Художественная ковка металла своими руками
Ковка имеют обширное применение: кованые изделия употребляются в быту, делают нашу жизнь безопасней, служа огораживаниями, украшают дом и сад. Сетки на окна, перила и огораживания лестниц, интерьерная и садовая мебель, декоративные изделия и цветочницы — все это кузнечная работа, художественная ковка. Сейчас ручная художественная ковка металла не сдает позиций, противостоя напору технологий и машинной обработки. Это сложное мастерство покорится немногим даже из тех, кто не опасается томного физического труда и способен к творчеству. Тому, кто, тем не наименее, решил завладеть сиим старым ремеслом следует ознакомиться с видами и технологией работы с сплавом, также с главными качествами сталей, наименьшим оборудованием кузни и исходным инструментарием.
Ковка металла: общие понятия и определения
Ковка металла — процесс механической обработки железной заготовки прессованием. Цель — придание рабочей детали подходящей формы, размера, плотности. Промежные изделия и полуфабрикаты именуют поковкой .
Художественная ковка — создание, выше описанным способом, предметов быта, декоративных и прикладных изделий имеющих какую-либо художественную ценность. Естественно, формулировка обобщенная и довольно размытая, но оставим это на совести составителей словарей. Что прекрасно либо оригинально, где видно работу и душу (уж какую ни есть) мастера — то и есть — художественная ковка. Условились.
Ковка ручная и машинная.
Ковка разделяется на машинную ковку и ручную. 1-ая употребляется в индустрии, предполагает внедрение пневматических, паровых либо гидравлических прессов, как основного средства производства. Она быть может как жаркой, так и прохладной. Прохладная ковка вероятна в машинном варианте, т.к. употребляются механические молоты с массой падающей части до 8000 кг и пресса с прилагаемым усилием до 200 кг·м/с2. Вес заготовки в обработке может исчисляться десятками тонн. Машинная ковка, в главном, применяется для крупносерийных изделий (к примеру, холоднокованые авто диски), и делается она на штампе (см. ниже).
Ручная ковка — художественная работа. Главные процессы выполняются кузнецом вручную, что и следует из наименования. Естественно, сейчас мастеру оказывают помощь пневматические молоты. Они поменяли молотобойца.
Ковка вольная и на штампе.
Ковка на штампе — опосредованное действие на заготовку пуансоном, при котором «текучесть» металла ограничена матрицей. Служит для тиражирования деталей данных характеристик.
Вольная ковка — конкретное действие на поковку, которая «течет» свободно. Она, в главном, употребляется в изделиях художественной ковки, дает наибольший простор для творчества в производстве малых тиражей и неповторимых работ.
Ковка прохладная и жгучая.
Принято различать два вида ковки — жгучая и прохладная. Хотя, обратившись к справочникам, Вы прочтете определение о «высокотемпературных процессах обработки металлов, нагретых до ковочной температуры». Ковочная температура зависит от физического и хим состава металла, стали либо сплава. Умение верно найти ее очень принципиально для удачной работы, в особенности при изготовлении деталей с малым допуском в размерах либо с завышенными требованиями к прочности, плотности. Рабочий температурный режим у различных металлов колеблется от 400 °С (алюминий) до 1800°С (сплавы титана). Ковка с нагревом металла дозволяет создавать поковки хоть какой трудности, применяя массу кузнечных приемов. При нагреве заготовка становится относительно пластичной, позволяя «измываться» над собой. Средством жаркой ковки создаются истинные произведения искусства. Нагретые до определенной температуры куются практически все сплавы, сплавы и стали; обрабатываются большие детали и металлической прокат огромного сечения. Изделиям художественной ковки в нагретом состоянии может придаваться разная фактура: имитация коры, насечки, бороздки, вмятины. Прохладная ковка сталей в ручном варианте не применяется. Этот термин с заменой понятий искусственно культивируется для роста продаж и цены простых сварных изделий, сделанных при помощи станков и ручных приспособлений способом гибки приготовленного железного проката. Ручная ковка сталей без разогрева в производственных масштабах невозможна, из-за того, что в отсутствии текучести заготовки ударные поверхности не будут иметь лишней прочности по отношению к обрабатываемым. Проще говоря, от рикошета поковки весьма стремительно выйдут из строя и оборудование и сам кузнец. Таковым образом: ручной «холодной ковкой» ничего не куется, и применительно к ручной ковке, термин «холодная ковка» является, на самом деле, словоблудием. Для такового рода изделий существует арготический термин, который отлично отражает и фонетически и ассоциативно художественную ценность продукта — гнутьё.
Материалы для ковки
Для производства декоративных и прикладных изделий способом художественной ковки используются разные сплавы, принципиальной чертой которых является ковкость. Высшую ковкость имеют медь и ее сплавы. Меньшей ковкостью владеют конструкционные и инструментальные стали с высочайшим содержанием углерода. Лучшее соотношение прочности и пластичности для производства нужных в быту кованых изделий у низкоуглеродистых сталей (содержание С до 0,2%). Также, доступная стоимость металлопроката прибыльно различает железные ворота либо сетки от изделий из бронзы и выполненных из меди. Современный металлической прокат балует начинающих кузнецов богатым выбором профилей и размерным рядом. Можно приобрести полосы, прутки, квадраты, 6-ти и 8-мигранники, проволоку, проф. трубы и т.д.
Помещение для ковки
Естественно, походную временную кузню можно организовать и в чистом поле, но к этому ли Вы стремитесь. Для суровой круглогодичной работы будет нужно помещение отвечающее наименьшим требованиям по сохранности труда, вентиляции, пожарной сохранности. Помещение наименее 45-50 кв.м. подступает разве что для творческой мастерской, для производства маленьких поделок. Рабочее пространство кузнеца обязано быть самое маленькое 15 кв.м., другими словами хотя бы место в радиусе 2 м. от наковальни. Горн для разогрева металла займет 8-12 кв.м. с учетом подходов к нему. Плюсом пространство под сборочный стол, плиты для рихтовки, пресс, точило, стеллажи для оправок и инструментов, склад материала, размещение средств тушения пожаров. Несколько выиграть место можно организовав сварной пост для сборки изделий на улице, лучше под навесом. Внедрение механизации — кузнечных молотов и прессов — просит соблюдения неких неотклонимых правил. Нужен серьезный фундамент и кирпичные стенки, также автономные фундаменты для пневмомолотов и прессов, которые делают осязаемую вибрацию. Пренебрежение правилами сохранности в кузнице неприемлимо, потому что применяемое оборудование может представлять опасность не только лишь здоровью, да и жизни беззаботного человека. Последующий момент: приточно-вытяжная вентиляция. Условия работы жаркого цеха и внедрение сварки исключают возможность небрежного дела к вентиляции помещения. Лучше привлечь экспертов, ведь этот вопросец очень важен. Не считая того, индивидуальные принудительные вытяжки должны устанавливаться на горны и посты со стационарным режущим электроинструментом. Изделия художественной ковки требуется чистить и красить. Окрашивание на десктопе неловко и опасно, как следует необходимо помещение (либо место вне помещения) либо посторонний сервис по окрасу.
Подведем результат. Помещение для производства художественной ковки, рассчитанное на 1-го кузнеца с одним номинальным сварочным постом и малой механизацией, обязано быть 50-70 м.кв. Строение обязано быть серьезным, одноэтажным, с высотой потолка от 3,5 м., с высококачественной вентиляцией. Оно не быть может пристройкой и даже граничить с жилыми либо присутственными зданиями. Нужно трехфазное электричество, желателен водопровод. Обязателен беспрепятственный подъезд мед и пожарных служб. Требованием этого списка идеальнее всего, естественно, соответствуют заводские цеха.
Изначальное оборудование и инструменты
 Горн — пылающее сердечко кузни. Он представляет собою печь для разогрева заготовок, оборудованную электронным вентилятором для регулируемого нагнетания воздуха в зону горения. Размеры горна зависят от габаритов обрабатываемых деталей. Для работы с ограниченным набором проката либо маленькой заготовкой можно ограничиться газовой печью (естественно, не бытовой 4-х комфорочной, а специальной кузнечной). Более всераспространен горн на ископаемом угле. Угольный горн дозволяет греть габаритные заготовки, также создавать нагрев подходящего фрагмента либо участка. Рабочая температура горна 900-1800°С. Мастера художественной ковки определяют готовность заготовки по цветам каления(побежалости) сталей, особые замеры температур, обычно, не выполняются.
Горн — пылающее сердечко кузни. Он представляет собою печь для разогрева заготовок, оборудованную электронным вентилятором для регулируемого нагнетания воздуха в зону горения. Размеры горна зависят от габаритов обрабатываемых деталей. Для работы с ограниченным набором проката либо маленькой заготовкой можно ограничиться газовой печью (естественно, не бытовой 4-х комфорочной, а специальной кузнечной). Более всераспространен горн на ископаемом угле. Угольный горн дозволяет греть габаритные заготовки, также создавать нагрев подходящего фрагмента либо участка. Рабочая температура горна 900-1800°С. Мастера художественной ковки определяют готовность заготовки по цветам каления(побежалости) сталей, особые замеры температур, обычно, не выполняются.
Пневматический кузнечный молот служит для вольной ковки и ковки на подкладных штампах. Более всераспространены молоты с массой падающей части от 40 до 150 кг. и скоростью от 110 до 250 ударов за минуту (в оборотном согласовании).
 Наковальня — конкретно рабочее пространство кузнеца. Более комфортна для большинства кузнечных операций двурогая наковальня. Она имеет округленный рог, тонкий охвосток и технологические отверстия квадратной и круглой формы. Круглое отверстие создано для зацепа заготовки и является посадочным местом для пробоя, а в квадратное отверстие устанавливается вспомогательный инструмент. Рабочая поверхность называется цинично — лицо.
Наковальня — конкретно рабочее пространство кузнеца. Более комфортна для большинства кузнечных операций двурогая наковальня. Она имеет округленный рог, тонкий охвосток и технологические отверстия квадратной и круглой формы. Круглое отверстие создано для зацепа заготовки и является посадочным местом для пробоя, а в квадратное отверстие устанавливается вспомогательный инструмент. Рабочая поверхность называется цинично — лицо.
Рихтовочная плита — поверхность для сглаживания материала и правки изделий. Она должна быть эталонно ровненькой. Используются плиты очень жестких сплавов — предназначение обязует. Чем толще плита, тем она надежнее и подольше прослужит кузнецу. Малый размер 300х500х50 мм.
Сборочный стол нужен, если не ограничиваться поделками крохотных размеров. На нем выполняются сварные и механосборочные работы. Столешницей может служить сплав, ДСП, фанера, доски. Более всераспространенные изделия художественной ковки — это разные огораживания, предметы мебели, декорации для дома и экстерьера, скульптурные композиции — «на коленках» их не соберешь.
Кувалды, молоты и ручники — главные орудия кузнеца. Для работы нужно иметь набор «хорошо ложащийся в руку». Начинающему мастеру ручной художественной ковки необходимы, как минимум: 1-2 кувалды весом 4-9 кг., 2-3 молотка весом 1,5-3 кг., 2-3 ручника (ударение на 1-ый слог) весом 0,5-2 кг. Предназначение инструмента думаю объяснять не нужно, но необходимо подчеркнуть, что требования к качеству стали особенные. Также важны свойства твердости бойка и задка. От надежности ударного инструмента почти во всем зависит здоровье кузнеца.
Чтоб начать ковать, нужно уметь ковать. Вот таковой вот нонсенс. Дело в том, что весь инструментарий кузнец художественной ковки, обычно, делает сам, включая пуансоны с матрицами из высокоуглеродистых марок сталей, фасонные молотки и шпераки.
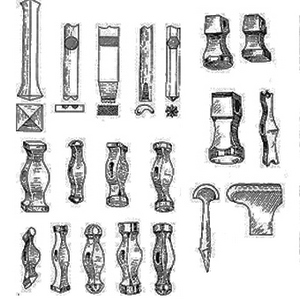 Фасонные молотки — особый инструмент для определенных кузнечных операций. К ним относятся: подсечки, гладилки, зубила, бородки и много еще что. Фасонные молотки бывают как ударными (которыми наносят удар по поковке), так и подкладными (на которых размещена поковка при ударе иным молотком либо кувалдой).
Фасонные молотки — особый инструмент для определенных кузнечных операций. К ним относятся: подсечки, гладилки, зубила, бородки и много еще что. Фасонные молотки бывают как ударными (которыми наносят удар по поковке), так и подкладными (на которых размещена поковка при ударе иным молотком либо кувалдой).
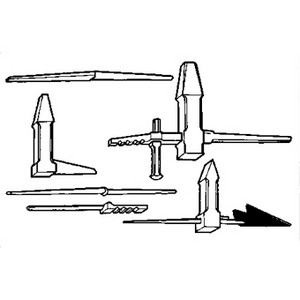 Шпераки — это мелкие наковальни на наковальне. Неясно? Это таковой особый инструмент узенькой специализации, который имеет «ногу» и закрепляется в квадратном отверстии на рабочей наковальне. Они играют роль фасонной поверхности при узкой работе с маленькой поковкой. Для различных поточных операций кузнец делает их для себя для облегчения производства серийных деталей. Порою этот инструмент имеет так необычные формы, что предназначение его не сходу понятно.
Шпераки — это мелкие наковальни на наковальне. Неясно? Это таковой особый инструмент узенькой специализации, который имеет «ногу» и закрепляется в квадратном отверстии на рабочей наковальне. Они играют роль фасонной поверхности при узкой работе с маленькой поковкой. Для различных поточных операций кузнец делает их для себя для облегчения производства серийных деталей. Порою этот инструмент имеет так необычные формы, что предназначение его не сходу понятно.
Клещи необходимы для извлечения заготовки из горна и удерживания ее на наковальни в процессе ковки. Некие операции на пневматическом молоте тоже происходят с удержанием поковки в клещах — это небезопасно и просит высочайшей квалификации мастера. Под любой материал делаются свои клещи, потому что очень принципиальна надежность захвата детали.
Вилки и захваты, шаблоны и оправки — вспомогательный инструмент, который с возрастом накапливается у кузнеца «числом легион». Под разные углы загиба и радиуса, под конкретное количество витков спирали, под оборотные углы и развороты, под материалы всех сечений и форм — отдельная оправка. Если кузнецу тяжело расстаться со старенькыми, и иногда не подходящими, вещами, то кузня, безизбежно, погрязнет в давних шаблонах и вилках, посреди сотен которых недозволено будет найти необходимое приспособление. Весь вспомогательный инструмент, обычно, устанавливается на наковальню. При неизменном использовании может иметь стационарное крепление на станине. Естественно это не все, и довольно поверхностно. Наиболее плотно ознакомиться с профессией необходимо лично и на примерах. Начать лучше с выставок художественной ковки и выставочных залов кузнечной продукции. Возлагаем надежды — этот текст был кому-то полезен. Менеджер может стать старшим менеджером, «подсидев» предшественника, а кузнец лишь кровавыми мозолями достигает вершин мастерства в художественной ковке металла. Дерзайте — и получится. обязано получиться.
Поделки своими руками при помощи сварки
Поделки из металла типа стали при помощи сварки получаются достаточно крепкими и надежными, при этом создать их может даже человек, который ранее совершенно не имел опыта работы с схожей технологией. Основное на первом шаге вполне соблюдать технику сохранности во время проведения работ, другими словами не попасть на себя жаркими искрами либо раскаленным сплавом, также не получить ожог глаз.
Поделки из железных заготовок при помощи сварки будут очень полезны в личном либо пригородном доме, также на даче. Благодаря данной продукции можно весьма стремительно и просто освоить даже значительную местность, возвести забор, создать калитку, беседку, навес и так дальше.
Разновидности сварочного оборудования для бытовых работ
До этого всего нужно обзавестись надежным сварочным аппаратом. В бытовых критериях, где не требуется получать соединения весьма высочайшего свойства, в отличие от промышленных работ, пользуются трансформаторным либо инверторным оборудованием. Каждое из этих устройств владеет своими положительными и отрицательными чертами.

Трансформаторные конструкции различаются суровыми габаритами и большенный массой, что затрудняет проведение работ, если аппарат необходимо перемещать на значимые расстояния, к примеру, при строительстве забора либо остальных габаритных изделий из железа. Еще одним недочетом трансформаторной сварки является довольно мощная перегрузка на электронную сеть, также их недозволено подключать к генераторам бензинового либо дизельного типа.
Сварочные аппараты инверторного типа различаются наиболее сложным устройством, потому самому их собрать не представляется вероятным. Они работают совсем по иной технологии, которая дозволяет работать не только лишь со сталью, да и с различного рода цветными сплавами. Разработка производства предполагает внедрение трансформатора наименьшего размера, что делает его наиболее малогабаритным и легким. Почти во всем из-за этого оборудование транспортировать существенно легче, нежели трансформаторные устройства. Расход электронного тока еще меньше, перегрузка на сеть даже от самого массивного устройства мала. Разрешается подключать систему к генераторам.
Базы проведения сварочных работ
Если сваривать приходится в первый раз, то сходу приниматься за создание сложной конструкции не стоит. Поначалу стоит испытать свои силы на ненадобных железных деталях. На первом шаге следует научиться зажигать дугу и держать ее на требуемом расстоянии от металла, чтоб она выдавала неизменное напряжение. В предстоящем нужно осознать, как формируется сварное соединение при помощи наплавки расплавленных участков заготовок друг на друга.
Непременно следует поиграть силой тока, чтоб разобраться в том, как верно ее регулировать, потому что этот показатель будет очень изменяться зависимо от толщины заготовок. Сила тока подбирается так, чтоб в сплаве не появлялось сквозных проплавленных отверстий. Поперечник электрода также играет немаловажную роль. Для получения высококачественных изделий из металла своими руками в бытовых критериях полностью довольно применять электроды, поперечник которых будет находиться в границах 2-3 м. Электроды следует брать новейшие и вполне сухие, даже незначительно отсыревшие изделия не дозволят получить доброкачественную дугу и создадут в конечном счете недоброкачественный шов.
Процесс производства обычных изделий
Как уже говорилось выше, идеальнее всего начинать с производства более обычных, даже простых, конструкций. К примеру, это быть может обычная железная шкатулка, которая будет делать не только лишь декоративные, да и определенные практические функции. Создать ее можно из обычной жестяной банки. Для того, чтоб работа стала очень комфортной, нужно держать под рукою ряд определенных инструментов:
- сварочный аппарат инверторного либо трансформаторного типа;
- ножницы;
- шлифовальная бумага;
- линейка и карандаш для производства разметки;
- несгораемая и неплавящаяся поверхность, которая будет выступать в качестве рабочей базы;
- бумага для расчерчивания грядущего изделия.
Если же идет речь о производстве грохотов, то лучше обратиться к професионалам.
Сначало следует удалить с поверхности заготовки старенькую краску — это можно выполнить с помощью крупнозернистой шлифовальной бумаги. Дело в том, что окрашенные поверхности сваривать меж собой категорически запрещается. Краска под действием высочайшей температуры будет выгорать, превращаясь в ядовитые пары, которые весьма вредоносны для людского здоровья, также она станет очень очень прогревать сплав, что может привести к появлению прожогов.

Снимать старенькое лакокрасочное покрытие следует весьма осторожно, потому что жесть является весьма мягеньким сплавом, который можно с легкостью разрушить, к примеру, промять. Сейчас банку нужно разрезать ножницами по сплаву либо обычной ножовкой. Поначалу убирают дно, потом высшую часть прорезают вдоль. С высочайшей толикой вероятности будут возникать заусенцы либо другие выпуклости по бокам, от которых следует сходу же избавиться, счистив их ратфилем. Когда заготовка будет изготовлена, ее сгибают таковым образом, чтоб вышла коробка. Непременно все углы инспектируют угольником. Все сгибы необходимо будет осторожно проварить, потому что жесть весьма стремительно образует прожоги. Благодаря сварке система обретает нужную крепкость, также формируются особые ребра жесткости. Крышку лучше создать на маленьких петлях. Их можно закрепить на поверхности при помощи малеханьких заклепок либо же попытаться приварить их к изделию. Чтоб шкатулка запиралась, делают маленькой крючок накидного типа.
Техника сохранности при проведении сварочных работ
Создавать сварочные работы следует с учетом техники сохранности, потому что это довольно страшный вид деятельности, при этом как сама сварка, так и ряд предварительных работ, к которым относится резка, фрезеровка, закрепление заготовок и так дальше. Опасность представляют последующие моменты:
- удар электронным током;
- поражение органов зрения ультрафиолетовым излучением, которое достаточно активно исходит от зажженной дуги;
- вероятное попадание в глаза окалины, искр и остальных сторонних предметов;
- проникновение в легкие ядовитых паров;
- если имеются открытые участки тела, то они могут получить ожоги от расплавленного металла либо от искр;
- при применении баллонной сварки следует оградить себя от вероятного взрыва баллона.
Еще удобнее применять маску типа «хамелеон», потому что она будет становиться черной сходу опосля того, как будет зажжена дуга. Этого удается достигнуть за счет наличия в ней специальной автоматики и датчиков, которые мгновенно реагируют на появление мощного источника ультрафиолетового излучения. Почти все мастера в бытовых критериях пользуются очками для сварщика, потому что они отлично защищают глаза от излучения, но существенно меньше стесняют движения, также разрешают создать угол обзора существенно больше, что при проведении сварочных работ важно. При правильном подходе к сварке получится получить высококачественное соединение без какого бы то ни было вреда собственному здоровью.
Какие бывают сварные лестницы для дома
В качестве междуэтажных и внешних лестниц наиболее целенаправлено устанавливать изделия из металла. При соответственной противокоррозионной обработке они высокопрочны, надежны, не зависят от колебаний погодных критерий, влажности и температуры. Систему данного изделия можно изготавливать или ковкой, или сваркой. Но при всех собственных бесспорных плюсах, кованые лестницы для дома – довольно драгоценное наслаждение. Есть ли кандидатура? Да, если разглядеть вариант установки в личном доме сварной металлической лестницы либо лестницы с применением сварных частей.

Избираем сварную лестницу на 2-ой этаж
В чем заключаются достоинства
Улучшение сварочных технологий привело к приметному улучшению наружного вида схожих конструкций – позиции, по которой сварные лестницы нередко проигрывали кованым. Установка в доме таковых изделий обеспечивает последующие положительные индивидуальности:
- Уменьшение денежных издержек. Если кованые лестницы по кармашку далековато не многим, то сварные еще экономичнее как по материалам, так и по технологии собственного производства.
- Изготовка неких частей может производиться конкретно на месте установки.
- В процессе работ не требуется наличие дефицитного оборудования и устройств.
- В качестве начального материала могут употребляться наименее дефицитные, чем для ковки, профили металлопроката, а при способностях таковой объект можно сконструировать даже своими руками

Сварную лестницу из металла можно установить на входное крыльцо дома, на чердак и в технических помещениях.
Конструкции для дома
Для сварной лестницы нужно наличие последующих девайсов:
- Железный основа – толстолистовая полоса, швеллер либо уголок. Эти детали употребляются в качестве косоура – наклонной балки, к которой потом будут привариваться лестничные марши.
- Железные марши со ступенями. Их количество определяется за ранее, на основании расчетов по требующейся высоте подъема на крыльцо либо этаж.
- Элементы огораживания, в каком с помощью сварки производятся кружевные декорации.
- Перила, устанавливаемые поверх ограждающих лестницу частей.

Различают последующие виды изделий (как входных, на крыльцо, так и междуэтажных).

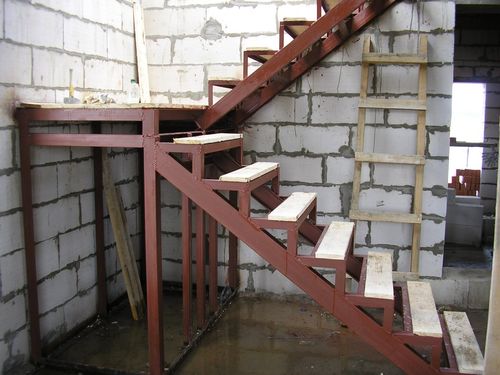
Маршевые каркасного типа
Они инсталлируются по всей ширине лестничного просвета, как на фото. Являются более надежными по прочности и жесткости, так как занимают очень вероятное пространство. Неплохи в качестве входных, но являются более томными и металлоемкими. В неких вариантах остающееся место под лестницей такового типа можно применять и полезным образом, разместив там, к примеру, низкий шкаф, журнальный столик с парой кресел либо тумбочку.

Больцевые консольного типа
Их марши устанавливаются прямо в одну из несущих стенок дома, как показано на фото. Таковой вариант выполнения зрительно смотрится наиболее легким и роскошным, но увеличивающаяся изгибающая перегрузка на элементы огораживания, ступени и перила просит особо высочайшего свойства проведения сварочных работ. Также растут требования сохранности к огораживаниям, которые должны быть увеличены на 150-300 мм.

Винтообразные
Такие варианты, показанные на фото, числятся более малогабаритными, а поэтому нередко проектируются в домах, где имеется мало вероятное место под установку лестниц. Характеризуются меньшей пропускной способностью, потому почаще предусматриваются в качестве доп. Каркасом винтообразных лестниц служит единственная железная опора, а поэтому к качеству ее установки должны предъявляться особенные требования.

Комбинированные материалы
Особенной разновидностью сварных лестниц являются конструкции, в каких, не считая металла, употребляются и остальные материалы. А именно, сварные элементы нередко используют при установке железобетонных лестниц. При всем этом на металлической основа инсталлируются железобетонные ступени, а все другие составные части конструкции – перила, огораживания – предугадывают металлическими, в сварном выполнении.

Такие лестницы, как видно на фото, очень надежны, и при высочайшем качестве производства сварных работ различаются также своим симпатичным наружным видом. Предусматривая установку таковых лестниц на крыльцо дома, их эстетику можно приметно повысить, введя элементы, сделанные способом прохладной обработки давлением – гибки, завертки и прочее. В итоге детали снаружи напоминают кованые, а поэтому присваивают изделию больше изящества.

Самостоятельное изготовка
Некие выполнения – комбинированные либо маршевые – полностью можно сделать без помощи других. При наличии опыта выполнения сварочных работ и высококачественного электросварочного аппарата процесс сборки не занимает много времени. Тем наиболее, если кропотливо обмыслен дизайн изделия, и подготовлены все нужные материалы. Для производства сварной лестницы из металла своими руками потребуются также:
- болгарка,

- строительная рулетка,
- молоток для отбивания остатков грата.
Сначала производится вырезка деталей будущей железной лестницы: нужного количества ступеней и опорных балок. Потом к опорам привариваются ступени и делается их чистка. Элементы огораживания стоит заказывать раздельно, оговорив требуемые узоры. Потом производится сварка готового огораживания и перил. Этапы производства изделия своими руками представлены на видео.

Опосля проверки свойства сварных швов стоит испытать всю систему в сборе – накрепко ли прикреплены перила и агрессивно ли установлено огораживание лестницы. При положительном итоге проверки готовую систему можно окрашивать под цвет интерьера помещения (для внутренних железных сварных лестниц) либо под дизайн крыльца – для внешних.



























