нужно сделать лучше шероховатость до очень вероятного, чтоб было проще полировать в самом конце.
Керамическое зерно оставляет опосля себя достаточно грубые следы, которые осязаемо поглубже следов от аналогичного зерна к примеру из оксида алюминия. Потому последующим шагом снизим шероховатость используя то же зерно Р120, но кругом на липучке из цирконата алюминия (средний вариант меж керамикой и оксидом алюминия).
Любой последующий шаг производим накрест с предшествующим, чтоб лучше надзирать съем сплава и геометрию заготовки.
Вот что получаем.
Уже прекрасно, не правда ли?
Сейчас настало время оксида алюминия — круги, обеспечивающие наилучший финиш перед полировкой.
Вот что получаем.

И сейчас можно бы приступить к полировке, но я сделал очередной шаг.
При помощи орбитальной машинки (ОШМ) и маленького зерна Р1000 проверим поверхность на сокрытые недостатки, не осталось ли следов от шлифовки УШМ.

Поверхность вышла ровненькая, глубочайших царапин не найдено.
Приступаем к первичной полировке. Используем плотный войлок на УШМ — Круг торцевой полировальный войлочный d125 и белоснежную полировальную пасту.

Опосля подготовительной полировки удаляются все большие опасности от шлифовки. Но на детали остаются следы от войлока и пасты.

Чтоб это все убрать делаем финальную полировку.

Наносим пасту на сам круг и слегка размазываем по заготовке, чтоб лишняя паста не улетала в сторону. По мере необходимости повторяем операцию пару раз.
И в самом конце, чтоб исключить возможность оставления радиальных следов от УШМ этим же полировальником пару раз пройдемся по детали при помощи орбиталки

И следы полировальной пасты удалим при помощи венской извести.
Увидел что ощищать поверхность так же комфортно при помощи орбиталки. Просто берем применяемую салфетку либо ветошь и придавливает ее машиной.

Все, деталь отполирована.

Итог очень сносный.
Не считая того, на это раз мы можем поведать сколько конкретно пригодилось кругов и высчитать стоимость абразивов для того чтоб отполировать 1/4 м2 нержавеющего листа.
Сами круги — на 1 592 рубля.

Полировальные пасты и венская известь(применены только маленькие толики от упаковки) приблизительно — 250 р.
Итого — 1 842 рубля.
Т о есть отполировать квадратный метр нержавющей стали будет стоить — 7 368 рублей (лишь за материалы).
Не считая амортизацию инструмента и трудовые затраты.
К слову у меня ушло 4,5 часа на эту работу. Без отрыва.
Хотя я бы предпочел созодать это подольше, поэтому что:
- это достаточно тяжело на физическом уровне.
- заготовке лучше давать время остывать, потому что подогретая она становится мягенькой и может царапаться от случайных включений пыли и абразива.
Но сейчас у Вас есть кое-какие числа и вы сможете решать сами — созодать либо не созодать.



























