Станок для гибки листового металла своими руками

Сделать листогибочный станок своими руками несложно, но пока не много кто из домашних мастеров и профессионалов, использующих нужные формы из листовой стали в собственном деле, занимаются созданием такового оснащения для личных нужд. Меж тем аналогичное устройство, владеющее достаточно высочайшей прочностью и несложностью в работе, поможет отлично сберечь.
В индивидуальности создание и употребление станка для гибки листового металла своими руками животрепещуще для тех, кому необходимо исполнять технологические деяния по гибке листовой мануфактуры нужно не ежедневно и в огромных размерах, а периодически.
Виды листогибов и их механизм
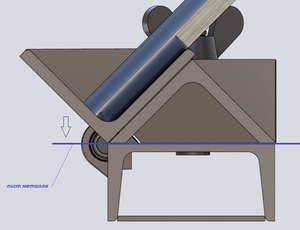
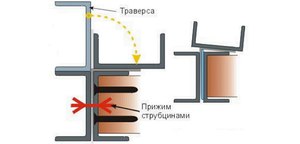
До этого чем начать созодать листогиб своими руками, нужно верно установить список задач, для решения которых он нужен. От головного предназначения подобного устройства будет зависеть, по какой схеме он будет изготовлен. Более простым является механизм, в каком листовое железо гнется с помощью особенной траверсы. При помощи такового устройства можно просто согнуть листок металла под углом 90 градусов, применяя только силу рук без дополнительных приспособлений, если ширина листка не выше 0,5 метра.

База листа фиксируется с помощью струбцин или тисков, а его гнутье делается за счет давления, оказываемого траверсой.
В определенных вариантах для получения угла заворота буквально в 90 градусов может понадобиться вложенная приставка, представляющая собой обычную полосу металла, которая поможет компенсировать упругость листка.
Наиболее сложным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе размещается на матрице, а пуансон спускается на заготовку сверху, сообщая ей нужный профиль. В хозяйственных критериях листогибочная машинка навряд ли отыщет употребление, потому что она достаточно непростая и опасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с сделанным своими руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узеньких листов металла не составит труда. Наиболее совершенной считается листогибочная машинка, гнутье железа в какой исполняется за счет деяния 3-х валов.
Такое оснащение именуется проходным. Одним из главных его преимуществ считается то, что его управляемые вальцы разрешают получать разный радиус извива. Аналогичный аппарат для гибки металла быть может с ручным либо гальваническим приводом, а его вальцы могут владеть различной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения почти всех жестяных работ, которые предполагают выгибание заготовок, изготовку секций труб с огромным поперечником и др.
- Профилированные вальцы необходимы для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
- Протяжной станок быть может укомплектован опорой, прижимом и траверсой, что разрешает использовать его для ручной гибки болванок.
- Подобные станки оснащаются набором валов различного профиля, которые также можно приобрести добавочно, чтоб создать машинку наиболее всепригодной.
С чего же начать создание листогиба
Чтоб сделать машинку для гнутья листового металла, будет нужно чертеж этого устройства либо его детальные фото. Не считая того, нужно учитывать ряд таковых значимых причин, как усилие, которое необходимо будет приложить для внедрения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), начальная стоимость и доступность гаджетов. В итоге должны быть последующие исходные характеристики:
- Большая ширина листка, который необходимо будет гнуть — 2 м.
- Большая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки либо ремонта — 1300.
- Больший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Очень не нужно употребление заготовок из специфичных сталей (например, из нержавейки).
- В системе листогиба нужно избегать сварных монтажей, плохо терпящих знакопеременные перегрузки.
- Следует очень понизить количество частей станка, которые необходимо заказать на стороне, прибегая к помощи револьверщиков или фрезеровщиков.
- Весьма тяжело отыскать чертеж устройства, который бы удовлетворял всем запросам, но можно доделать более успешный шаблон.
Система листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без усилий сделать лучше. Для строительства листогибочного станка употребляется эта схема:
- Подушечка, изготовленная из дерева;
- Основная опора из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимающая опора, сделанная из уголков 70−90 мм, связываемых с помощью сварки;
- Стержень для вращения траверсы (делается из стального прутка поперечником 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута поперечником 12 мм.
У траверсы листогиба, которую согласно исходному чертежу планируется созодать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в пару раз усилит выносливость траверсы, которая при применении уголка в определенный момент обязательно прогнется в центре и не станет в этом месте сформировывать качественный сгиб листа.
Подмена на швеллер разрешит созодать не 250 сгибаний без рихтовки либо подмены предоставленного элемента (что при наиболее либо наименее конструктивной работе очень незначительно), а больше 1400.
Систему этого листогибочного станка, смастеренного в хозяйственных критериях, можно еще добавочно сделать лучше, что сделает его наиболее действующим и всепригодным.
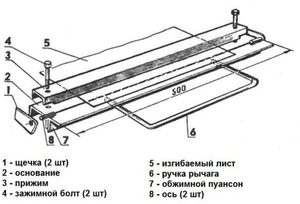
2-ой вариант дозволяет наиболее тщательно разобраться в установке самодельного листогиба:
- Самодельная струбцина, сделанная из подходящего уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Опора, выступающая в роли опорной точки станка;
- Кронштейн прижимной балки, изготовленный из уголка 120 мм;
- Сама прижимная опора листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимающей балки.
Ниже рассмотрена схема роста прижимающей планки. Но, если в качестве прижима сначало будет достаточно мощнейший уголок, а гнуть очень толстые листы на собственном листогибе не планируется, то полностью возможно обойтись без усиления прижимной планки описанным способом.
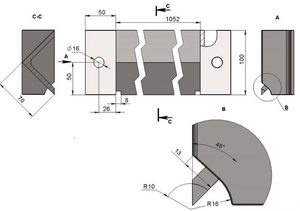
Чтоб продлить срок службы прижимной балки и создать его сопоставимым со сроком службы траверсы, нужно прирастить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из железной полосы с габаритами 17×90 мм.
Фронтальному краю предоставленной базы нужно придать угол 45 градусов, чтоб разровнять ее область с плоскостью самого прижимного уголка, а непосредственно рабочей кромке предоставленного элемента нужно создать фаску около 3 мм. Эти меры разрешат сплаву прижима действовать не на извив (что очень неподходяще), а на сжатие, тем во много раз увеличивая время службы без ремонта:
- Особый 61-й уголок, прикрепленный к задней полке головного прижимающего уголка, будет задерживать его от выгибания ввысь.
- Также следует помыслить о фрезеровке нижней плоскости прижимной балки, которая и сформировывает сгиб.
- Выпуклость предоставленной плоскости, согласно признанным правилам, не обязана быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В неприятном случае согнуть болванку ровно, без набухшей полосы сгиба, не получится.
Нужно подразумевать, что отдавать опору на фрезеровку необходимо лишь тогда, когда на ней уже все есть сварочные швы, так как их выполнение приводит к изменению геометральных черт конструкции.
Как повысить крепкость креплений станка
В листогибочной машине еще есть один большенный недостаток — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются весьма ненадежным видом крепления, в особенности если учитывать резвую астеничность сварочных швов. От этих крепежных частей можно, совершенно, отрешиться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачку разрешают последующие деяния:
- Создание опорной балки, которая будет выдаваться за границы десктопа;
- Выделывание U-образных проушин на концах главный балки;
- Крепление главный балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если в усовершенствованном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить схожий вопросец можно достаточно просто: использовать для этого дверные петли-бабочки, какие обычно употребляются для навешивания томных стальных дверей. Укреплять эти петли, обеспечивающие достаточно высшую точность, можно при помощи винтов с потаенный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно огромное количество болванок, потому что эти петли различаются весьма высочайшей прочностью:
- Усиленная опорная опора;
- Маховик — резьбовая часть;
- Опора, обеспечивающая прижимание заготовки;
- Штатив для крепления установки частей к рабочему столу;
- Траверса, при помощи которой можно согнуть разделываемую заготовку.
Изготовка зиг-машины
Зиг-машина (либо зиговочный механизм) дозволяет согнуть на системах из листового железа бортики жесткости, которые называются зигами. Такие машинки причисляются к группе специального оборудования и могут быть изготовлены с гальваническим либо ручным приводом. Ручные зиг-машины, также закрепляемые с помощью струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих устройств.
Такие устройства дают возможность за один проход создать высококачественную отбортовку не только лишь на выпуклых изделиях (тех же обечайках стальных емкостей), да и на прямолинейных стальных листах. Эти приборы являются просто неподменными при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины числятся вальцы-ролики, а ее применение дозволяет значительно сберечь на приобретении частей кровельной конструкции, изготовленных в промышленных критериях. Если поглядеть видео, в каком представлена работа этого устройства, становится понятно, что воспользоваться им можно даже по месту прямого монтажа кровельной системы.
Советы по выбору листогиба
Чтоб правильно избрать механизм для производства гнутых частей из листового железа, нужно соблюдать последующие советы:
- Для бытового мастера, у которого периодически есть потребность в листогибочном станке, полностью подойдет обычное устройство, изготовленное из средств находящихся под рукой.
- Тем, кто временами занимается исполнением заказов по установке кровли, будет нужно ручной станок для гибки листового материала и простая зиг-машина.
- Экспертам, которые на длительной базе занимаются созданием частей для кровельных систем и жестяными работами, необходимо заводское устройство для сгибания листового железа.
- Ручной механизм для производства профлиста понадобится тем, кто мастерски занимается созданием деталей кровельных конструкций.
Пригодной для таковых профессионалов считается проф установка, отличающаяся наиболее высочайшей прочностью и долговечностью, к примеру, русский фабричный листогиб СКС-2в1, стоимостью 64 тыщи рублей.
Оборудование для гибки листового металла
У Вас особенные требования? Вы желаете создавать продукцию круглые сутки либо скооперировать формовку листа с иными производственными действиями? Для вас нужен не только лишь станок, да и оптимизация процесса производства?

Высокопроизводительные станки конторы «Ханс Шрёдер Машиненбау ГмбХ» являются основой для автоматических и автоматических гибочных центров. Промышленная металлообработка с помощью гибочного центра «Шрёдер» делает вероятным как большое, так и мелкое серийное создание с высочайшей точностью повторяемости изделий.
На базе наших технологий, нашего аппаратного обеспечения и программного управления мы разрабатываем личные решения. Всё начинается со станков специальной конструкции, также предлагаются разные варианты автоматизации, прямо до сборочного потока, который может обрабатывать листы в автоматическом режиме 24/7.
Разрешите нам показать, какие способности открываются перед Вами при автоматизации обработки листа.
Сборники
Видео
Высокопроизводительное оборудование в гибочном центре
Базу гибочных центров «Шрёдер» составляют наши современные листогибы с поворотной гибочной траверсой серии Evolution. Даже при обыкновенной эксплуатации с ручной подачей листа данные станки работают стремительно и продуктивно. С помощью автоматизации наше оборудование можно употреблять ещё эффективнее. Благодаря сильной конструкции и только незначимому техобслуживанию станки непревзойденно подступают для длительной эксплуатации.

Универсальность за счёт смены инструментов
Гибочный центр с массивным листогибом класса Evolution, который не повреждает лист при гибке, может отлично употребляться благодаря обмысленной технологии оснащения с стремительно меняющимися инструментами не только лишь для серийного производства, да и для выполнения особых заказов. Автоматическое устройство смены инструментов в станках серии Evolution меняет инструменты стремительно и безошибочно на верхней и гибочной траверсе. Два поворотных узла с высокоточными линейными приводами с помощью трёх креплений захватывают инструмент из магазина и устанавливают его в зажим инструментов либо убирают уже установленный инструмент.
Безошибочно и весьма стремительно: За счёт 1-го нажатия на клавишу автоматическое устройство смены инструментов на листогибе MAK 4 Evolution UD за несколько секунд переоснащает верхнюю и гибочную траверсу для выполнения последующего заказа.
Предлагаем найти, какие станки и в которой комплектации совершенно подходят для Вашего гибочного центра.
Сборники
Особые станки для выполнения особенных задач
Листогибы с поворотной гибочной траверсой довольно всепригодны. Но наши спецы по мере необходимости разработают станок специальной конструкции и, тем, посодействуют прирастить эффективность Вашего личного процесса производства.
Сделайте нам запрос. Закажите не только лишь станок, да и оптимизируйте при помощи наших решений Ваш процесс производства. Станки специальной конструкции предлагаются группой компаний «Шрёдер» опционально и, в принципе, разработка специальной конструкции вероятна для каждой модели станка. Также для особых решений может быть внедрение автоматизации. Станки специальной конструкции мы хотим предложить и для личных гибочных центров, также для автоматических и полуавтоматизированных станков для средних компаний с особенными требованиями к производству.
Технологии гибки и правки металла
Гибка металла, как кандидатура иным способам обработки металла, к примеру, сварке, резке либо клепке, имеет последующие достоинства:

Гибка металла представляет собой метод придать заготовке новейшую форму тем либо другим методом. При всем этом отсутствует подборка материала, резка либо сварка. Нужный итог достигается лишь за счет его пластического деформирования. При изгибании происходит сжатие одних слоев начальной детали и растяжение остальных. Таковая операция близка на самом деле правке металла, при которой устраняются недостатки заготовок в виде выступов, вогнутостей либо волнистости.
Гибка металла, как кандидатура иным способам обработки металла, к примеру, сварке, резке либо клепке, имеет последующие достоинства:
- экономия материала, потому что фактически стопроцентно отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов либо остальных соединений;
- антикоррозийная стойкость, так как в месте деформации не происходит существенного конфигурации структуры металла по сопоставлению с той же сваркой;
- симпатичный вид изделия.
Существует некоторое количество видов гибки металла. Они все определяются типом начальной заготовки, в качестве которой выступает, обычно, обычный производственный сортамент. Перечислим самые всераспространенные из их.
Гибка листового металла

Разработка гибки металла, представляющего из себя лист, реализуется на особых станках — листогибах. По способу гиба такие механизмы можно поделить на три вида:
- Прессовые. Лист под давлением вводится в недвижную матрицу средством пуансона и приобретает при всем этом подходящую форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, обычно, имеет форму угла либо паза. Листогибочный пресс является более всепригодным оборудованием, так как просто перенастраивается на различные задачки.
- Поворотные.
Главные элементы: станина, подвижная гибочная опора (траверса), прижимающая опора, задний упор. Прижимающая опора служит для фиксации листа на станине. Для сгибания листа делается средством гибочной балки, которая и является главным рабочим элементом. - Ротационные — 2-ух, 3-х либо четырехвалковые устройства, в каких рабочие элементы употребляют вращательное движение.
Рабочий привод, создающий нужное усилие на таковых станках, быть может реализован одним из последующих методов:
- ручной — употребляется мускульная сила человека;
- гидравлический — употребляется гидроусилитель;
- пневматический — употребляется сжатый воздух;
- механический — употребляется энергия раскрученного маховика;
- электромеханический — используются электродвигатели с редукторами.
Одной из обширно используемых разновидностей листогибочного оборудования являются фальцегибочные либо фальцепрокатные станки, которые предусмотрены для работы с узким листом. Такое оборудование употребляют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка железных труб

Гибка труб из металла может производиться жарким и прохладным методами. Крайний метод наиболее технологичен и производителен. Приспособления и станки для данной операции употребляют различные способы гибки. Есть последующие разновидности трубогибов:
- рычажные — для ручной гибки труб из мягеньких металлов, также железных маленького поперечника на угол до 180 градусов;
- арбалетные — сгибание трубы делается приложением усилия посредине меж 2-мя точками, на которые опирается заготовка;
- роликовые (валковые) — традиционным примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки употребляют способ прохладной деформации металла, именуемой вальцовкой. Таковой станок работает с сплавами хоть какой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки часто превосходит 5 метров.
Для гибки тонкостенных труб используют дорновые трубогибы, в каких употребляется особая оснастка, именуемая дорном. Это приспособление помещается в полость трубы в месте извива и препятствует появлению деформаций железных стен.
Гибка металлопроката

Гибка железного профиля делается способом проката, а не извива, в отличие от большинства трубогибов. Гибка стали осуществляется, основным образом, на профилегибочных валковых станках. Количество валков на их варьируется от 3-х до 5. Чем больше число валков — тем наименьшего радиуса гиба можно достигнуть при наиболее высочайшем качестве изделия. В случае необходимости (большенный площади сечения либо высочайшей прочности материала) может выполняться разогрев заготовки изгибаемого изделия, к примеру, токами высочайшей частоты.
Самой сложной, да и самой нужной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтоб придать крепкому железному листу подходящую конфигурацию, за ранее делается расчет развертки.
Потом она переносится на лист, где при помощи лазера делается его «раскрой». И лишь опосля этого заготовку из стали помещают под особый гидравлический пресс, где по данным характеристикам производится процесс гибки.
Не считая нержавейки, в машиностроении нередко используют фасонные детали, выполненные из титановых сплавов. Титан наиболее покладистый материал, чем сталь, тем не наименее, обработка его способом гнутья не является обычным делом. Для работы с титаном употребляют особые гибочные прессы. На их можно придать подходящую форму титановой заготовке, при этом как прохладным, так и жарким методом.
Как лицезреем, можно получить готовую деталь хоть какой конфигурации — принципиально только верно подобрать оборудование и выполнить четкие расчеты гиба. Плюсом гибки стали является отсутствие сварных частей, что значит и отсутствие угрозы появления коррозии в местах сварных швов.



























