Обзор аппаратов для сварки медных проводов

Высококачественные соединения медных проводов в проводке – залог сохранности и гарантия долгого срока службы.
Для соединений употребляют скрутку, пайку либо сварку. Сварочное соединение превосходит все другие по надежности. А сам процесс сварки проводов вероятен при использовании специального аппарата.
Описание сварочного процесса
Электронные медные кабели состоят из нескольких жил, любая из которых скручивается раздельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтоб каждую скрутку запаять по длине паяльничком (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой довольно соединить провода лишь в конце скрутки. А малогабаритные аппараты, применяемые при работе, упрощают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Потому, не считая теоретических познаний, нужно иметь опыт работы. Для тех, кто в первый раз столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытнейших образчиках.
Скрутки медных проводов можно заварить обыденным инверторным аппаратом либо при помощи самодельного устройства на базе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от избранного устройства и смотрится последующим образом:
- Высвободить от изоляции провод на расстояние около 100 мм.
- Создать скрутки подходящих жил. Длина каждой обязана быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Последующую скрутку варить опосля остывания предшествующей.
- Осталось провести изоляцию каждой скрутки при помощи термоусадочных трубок либо изоленты.

Сила тока, которая нужна для сварки проводов, обычно составляет 30-90 ампер и вполне зависит от количества жил в скрутке и их сечения, также от фактического напряжения питающей сети. Аппарат для сварки должен владеть функцией регулировки тока. Работа ведется при напряжении 12 либо 36 вольт. В качестве электрода при сварке проводов безупречным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Лаконичный обзор устройств
Спец устройства ТС 700 производства Призма употребляются только для сварки скруток меди и алюминия (во 2-м случае с применением флюса). Они различаются простотой и удобством использования. Весьма малогабаритные размеры устройства и маленький вес, также простота самого процесса сварки – конкретно то, что нужно для настолько тщательной работы. Устройство дает на выходе напряжение 12 В, а потребляемая мощность при работе — от 1 до 1,5 кВт (зависимо от модификации). Выпускается облегченная модель для бытовых нужд ТС 700-1, для электриков ТС 700-2 и для больших производств ТС 700-3. Комплектуются 2-мя силовыми кабелями, один из которых обеспечен пассатижами для зажима скрутки, а 2-ой – держателем электродов. Имеется переносная сумка с ремнем для ношения на плече. Бытовая модель сваривает скрутки до 16 мм в поперечнике, две остальные – до 24 мм. Стоимость первой – 7600 рублей, 2-ой 8950 и третьей 9300.
Мини «ДОН» — аппарат цифровой инверторный с питанием от сети 220 В. Маленькие размеры, удачный функционал. Оснащен устройством для блокировки при скачущем напряжении, цифровой индикатор указывает текущее напряжение в сети, что упрощает подбор поперечника электрода для сварки. Есть функция защиты от залипания и регулировки тока. По мере необходимости изготовитель может поставить модель, адаптированную для работы в небезопасных критериях. Стоимость устройства 8000 рублей.
Аппараты МИКРОША-160ПНЦ и МИКРОША-180ПНЦ подобны по выполняемым функциям и по цены.
Аппарат ТС700 и рассказ про него в видео
Инверторные аппараты

Медные скрутки можно сваривать при помощи всепригодных инверторных устройств. Идеальнее всего выбирать малогабаритные модели с маленьким весом. Разглядим некие модели.
РЕСАНТА САИ-160 аппарат русского производства. Работает от сети 220 В, может регулировать ток в спектре от 10 до 160 ампер и выдавать дугу с напряжением 26 В. Вес аппарата 4, 5 кг. Стоимость 6300 рублей.
QUATTRO ELEMENTI A 160 Nano 643-255 – итальянская марка. На русском рынке продаются аппараты, сделанные в Китае. Малогабаритные по размерам, вес 4,9 кг. Отлично подступает для бытовых нужд. Работает от сети 220 В. Стоимость 5950 рублей.
PFTRIOTMax Welder DC-200 C инверторный аппарат, отличающийся низким уровнем шума и точностью работы. Родина бренда США (Соединённые Штаты Америки — государство в Северной Америке), в продаже на русском рынке модели, сделанные в Китае. Вес 4, 5 кг, имеется переносной ремень, что делает аппарат мобильным. Спектр тока 10-200 ампер, питание от сети 220 В. При сварке употребляют электроды до 5 мм в поперечнике. Стоимость аппарата от 7600 до 9600 рублей.
Сварочный инвертор FUBAG IQ 160 от германских производителей. Компактный, вес 6,9 кг. Работает от сети с напряжением 150-240 В. Регулировка тока от10 до 160 ампер. В комплекте 2 медных кабеля – с держателем электродов и с зажимом для заземления. Стоимость порядка 7000 руб.
СВАРОГ ARC 160 Easy Z213 H – русский аппарат в крепком железном корпусе с бесступенчатой регулировкой силы тока. Подключение кабелей осуществляется через особые разъемы, что весьма комфортно. Спектр тока 10-160 А, питание от сети 220 В. Вес – 4 кг. Стоимость аппарата 9000 рублей.
Как избрать аппарат

В любом деле, основным ориентиром для выбора устройства, является цель приобретения, стоимость и многофункциональные способности. Для бытовых целей получать спец устройство для сваривания медных либо дюралевых скруток навряд ли целенаправлено. Лучше таковой устройство взять в аренду на время. Но если для вас приходится нередко заниматься сваркой проводов, то естественно, особый аппарат просто нужен.
Для дома наиболее прибыльно приобретение всепригодного инверторного аппарата. При помощи которого вы сможете выполнить всякую требуемую сварку – круг их способностей необыкновенно велик. Иной вопросец в том. что сварка скруток востребует от вас определенных познаний, но это поправимо.
При подборе варочного инвертора, направьте внимание на мощность и источник питания. Лишне мощнейший аппарат – роскошь. Для дома полностью подойдет модель с мощностью 4-5 кВт.
Из предпочтительных функций, которые значительно упрощают процесс сварки, лучше наличие «жаркого старта», защиты от залипания и нечувствительность к перепадам напряжения питающей сети. Сила тока до 160 А дозволяет варить сплав шириной до 5 мм, этого обычно полностью хватает для бытовых целей.
Для неопытных сварщиков инверторные модели – наилучший выбор. Они ординарны в использовании, что дозволит новенькому стремительно освоить азы сварочного ремесла.
Из недочетов сварочных инверторов можно отметить высшую стоимость и создание помех в сети.
Можно ли создать устройство для сварки из подручных материалов?
В хозяйстве мастерового владельца постоянно найдется старенький неиспользуемый трансформатор, на базе которого можно создать домашний сварочный аппарат для медных проводов. Схема устройства легкая, с монтажом управится хоть какой новичок. Для производства потребуются:
- Трансформатор;
- Материал для кожуха либо готовая коробка;
- Кабель электронный;
- Пассатижи для зажима скрутки;
- Держатель электрода;
- Угольный электрод, который быть может сделан из сердечника круглой батарейки огромного размера либо крупноформатной угольной щетки.
- Автоматы
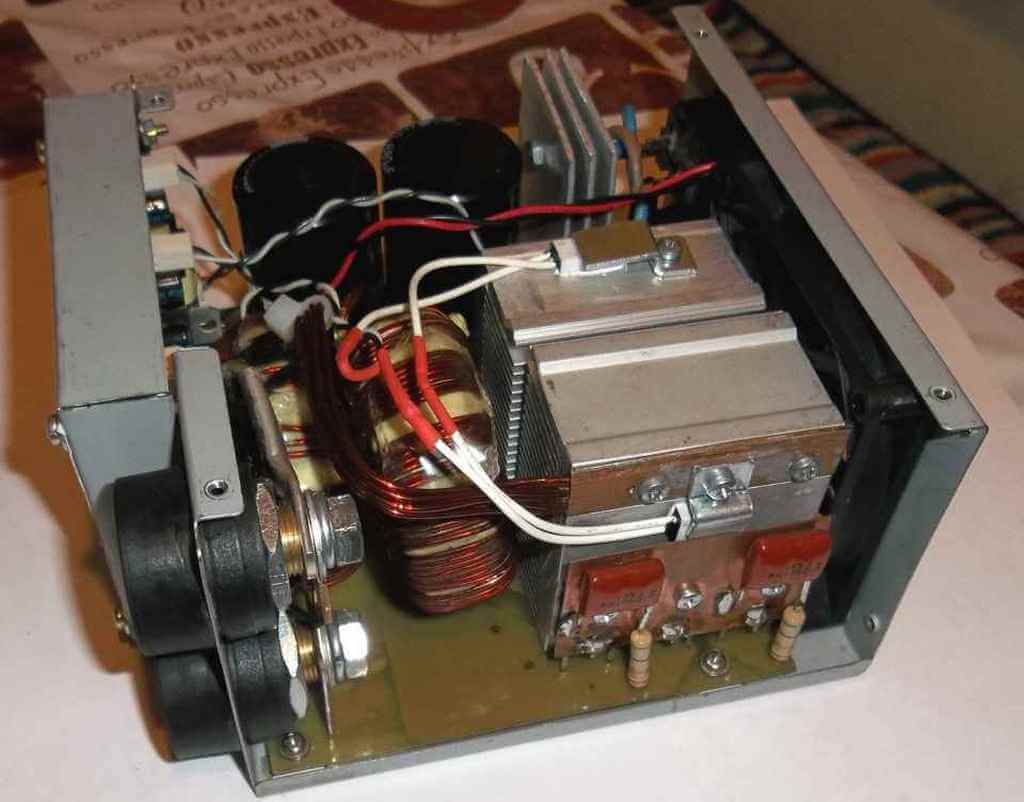
Самодельный аппарат и рассказ про него в видео ниже
Заниматься созданием самодельных аппаратов допустимо лишь в случае, когда вы отлично знакомы с понятиями работы электротехнических устройств. Подробных описание самодельных конструкций масса, ниже приведены фото неких из их. Трансформаторы можно употреблять от старенькых телевизоров, от микроволновой печи, и остальные. Достаточная мощность трансформатора для производства сварочника лежит в границах 200- 450 ватт.
Принципная схема сборки представлена на рисунке:

Домашний устройство неплох тем, что не просит значимых вложений валютных средств, а функций его хватает на решение бытовых задач по сварке.
Соблюдайте правила сохранности при работе с электронными устройствами! Так, ни при каких обстоятельствах, не включайте трансформатор от микроволновой печи для проверки в сеть! Напряжение на уникальной вторичной обмотке доходит до 2000 В! Лишь опосля ее удаления может быть внедрение такового трансформатора для наших целей, а вторичную обмотку придется создать без помощи других.
Очередной самодельный аппарат и рассказ про него
Характеристики сварочных работ с медью
Выбор силы тока непосредственно к поперечнику скрутки, количеству проводов в ней и их сечения имеет главное значение для высококачественного результата. Наилучшие значения подбираются опытным методом и главную роль играют в этом проф способности. Для примерной ориентировки по значениям ниже приведена таблица рекомендуемых характеристик.
| Сечение провода, мм | Количество проводов в скрутке | Лучший режим тока, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Заваривание в вакууме
Существует метод сварки меди при помощи электрических лучей в критериях вакуума. Для работы требуется особый аппарат и вакуумная камера. Этот способ применим лишь в критериях оборудованных производственных мастерских либо лабораториях.
Сущность способа электронно-лучевой сварки в вакууме заключается в проплавлении меди направленным лучом конусной формы, обеспечивающем высшую точность работы.
Что дает лучевая сварка в вакууме:
- Провода подвергаются нагреву наименьшей температурой, что благоприятно влияет на их сохранность. Они не покоробятся от такового нагрева.
- Направленный нрав нагрева дозволяет распределить подходящую температуру на поверхности шва и по его глубине, что увеличивает свойство сварки.
- Вакуумная среда исключает насыщение меди газами, потому соединение имеет пластичные характеристики.
Сварка ведется безпрерывно, есть возможность работать с паузами. Способы подбираются оператором зависимо от поставленной задачки.
Сварочные аппараты придуманы издавна и имеют огромное количество вариантов. При всем этом, ученые продолжают работу по модернизации и видов аппаратов и методов сварки. Для определенной задачки по сварке скруток меди можно применить фактически хоть какой узнаваемый аппарат – отличие будет в удобстве использования. Наилучший итог по получению высококачественного соединения добиться с меньшими затратами может быть с применением спец оборудования для этих работ.
Избираем инвертор для сварки медных проводов
Нередко при ремонте либо строительстве возникает необходимость в соединении проводников способом скрутки, но употреблять пайку очень проблемно и длительно. Можно собрать аппарат своими руками либо же употреблять инвертор для сварки медного провода. Понижающий трансформатор много весит, а сварку кабелей часто нужно создавать на высоте, потому инвертор с ремнём для переноски и маленьким весом полностью подойдёт в качестве устройства для сварки кабельных скруток. Мы поведаем, как его настроить либо внести незначимые усовершенствования для удобства работы.
Виды проводников и методы их соединения
В любом здании находится электронная проводка, которую необходимо развести по различным частям сооружения. Также нередко возникает потребность запитать то либо другое оборудование, к примеру сделать набор сварочных проводов для аппарата. Дюралевые провода не постоянно подступают, поэтому что они при одной проводимости с медными больше весят и являются наименее крепкими на извив. Потому в современном строительстве употребляется медная проводка и нужно резвое и надёжное сваривание электронных контактов. Для данной нам цели употребляют сварочный аппарат для сварки проводов, обеспечивающий надёжное и долговременное соединение жил электронных кабелей.

Существует ряд методов соединения проводников, тут принципиально соблюдать принцип надёжного контакта, чтобы избежать паразитного сопротивления, также нужны компактность и надёжная изоляция. Допустимо соединять жилы проводов последующим образом:
- скрутка, допустима на слаботочных линиях;
- пайка, просит огромного времени, зачистки жил и использования массивного паяльничка;
- соединение резьбовое, не различается компактностью, нужна гровершайба, процесс трудоёмкий;
- соединение при помощи клемм либо клеммных колодок;
- при помощи зажима и бандажирования соединяются провода, очищенные от изоляции;
- соединение прокалыванием, не просит зачистки жил, герметично, отсутствует необходимость отключения напряжения;
- термитная сварка с внедрением консистенции титана, магния, алюминия и кальция;
- электродуговая сварка.
Мы разглядим процесс дуговой сварки медных проводников — как более пользующийся популярностью, малогабаритный, надёжный и резвый метод соединения жил при прокладке электронных цепей. Внедрение этого способа просит учёта температуры плавления материала и определённого порядка действий для обеспечения крепкого и долговременного контакта.
Последовательность сварки проводов
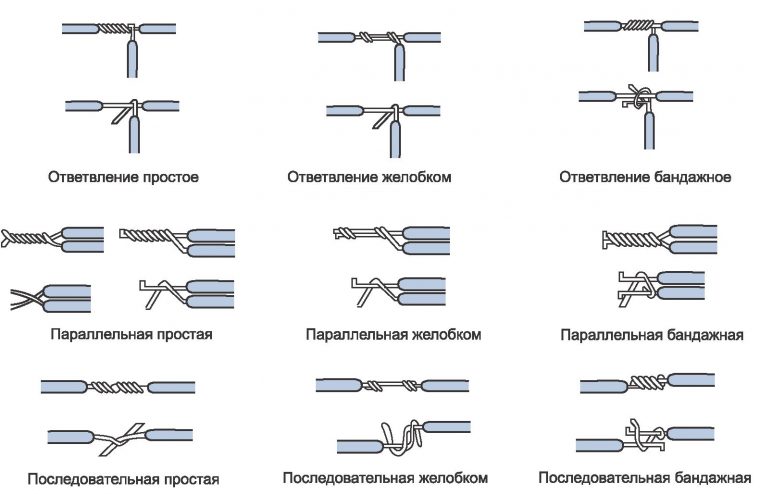
Сварка дюралевых проводников происходит с неотклонимой аккуратной зачисткой жил от изоляции и оксидного слоя, также нужно употреблять особый флюс для защиты от брутального действия атмосферного кислорода. Для медных жил флюс не нужен, но зачистка от изоляции и окисного слоя механическим методом также нужна. Сиим методом можно отлично провести разводку электронных линий, а можно сделать набор сварочных проводов для аппарата. Существует несколько методов скрутки жил с целью их предстоящей сварки, а конкретно:
- бандажный метод соединения параллельных поочередных проводников или в виде ответвления под разными углами;
- желобковая скрутка проводников различной толщины;
- соединение при помощи обычный скрутки.
Так как скрутка осуществляется в главном на высоте, инструмент должен быть малогабаритным и комфортным, а для приваривания жил подбирать сварочный провод для инвертора следует с позиции наибольшей лёгкости и гибкости, к примеру марки КОГ 1Х16.
С целью облегчения процесса сваривания, может быть, придётся сделать спец набор сварочных проводов для инвертора с облегченным держателем и зажимом. Это делается для работы в стеснённых критериях, и сущность переделки заключается в том, чтоб сделать малогабаритный и надёжный зажим для скрутки и держатель для угольного либо омеднённого электрода маленького размера.
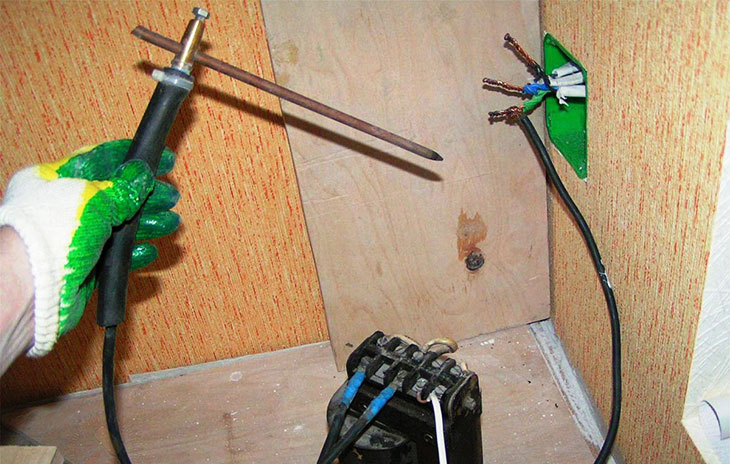
Опосля скрутки проводников одним из методов и усовершенствования кабеля можно приступать к сварке медных проводов инвертором, имеющим обычно ремень для переноски, что наращивает мобильность. Последовательность подготовки медных проводов и их сварки заключается в последующем:
- свариваемую жилу зачищают от изоляции, окисного слоя и делают скрутку;
- минусовым зажимом фиксируют скрутку на 1.5—2 см ниже места сварки;
- достигают устойчивой дуги недлинного замыкания и сваривают провода в течение 1—2 секунд, до образования соответствующей капли расплавленной меди;
- потом пространство соединения изолируется термоусадочным материалом.
Выбор инвертора для сварки медных проводов
Подбор инвертора для сварки медных проводов необходимо создавать с позиций универсальности и дешевизны, ведь употреблять вы его будете с различными целями. Соединение скруток жил электронного кабеля только одна из задач, потому свойства надёжности, малого веса и широкий спектр регулировок выходного тока и напряжения должны быть определяющими. В нижнем ценовом спектре находится масса инверторных аппаратов различных производителей, а для сварки медных проводов важны малые значения выходного напряжения и стабильность дуги. Также у большинства инверторов есть возможность сварки неизменным и переменным импульсным напряжением.
По приблизительным данным, провода с сечением от 1 мм 2 до 2.5 мм 2 свариваются при выходном напряжении от 20 В до 50 В и током от 50 А до 110 А. Настолько широкие спектры выходных характеристик объясняются качеством проводов, количеством жил в скрутке и составом используемого электрода. Этими техническими чертами владеет подавляющее большая часть инверторных аппаратов, потому выбор следует сосредоточить на весе и цены, также репутации изделия. Для повсеместного использования, в том числе и для сварки медных либо дюралевых скруток, можно посоветовать последующие инверторы:
- аппарат Кедр ММА 160 весом 3.5 кг, сварочный ток от 20 до 160 А, ПВ 60 %;
- инвертор EWM Pico 162 с током от 10 до 150 А и весом 4.8 кг;
- Kemppi Minarc Evo 150, ток от 10 до 150 А, вес 5.4 кг;
- Ресанта САИ 160, вес 4.5 кг, ток от 10 до 130 А;
- Fubag IN 163 с весом 4.1 кг, ток от 10 до 160 А.
Принципиальным параметром для сварочного аппарата, которым, не считая сварки медных проводов, вы будете воспользоваться и по прямому предназначению, является его устойчивая работа при нестабильном входном напряжении. Тут необходимо направить внимание на мировоззрение профессионалов сварочного дела, так как проверка свойств инвертора в критериях практической работы еще важнее заявленных черт.
Заключение
Мы разглядели виды проводников и методы их соединения, последовательность сварки медных проводов и рекомендовали некие модели инверторов. Легкий в реализации и надёжный метод соединения жил медного кабеля наверное понадобится при строительстве новейшего дома либо ремонте старенькых электронных сетей. Возлагаем надежды, что наши советы для вас посодействуют.
Как варить медные провода самому

Сварка сплава
Сварка медных проводов – самый надежный метод соединения частей электронной сети личного дома либо квартиры. Для этого употребляют точечную технологию. Пространство соединения расплавляют, придавая сплаву однородную структуру. Это предутверждает увеличение сопротивления, понижает возможность возгорания сварного соединения.
.jpg)
Тонкости сварки медных проводов
При пайке схожих кабелей соблюдают последующие условия:
- используют графитовые электроды для сварки медных проводов;
- определяют длину очищенного от оплетки участка не наименее 5 см;
- учитывают необходимость сохранения целостности жилы и изоляционного покрытия (действие обязано быть краткосрочным);
- употребляют средства защиты от удара током и ожогов;
- выбирают подходящий для получения высококачественного сварного шва режим опытным методом (рекомендуется выполнить пробную сварку ненадобных кабелей такого же типа).
Свойства сварочных аппаратов
Для сварки проводов своими руками употребляют агрегаты с напряжением наименее 20 В, используют трансформаторные либо инверторные аппараты, выдающие маломощную дугу.
Инверторный тип
Сварка инвертором комфортна, что разъясняется его малогабаритными размерами, хорошими предустановленными параметрами. Элементы управления разрешают просто делать узкую настройку.
Это упрощает процесс формирования сварочной дуги, минимизирует количество помех. Инверторный метод подойдет начинающему сварщику.

Трансформаторная сварка
Для соединения проводов в домашних критериях довольно внедрения регулируемых по силе тока аппаратов. Перегрузка обязана составлять не наименее 400 А. Для формирования крепкого сварного шва требуется прогрев до 1080 °С.
Электроды подсоединяют по схеме с прямой полярностью. Таковой способ помогает поддерживать размеренную сварочную дугу. Понижающий трансформатор употребляют для пайки всех видов медных кабелей. Допустимо применение устройства для работ в распределительной коробке.
Сварку делают опосля обесточивания проводки. Силу тока подбирают с учетом сечения жил.
Требования к самоделкам
При разовом выполнении работ необязательно получать дорогостоящее оборудование. Лучше употреблять самодельные аппараты, имеющие обычное строение. Схема устройства содержит в себе трансформатор, элементы контроля и управления, массу, зажим. 1-ый компонент является основой сварочного оборудования.
Трансформатор можно приобрести либо собрать своими руками. Число витков и сечение обмотки рассчитывают с учетом входных и выходных характеристик тока.
Самодельный сварочный аппарат обязан иметь последующие технические свойства:
- тип трансформатора – понижающий;
- спектр входящих напряжений – 12-48 В;
- пределы регулирования силы тока – 40-150 А.
Самодельный устройство улучшают, добавляя функцию сварки скруток с переменным напряжением. Для этого в схему вводят диодный мост. Он поддерживает размеренное горение дуги. Готовый аппарат защищают крепким корпусом, исключающим повреждение устройства при механических действиях.
К трансформатору подсоединяют кабели держателя, изготавливаемого из зажимов массы, в роли которой выступают томные пассатижи.
Выбор электродов
Для соединения медных жил используют графитовые либо угольные электроды.
Работа со вторым типом контактов связана со последующими чертами:
- Температура плавления составляет 3800 °С.
- Сварка производится при неизменном токе с прямой полярностью.
- Коэффициент полезного деяния электронной дуги низкий.
- Имеется возможность соединения кабелей с припоем, подаваемым конкретно на сварное соединение.
- Расход угольного электрода при сильном нагреве увеличенный.
- Высокотемпературная дуга создается даже при подаче низкой силы тока.
Процесс сварки графитовыми электродами имеет такие тонкости:
- В процессе работы графит не расходуется.
- Устойчивость меди к окислению увеличивается.
- Используются неомедненные электроды. Для этого жилы очень скручиваются, зажимаются держателем. Сварка производится обычным методом.
- В процессе работы формируется надежное соединение. Для этого проводники плотно скручивают, оставшиеся концы подрезают для увеличения прочности шва.
Как приготовиться к сварке
Крепкое соединение формируется в итоге расплавления свариваемых частей под действием тока. Зажимная система делает диффузный слой наиболее плотным.
На предварительном шаге делают последующие деяния:
- Организуют рабочее пространство. Убирают из зоны деяния аппарата все легковоспламеняющиеся материалы.
- Зачищают концы свариваемых проводников. Изоляцию снимают на расстоянии до 70 мм. Это исключает обрыв проводки во время соединения. При удалении оплетки избегают повреждения жил. Перед скруткой их обрабатывают наждачкой, обезжиривают растворителем.
- Скручивают очищенные жилы, складывая их параллельно. Метод скрутки не имеет значения, но при осевой стыковке процесс сварки облегчается. Концы жил убирают кусачками, формируя тонкий торец. В итоге появляется пучок протяженностью 50 мм.
Разработка сварки медных скруток
Соединение проводников аппаратом «Ресанта» делают так:
- Располагают концы меж контактами, закрепляют их прижимающим механизмом на расстоянии 2-3 см от краев.
- Проводят по меди электродом. Возникает электронная дуга, которую поддерживают в течение 2-3 секунд. Время действия выбирают с учетом толщины жил. Силу тока устанавливают в согласовании с сечением. Для 1,5 мм этот показатель равен 70А, для 2,5 мм – 90-100 А, для 5 мм – 150 А.
- Расплавляют медь в зажимном механизме. В итоге формируется крепкое сварное соединение.
- Остывшую скрутку покрывают изолентой, надевают на нее термоусадочный рукав.
О расплавлении меди свидетельствует возникновение рыжеватого наплыва на конце провода.
Сварка медных проводов: разработка и оборудование

Сплошная электрификация страны, отраслей хозяйства требуют своевременного контроля над состоянием электронных сетей в стране. Аварийные ситуации, возникающие в итоге катастроф, наращивают количество ремонтно-восстановительных работ.

При ремонте электронных сетей проходится использовать соединения оборвавшихся проводов. Плохое выполнение скрутки наращивает препятствие прохождению электронного тока, нагревает кабель. Высококачественное присоединение контактов достигается несколькими операциями – введением расплавленного пропоя меж проводниками, сваркой, вводом в гильзу и её сжиманием. Высококачественным, надежным является неразъемное соединение медных проводов. Проф выполнение сварочных работ исключает нагрев, увеличивает уровень пожарной сохранности.
База процедуры
Сварка медных проводов делает неразрывность соединения, проводник становится цельным. Этот обычный процесс занимает 3 секунды. Основное условие – соблюдение противопожарных правил, применение защитной одежки, маски либо очков.
Процесс делается аппаратами специальной конструкции. Почти всегда используют устройства, служащие для поддержания стабильности, стойкости электронной дуги. Состоят из понижающего преобразователя напряжения, блока силовых электронных схем. Ограничительная катушка индуктивности уменьшает пульсацию тока.
Достоинства: маленькие габариты, вес, экономичное потребление электроэнергии, интервал конфигураций энергии электронного тока.

Сварки медных проводов осуществляются инверторными аппаратами, создающими переменный ток при подключении к источнику тока неизменного. Состоят из сетевых фильтра и выпрямителя, системы управления. Их соединение происходит с помощью углеродистых, легированных проводников электрической проводимостью с электролитом.
Разработка сварки
5-6-сантиметровые окончания проводников очищают от поверхностного слоя, скручивают по уровню обмотки, оставляя 5-6 мм в обычном состоянии. Их расправляют, слаживают без перехлестывания, придавливают вкупе. (При использовании 3-х проводов оставляется два. Другие обрезаются.) Многопроволочная жила зажимается сварочным зажимом, плоскогубцами. Свариваемые провода должны быть отключены от сети. Оставленные нескрученные концы под действием сварочной дуги образуют шарообразную поверхность расплава, доходящую до скрутки.
Время сварки скруток медных проводов не обязано превосходить 3 секунд. Превышение завершится оплавлением поверхности защищающего материала. Величина движения электронных зарядов, нужная для получения крепкого соединения — 30-90 ампер. Зависит от количества и поперечника жил в скрутке, эффективности электронного поля присоединенного источника. Остывшее пространство соединения изолируется особыми колпачками, полым предметом, способным сжиматься при повышении температуры, изоляционной лентой.
Аппараты сваривания
Высококачественное соединение обеспечивает отсутствие аварийных ситуаций, долгое время эксплуатации проводки. Употребляют особые либо самодельные сварочные устройства, взяв для использования понижающий трансформатор. Проф монтеры снабжены спец агрегатами для сварки скруток.
В обиходе употребляются разные особые устройства российских, забугорных производителей, с помощью которых достигается монолитность свариваемых медных проводников:

- ТС 700 (ООО «Призма»), специализирующийся на сварке медных, дюралевых скруток, имеющий ординарную систему, вес, позволяющий резвое перемещения. Выходное электронное поле 12 В, применяемая скорость употребления энергии — 1-1,5 кВт. Выпускают несколько разновидностей – ТС 700-1 (бытовые), ТС-700-2 (проф для личного использования монтерами), ТС 700-3 для больших производителей оборудования;
- полуавтомат «Аврора Про» цифровой инверторный. Имеет блокиратор пульсации, цифровая панель указывает имеющееся сетевое напряжение. Дозволяет подобрать электрод нужного сечения. Вмонтирован устройство, предохраняющий от прилипания, регулирующий ток. Производитель по заявке заказчика выпускает аппараты, работающие в небезопасных критериях;
- аппарат для сварки проводов РЕСАНТА САИ-160 работает от сети 220 В, обеспечен регулятором тока 10-160 ампер. Напряжение электронной дуги – 26 В;
- итальянский сварочный аппарат QUATTRO ELEMENTI 160 Mano 643-255. Адаптирован для бытового использования;
- инверторная модель PFTRIOTMax Welder DC-200 C. Изюминка — маленький уровень шумового эффекта, точность внедрения. Употребляются электроды 5 мм;
- FUBAG IQ 160 германского производства, обеспечен 2-мя кабелями с держателем электродов, зажимом заземления.
Аппараты для сварки медных проводов владеют довольно значимыми недочетами: делают помехи в бытовой сети, имеют высшую стоимость. Отличные зания механизмов работы электротехнических аппаратов разрешают без помощи других собрать сварочный агрегат. База — трансформатор мощностью 200-450 ватт. Легкая схема дозволяет выполнить установка неопытному пользователю. Самоделка не просит огромных валютных вложений, дозволяет решать большая часть домашних дел.
Внедряется разработка сотворения монолита аппаратами для сварки медных проводов в безвоздушном помещении. Такие операции требуют оснащения особым оборудованием, вакуумной камерой. Медь расплавляться узким, верно направленным электрическим лучом. Провода греются наиболее низкой температурой, что сохраняет их производственные свойства. Направленный луч влияет на равномерность распределения нагрева площади, внутренней протяженности шва, увеличивается показатель сварки. Отсутствие воздуха предутверждает повышение уровня свариваемого сплава газами. Процесс носит непрерывный нрав, контролируется, регулируется оператором. Аппарат для сварки медных проводов, технологии использования повсевременно модернизируются, улучшаются. Уменьшаются производственные издержки, операционное время. В обиходе маленьких, средних компаний резко миниатюризируется внедрение массивных сварочных трансформаторов. Ведется активный процесс их подмены на современные комфортные инверторы российских и забугорных производителей сварочной техники.



























