Индивидуальности инверторной сварки для начинающих

В быту временами возникает надобность в сварке предметов. Весьма нередко таковая потребность возникает в личном секторе. При большенном количестве работ можно обратиться к опытным сварщикам, а при маленьких работах лучше применить инверторный сварочный аппарат.
Это более обычный, доступный и удачный тип сварки. Он доступен для работы любому. Для этого нужно знать механизмы работы сварочного процесса.
Правила инверторной сварки

Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы довольно томные и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из сплава при помощи электронного разряда. Он имеет отличительную изюминка: владеет малым весом и наивысшими способностями, благодаря которым ему доступны работы, ранее осуществляемые томными и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно при помощи ручки либо ремня. Остывание осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется лишь на работу дуги, а она производит сам сварочный процесс.
Устройство малочувствителен к перепадам напряжения. При неизменных перепадах следует направить внимание на требуемое напряжение, которое обозначено в паспорте инвертора.
На поверхность устройства выведены ручки и индикаторы управления:
- врубается и выключается переключателем;
- величина напряжения и тока устанавливается ручками на фронтальной панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- впереди на панели размещены выходы («+» и «-«).
Добавочно в наборе имеются 2 кабеля. Один из их заканчивается держателем для электрода, а 2-ой имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Механизм работы

Инвертор — электрическое устройство, работающее от электросети. При включении в работу старенькых сварочных аппаратов происходит мощный и большой толчок электроэнергии, в связи с чем может быть отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит направить внимание на то, что потребление электроэнергии зависит от поперечника электродов. Чем он больше, тем больше потребление. В связи с сиим, чтоб не спалить бытовые приборы, нужно перед работой с инвертором высчитать очень вероятное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учитывать, что для всякого поперечника электрода представлена малая сила тока, т. е. при попытке понизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет стремительно сгорать.
Дуга исходит от соединения железного участка электрода и свариваемого сплава. Электрод и металл начинают расплавляться под действием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой перебегает в газообразное состояние и перекрывает ванну от кислорода. Иная часть обмазки (в водянистом состоянии) защищает металл от воздуха во время сварки и в процессе остывания.
Опосля сварки и остывания сплава водянистая часть представляет собой шлак, покрывающий шов с наружной стороны. Опосля остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтоб дуга не угасала, необходимо выдерживать ее длину, т. е. расстояние меж сплавом и электродом. Это можно создать при вводе электрода в пространство сварки с схожей скоростью и ровно по стыку шва.
При недлинной дуге (около 1 мм), металл нагревается на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и сплава может показаться таковой недостаток, как подрез (параллельная ямка около шва). Он понижает крепкость шва.
Длинноватая дуга нестабильна, плохо защищена от воздуха, практически не прогревает металл, и шов выходит неполной глубины. Обычная величина дуги — от 2 до 3 мм. Неизменный зазор таковой величины сформирует обычный шов, с неплохим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой нужны последующие защитные элементы:

- Перчатки из грубого материала, но ни при каких обстоятельствах не резиновые.
- Сварочная маска с фильтром, который подбирается зависимо от величины сварочного тока. Удобнее употреблять маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Необходимо отметить, что при пониженных температурах фильтр не успевает сработать впору, а при температуре меньше -100 градусов эта маска не защитит.
- Одежка, которая обязана быть из натурального плотного и невозгораемого материала, закрывать шейку и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Нужно приготовить неопасное пространство для сварки:
- Свободное место, отсутствие всего излишнего.
- Не плохое освещение.
- Работа производится стоя на древесном настиле, который защищает от поражения током.
Опосля этого нужно настроить сварочный ток (зависимо от толщины сплава и деталей) и избрать электрод (2−5 мм). Обычно на корпусе устройства указана сила этого тока. Электроды нужно выбирать, ориентируясь на марку материалов для сварки. Дальше подключается клемма массы к свариваемой поверхности.
Для получения надежного и высококачественного соединения перед началом работы металл следует приготовить. Железной щеткой удаляется ржавчина с кромок, которые необходимо обработать растворителем (бензином, уайт-спиритом). Принципиально не допустить на кромках наличие жира и лакокрасочных материалов.
Новеньким лучше делать шов в виде валика на железном листе с большенный шириной. Лист нужно положить горизонтально на стол. На нем мелом прочерчивается ровная линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки нужно поджечь дугу. Создать это можно 2-мя методами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими методами. Дальше идет сам процесс сварки, выходит сварочный шов. Накипь сплава сверху шва нужно убрать постукиванием небольшим молоточком либо жестким предметом. Умение управлять длиной дуги обеспечит хороший итог.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов

Сварка таковых швов (наклонных и потолочных) — достаточно непростой процесс. Это соединено с тем, что даже расплавленный металл подвержен закону глобального тяготения. Его всегда тянет вниз, что и вызывает трудности. Начинающим сварщикам необходимо будет издержать много времени, чтоб научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Используют при соединении деталей шириной не больше 2 мм. Сварка происходит снизу ввысь. Водянистый металл находится сверху застывающего. Он стекает вниз, тем закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Снаружи сварная ванна похожа на треугольник. В этом методе принципиально безошибочно двигать электрод для полного наполнения стыка.
- Елочка. Таковой вид сварки подойдет для зазоров меж заготовками, равными 2−3 мм. По кромке от глубины на себя нужно электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. Опосля того как произойдет проплавка, создать все это по иной кромке. Необходимо продолжать от низа до верха сварочного шва. Так выходит равномерное размещение расплавленного сплава в пространстве зазора. Принципиально не допустить образования подрезов кромок и подтеков сплава.
- Лестница. Таковой метод применяется при большенном зазоре меж соединяемыми заготовками и малом притуплении кромок (либо его отсутствии совершенно). Сварка осуществляется извилисто от одной кромки к иной снизу ввысь. Электрод долгое время останавливается на кромках, а переход делается стремительно. Валик будет иметь маленькое сечение.
Полярность при сварке

Расплавление сплава в процессе сварки осуществляется под действием тепла дуги. Она появляется меж сплавом и электродом при их подключении к обратным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и оборотной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Пространство расплавления узенькое и глубочайшее.
- Во 2-м случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Пространство расплавления обширное, но не глубочайшее.
При выбирании сварки нужно учесть, что элемент сети, присоединенный к плюсу, греется больше. На прямой полярности варят толстый металл, а на оборотной — узкий.
Советы для «чайников»

- не третировать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку необходимо делать с малой рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия необходимо закрепить детали в процессе сварки;
- соблюдать аннотации и советы.
Кроме того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого нужно прирастить силу тока и отрезать деталь либо уголки. Лишь ровно это создать не получится.
Применяя это управление, можно равномерно облагораживать свои способности и в предстоящем без заморочек воспользоваться инверторной сваркой. Основное в этом деле — практика.
Как научиться варить сварочным инвертором?

Встречаются такие моменты в быту, когда для вас нужно что-то приварить, подварить либо прихватить сваркой, а приглашать ради данной нам маленькой работы спеца нецелесообразно. И если вы решили, что настало время освоить сварочные работы, то оптимальнее всего для этого избрать сварочный инвертор.
Приведем несколько обстоятельств, почему лучше обучаться конкретно на этом сварочном аппарате:
- Довольно прост в использовании. Для того, чтоб начать с ним работать, довольно освоить базисные принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Маленький вес аппарата.
- Возможность работы при пониженном напряжении, что в особенности нередко встречается в пригородных домах и на дачах.
- Просто разжечь и удержать дугу. Это принципиально для тех, кто лишь начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного сплава;
Подготовительная подготовка
Обзор оборудования

Сначала разглядим, что представляет из себя сварочный инвертор.
На панели управления находятся последующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
- Кабель массы. На конце кабеля размещен зажим, схожий на прищепку. Его закрепляют на десктоп для сварки либо прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется конкретно электрод.
Полярность. Как подключать кабели массы и электрода
Электронная дуга появляется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения данной нам разности один кабель из набора инвертора должен быть подключен к “+”, 2-ой — к “-”. Какой кабель куда подключать? Есть два метода: прямой и оборотный, и внедрение их зависит от толщины сплава.
Прямое подключение либо ровная полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, присоединенный к положительному разъему, греется посильнее. Подключение по прямой полярности употребляют при сварке толстых металлов для наиболее мощного нагрева, чтоб обеспечить неплохой провар.

Во время оборотного подключения (оборотной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что дозволяет посильнее подогреть электрод, а не металл. Этот метод употребляется при сварке тонколистового сплава, чтоб не допустить прожига во время сварки.
Процесс образования шва
Электронная дуга появляется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает плавиться обмазка электрода. Одна часть ее перебегает в газ и кутает зону сварки-сварочную ванну- не давая просочиться туда кислороду. Иная часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к сплаву как во время сварки, так и опосля во время остывания.
Когда металл остынет, часть обмазки, оставшаяся сверху на сплаве, преобразуется в шлак. Его можно найти на наружной стороне шва и просто удалить.
Чтоб не угасала дуга и прогрев сплава был равномерным, необходимо поддерживать всегда схожую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Потому во время сварки его необходимо приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не попросту вдоль шва, а делают им определенные фигуры. Для начала попытайтесь каждую из представленных ниже траекторий, а потом отрабатывайте ту, которая легче идет.
Экипировка и рабочее пространство
Самое основное, о чем необходимо позаботиться и что необходимо приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее пространство и средства персональной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни при каких обстоятельствах не должны быть резиновыми;
- Сварочная маска. Новеньким в сварочном деле советуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматом зависимо от интенсивности дуги.
- Защитный костюмчик: куртка и штаны из плотного материала, а обувь на толстой подошве. Таковой костюмчик не зажгется при попадании на него искр.
Потом оборудуем рабочее пространство. Сначала вашей сварочной деятельности можно употреблять хоть какой железный стол. Основное, чтоб на нем было комфортно расположиться и закрепить заготовки для сварки, также, чтоб рабочее пространство отлично освещалось. Вокруг рабочего места не обязано быть просто воспламеняемых веществ и предметов. Конкретно сам сварщик должен стоять на не проводящей ток поверхности, которая сумеет защитить его в случае необходимости от удара током.
Перед началом сварки необходимо подобрать электрод. Он выпускается под определенную марку сплава. Толщина электрода подбирается зависимо от толщины свариваемых заготовок.
| Поперечник электрода, мм | Толщина сплава, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Кроме всего остального нужно приготовить ещё и свариваемые заготовки. Для этого:
- зачищаем металл;
- обезжириваем;
- если металл весьма толстый, то нужно будет снять фаски для наилучшего провара.
Потом нужно правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый либо торцовый.
Как работать сварочным инвертором

Пошагово распишем деяния для первой пробы сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе быть может нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Избираем электрод по той же таблице.
- Подключаем кабели массы и электрода зависимо от толщины деталей.
- Разжигаем дугу.
Как правильно варить металл сварочным инвертором: видео-уроки и советы
Чтоб иметь возможность в хоть какое время производить в домашней мастерской либо на приусадебном участке работы, связанные с соединением частей железных конструкций, довольно приобрести современный сварочный аппарат и выяснить, как варить сварочным инвертором.

Сварочные работы уже издавна получили обширное распространение не только лишь на суровом производстве, да и в быту
Система и достоинства инверторных сварочных аппаратов
Большая популярность инверторного оборудования у домашних мастеров разъясняется тем, что при помощи таковых малогабаритных аппаратов, различающихся также и маленьким весом, можно делать высококачественные, надежные и осторожные сварные соединения, даже не имея высочайшей квалификации.
Система хоть какого сварочного инвертора состоит из таковых частей, как:
- блок питания с выпрямительным блоком и фильтром;
- инверторный блок, модифицирующий неизменный ток в частотный переменный;
- трансформатор для снижения величины напряжения частотного тока;
- силовой выпрямитель, созданный для получения неизменного тока на выходе устройства;
- электрический блок, выполняющий функции управления устройством.

Органы управления и конструктивные элементы сварочного инвертора на примере аппарата Fubag
Инноваторские технологии, реализованные в конструкции инверторов, разрешают без особенных заморочек получать высококачественные сварные соединения. Такие аппараты из-за собственной компактности не занимают много места, а благодаря легкому весу (5–15 кг) их без особенного труда можно перемещать куда угодно.
Если научиться правильно работать на инверторном сварочном аппарате, с его помощью можно варить любые конструкции из сплава. В набор к любому новенькому инвертору прикладывается {инструкция}, из которой собственник оборудования может почерпнуть много нужных сведений: как правильно подключить устройство, какой электрод избрать для того, чтоб варить изделия из того либо другого сплава и др.
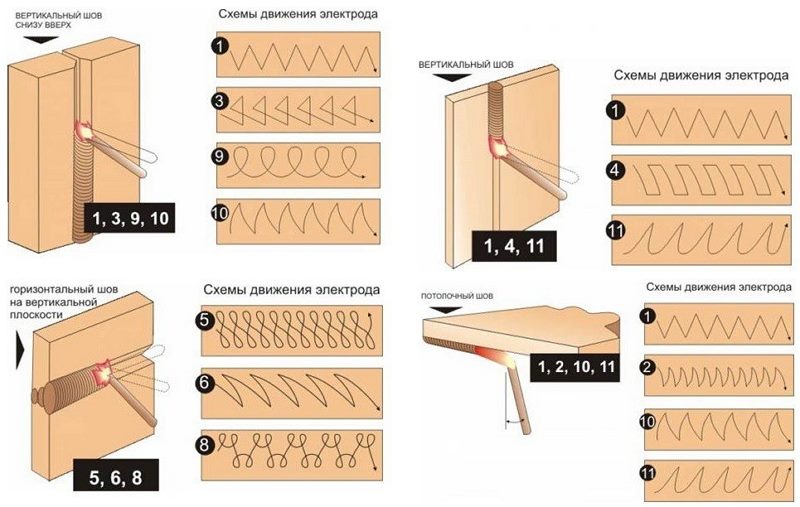
Схемы движения электрода зависимо от типа шва (нажмите для роста)
Но часто в руки домашнего мастера попадает инверторный аппарат, {инструкция} на который не переведена на российский язык либо совершенно отсутствует. Весьма принципиально научиться правильно работать на таком инверторе, поэтому что при действиях наобум будет трудно отменно варить металл. Не считая того, можно столкнуться с выходом оборудования из строя.
Но, если следовать принятым правилам, можно работать на всех моделях инверторов и отлично решать все поставленные задачки. Пристально исследовав эти правила, поглядите обучающее видео, которое поможет подкрепить теоретический материал приятным.
Как приготовить оборудование к работе
Перед тем как вы начнете варить металл, подготовьте все нужное оснащение, чтоб обеспечить свою сохранность: сварочную маску, специальную одежку из плотной ткани (Строение тканей живых организмов изучает наука гистология), рабочую обувь и перчатки, которые также должны быть выполнены из плотного материала.

Современная маска сварщика типа «Хамелеон»
Для того чтоб сварной шов вышел высококачественным, нужно правильно подобрать электроды. Их тип и поперечник выбираются зависимо от сплава, из которого сделаны соединяемые детали, от толщины крайних, также от режимов выполнения сварки. Так как поверхности заготовок, которые предстоит сваривать, нужно кропотливо зачистить, для вас также нужно приготовить щетку с щетинками из железной проволоки.
К таковым характеристикам относятся сила электронного тока и величина напряжения, которая обязана находиться в интервале, обсужденном в паспорте на инвертор. Подключать аппарат к питающей сети следует через автомат, который предупредит поломку оборудования, если в его электронной цепи произойдет куцее замыкание либо величина напряжения резко возрастет по иной причине.

Подключение сварочного инвертора к бытовой сети
Перед началом сварки нужно позаботиться и о состоянии рабочей площадки. Инвертор следует установить на ровненькую поверхность, а вокруг его корпуса обязано быть довольно места для того, чтоб обеспечить свободное движение воздуха, за счет которого происходит естественная вентиляция устройства. Не следует накрывать корпус аппарата тканью (Совокупность различных и взаимодействующих тканей образуют органы), которая ограничит поступление воздуха к его вентиляционным сеткам.
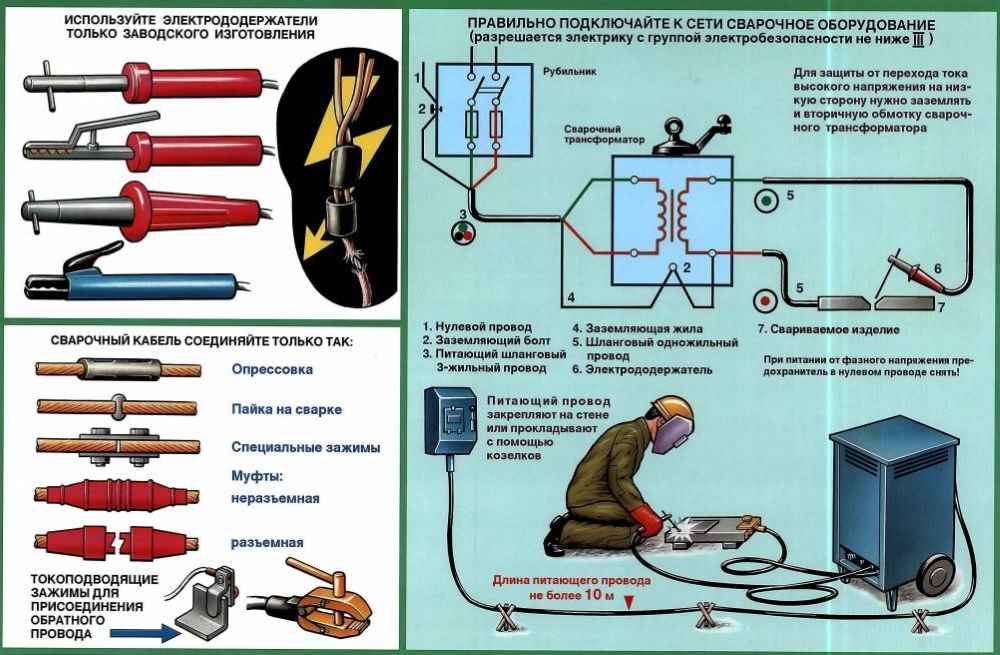
Принципиальные правила электробезопасности при проведении сварки (нажмите для роста)
Опосля того как все предварительные мероприятия выполнены, требования по сохранности соблюдены, можно приступать к последующим действиям:
- подключению силового кабеля и кабеля массы к подходящим разъемам инвертора;
- фиксации кабеля массы на деталях, которые предстоит варить (для этого употребляется особый зажим);
- подключению аппарата к питающей сети и выставлению на нем рабочих режимов сварки;
- фиксации электрода в сварочном держателе.
Последовательность и корректность выполнения таковых действий отлично показывает обучающее видео. Сейчас, когда инвертор подключен к электронной сети, а электрод в его держателе готов к работе, можно приступать к выполнению сварки.
Индивидуальности выполнения сварочных работ при помощи инверторных устройств
1-ое, что нужно создать, чтоб начать варить при помощи инвертора, – это зажечь электронную дугу меж поверхностью детали и кончиком электрода. Для этого крайним совершают чиркающее движение по поверхности заготовки, в итоге чего же обязана показаться колоритная вспышка. Металл в зоне деяния дуги начнет расплавляться. Научиться правильно зажигать дугу и созодать это стремительно можно, просмотрев обучающее видео.
Выполняя сварку, принципиально смотреть за длиной дуги, которая обязана приблизительно соответствовать поперечнику применяемого электрода (в таком случае детали будут умеренно проплавляться, что дозволит сформировать высококачественный сварной шов). Смотреть за тем, чтоб такое проплавление проходило умеренно, нужно в протяжении всего сварочного процесса.
На свойство и надежность сварного шва оказывает воздействие и полярность подключения силового кабеля инвертора и кабеля массы. Чтоб правильно избрать такую полярность, нужно буквально знать, из какого материала сделаны соединяемые детали. Большая часть марок сталей и остальных металлов лучше варить на прямой полярности, только некие сплавы соединяют на оборотной.
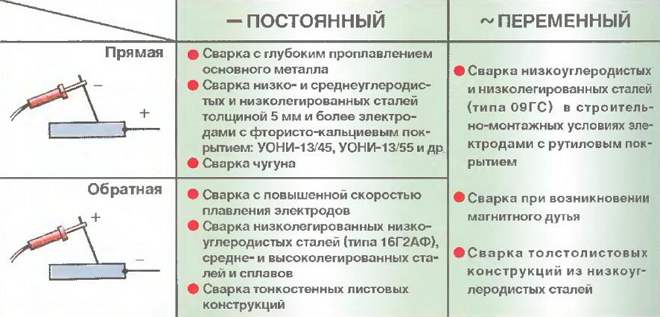
Как избрать полярность сварки
Система современных сварочных инверторов обеспечивает плавное и действенное регулирование рабочего тока, что делает работу с таковыми устройствами обычный и удобной даже для начинающих сварщиков. Судить о том, что сварочный ток избран некорректно, можно по ряду причин. Так, если он очень мал, то сварной шов выходит очень выпуклым и узеньким, детали в таковых вариантах плохо проплавляются. Если же ток очень большенный, то происходит интенсивное разбрызгивание расплавленного сплава, а на поверхности соединяемых деталей могут показаться прожиги.
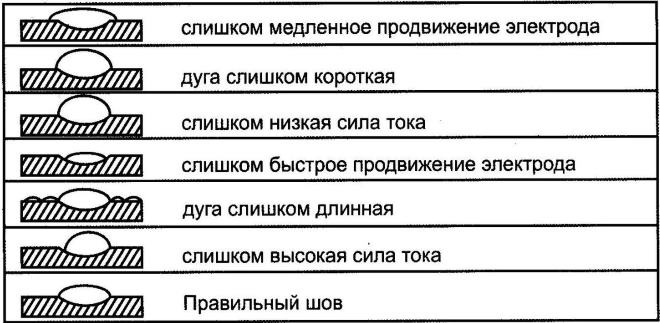
Свойства сварного шва
Зависит выбор силы сварочного тока и от того, электродом какого поперечника вы собираетесь варить. Так, при сварке сплава шириной от 1-го до 3-х мм электродами поперечником до 1,5 мм сила сварочного тока выбирается в интервале 20–60 А. В этом случае, если употребляются прутки большего поперечника, которыми можно варить металл шириной 4–5 мм, силу сварочного тока выбирают в границах 100 А.
Просматривая обучающее видео либо следя за работой квалифицированного спеца, начинающие сварщики нередко интересуются, для чего с поверхности готового сварного шва сбивают шлак. Делается это для того, чтоб, во-1-х, проверить свойство выполнения сварного шва, а во-2-х, придать готовому соединению симпатичный наружный вид. На шве, очищенном от шлака, видны все ошибки, допущенные при выполнении сварки.

Зачистка сварочного шва болгаркой
Естественно, не стоит рассчитывать на то, что у начинающих сварщиков (либо у так именуемых чайников) сходу будут получаться прекрасные и высококачественные сварные швы. Мастерство, в том числе и в сварочном деле, не приходит сходу опосля ознакомления с теоретическим материалом и просмотра видео, оно нарабатывается лишь опытом.
Как правильно избрать сварочный инвертор и электроды для него
Правильно подобранные электроды играют огромную роль в формировании высококачественного и надежного сварного соединения. Научиться выбирать их нереально по видео, для этого следует придерживаться принятых советов и последующих принципов.
- При работе со средне- и низкоуглеродистыми сталями употребляют углеродистые электроды.
- Легированные стали варят с помощью электродов, выпускаемых по ГОСТ 10052-75 и 9466-75.
- Для сварки изделий из чугуна используют изделия марки ОЗЧ-2.
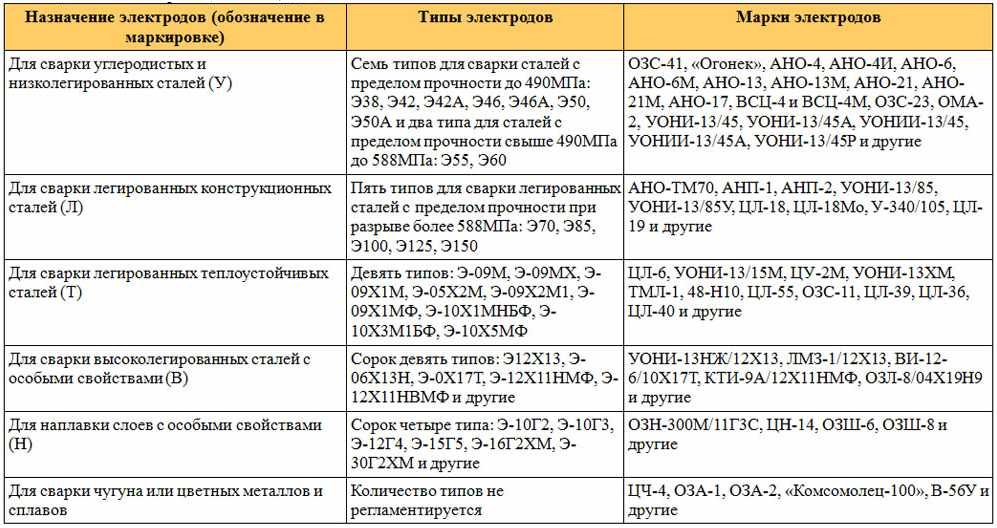
Систематизация электродов по тину и предназначению (нажмите для роста)
Если вы собираетесь приобрести сварочный инвертор для использования в домашней мастерской, на приусадебном участке либо на даче, придерживайтесь последующих советов.
- Наибольшее значение сварочного тока – 160–200 А. Лучше сходу приобрести аппарат, у которого это значение быть может довольно высочайшим, поэтому что оборудование с наиболее умеренными параметрами не даст для вас возможность варить детали большенный толщины.
- Напряжение холостого хода не обязано превосходить величины 90 В, лучше выбирать инверторы, у каких данный параметр находится в интервале 50–60 В.
- Длительность включения (ПВ) (параметр, который показывает на то, в течение какого времени оборудование может работать без перерыва) лучше выбирать в границах 40–80%.
Беря во внимание тот факт, что напряжение в бытовых электронных сетях весьма нестабильное и нередко характеризуется значительными скачками и падениями, лучше выбирать инвертор, способный работать в широком интервале величины питающего напряжения.



























