Выбор и внедрение припоя для пайки медных труб
Припой для пайки медных труб – это особый сплав либо незапятнанный сплав, которым заполняется свободное место меж спаиваемыми трубами. Для получения крепкого соединения нужно не только лишь верно подобрать припой, да и верно употреблять его во время выполнения работы.

Особый сплав для пайки медных труб
Подбор припоя
Зависимо от температуры плавления выпускаются последующие виды припоя:
- легкоплавкие (употребляются при температуре плавления не выше 450ºС);
- среднеплавкие (до температуры 1100ºС);
- высокоплавкие (способны выдерживать температуру до 1850ºС).
Легкоплавкие припои
Легкоплавкие (низкотемпературные) либо мягенькие припои употребляются для мягенькой пайки труб маленького поперечника (от 16 мм до 180 мм). Мягенький припой для пайки медных труб применяется для производства трубопроводов, предназначенных для систем отопления либо водоснабжения. Низкотемпературные припои выполняются на базе олова либо свинца. Доп компонентами для получения сплава могут быть:
- серебро (сплав олова и серебра владеет самими наилучшими техническими качествами, но употребляется очень изредка из-за высочайшей цены);
- медь (различается не только лишь красивыми чертами, да и низкой стоимостью, что приводит к широкому распространению);
- сурьма;
- висмут;
- селен.
Обычно, мягенький припой делается в маленьких катушках (набросок выше), что увеличивает удобство его использования.
Высокоплавкие и среднеплавкие припои
Среднеплавкие и высокоплавкие (твердые) припои делаются в большей степени в виде проволоки.

Особый сплав для жесткой пайки
Главными составляющими сплава припоя являются медь либо серебро. Доп субстанциями могут служить:
- фосфор (более пользующийся популярностью доп компонент, который в значимой степени понижает температуру плавления меди);
- цинк.
Пайка медных труб жестким припоем делается при изготовлении трубопроводов:
- с температурой проходящей воды наиболее 110ºС;
- с высочайшим давлением в системе (наиболее 16 ампер);
- предназначенных для проведения газов;
- огромных поперечников.
Для большинства вида припоев нужна подготовительная обработка труб особым составом, который носит заглавие флюс.
- в водянистом виде;

Составы для пайки в водянистом виде
- в виде пасты.

Состав для пайки в виде пасты
- произвести доп чистку труб от окислов;
- наиболее умеренно распределить припой в процессе пайки;
- защитить пространство соединения от коррозии и образования окислов.
Как употреблять припой
Чтоб шов опосля пайки вышел крепким и герметичным, нужно:
- кропотливо приготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и других видов загрязнений железной щеткой, а заусенцы, образовавшиеся опосля вырезки труб, удаляются с помощью специального устройства – фаскоснимателя;

Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько мм, чтоб трубы просто стыковались меж собой. Если пайка делается с помощью фитингов (особых частей, предназначенных для сборки трубопровода различной конфигурации), то возрастает поперечник фитинга, а не трубы;

Повышение поперечника трубы
- обработать места пайки труб флюсом;

Обработка трубы флюсом перед пайкой
- приготовить газовую горелку (оборудование, предназначенное для пайки труб, сделанных из меди) и незначительно подогреть спаиваемые участки;
- аккуратненько по всему периметру трубы нанести припой, который в процессе разогрева будет равномерно перебегать из твердого состояния в жидкое, тем заполняя все пустое место;
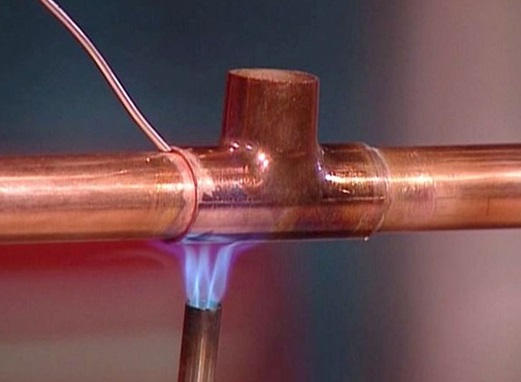
Пайка с помощью припоя
- отдать припою вполне остынуть в недвижном состоянии. Для полного остывания зависимо от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди с помощью припоя представлен на видео.
При выбирании припоя и флюса нужно учесть все главные свойства веществ, другими словами если для пайки употребляется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Верно подобранные и надлежащие друг дружке материалы содействуют получению не только лишь герметичного шва, да и очень долговременного соединения.
Физические характеристики и технические свойства припоя для пайки меди
Обычно самым всераспространенным методом соединения медных труб является пайка. Чтоб сделать крепкий и долговременный шов, нужно верно подобрать припой для пайки меди и флюс, кропотливо приготовить поверхность и соблюдать технологию.
Какой припой избрать?
 При пайке медных труб употребляют два главных типа:
При пайке медных труб употребляют два главных типа:
- мягенького, с температурой плавления до 425 о С;
- твердого, с температурным спектром 460-560 о С.
В качестве припоев рекомендовано внедрение содержащих серебро сплавов. Они обеспечивают высочайшее свойство соединений, но дороги. Медно-фосфорные составы наиболее доступны и подступают для пайки наименее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой дозволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от действия кислорода воздуха.
Шовный материала, сформированный на базе меднофосфористого припоя, очень прочен и стоек к вибрационным действиям. Потому фосфористые составы обширно употребляют при пайке компонент теплообменников.
Почему при спаивании железных деталей пайщики время от времени пользуются медным припоем, а медь железным припоем паять недозволено? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет греться.
В то же время медно-фосфорный припой чувствителен к перегреву, потому приходится принимать конструктивные меры к остыванию стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Употребляются для пайки и медно-цинковые низкотемпературные припои.
Серебряные

Состав из незапятнанного серебра не достаточно подступает для того, чтоб паять медные изделия. В главном употребляют серебро с добавками железа, висмута и остальных частей.
Припой для меди на базе серебра владеет высочайшей смачиваемостью по отношению к заготовкам и непревзойденно просачивается в самые узенькие зазоры меж ними. Соединения не корродируют и выдерживают огромные статические и повторяющиеся динамические перегрузки.
Содержание Ag
Хим состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где числа определяют долю серебра в процентах
Практическое применение
Составы с высочайшей процентной толикой серебра (50-72) владеют высочайшей электропроводностью и теплопроводимостью. Их употребляют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и употребляются для пайки соединений, не подверженных температурным перегрузкам.
[stextbox с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Индивидуальности тинолей
Соответствующей индивидуальностью серебросодержащих составов является их низкая рабочая температура. Высочайшая текучесть дозволяет расплаву просачиваться в зазоры и поры и создавать качественные швы.
Пайка жестким
Твердые припои используются для соединений трубок и трубопроводов большего поперечника. При всем этом употребляют пастообразный флюс, газовую горелку для разогрева и нужное вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450 о С. Низкая температура дозволяет избежать отжига основного материала трубы и сохранить его физико-химические характеристики. Припои готовятся на базе оловянных либо цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на базе серебра либо меди, владеющих высочайшей температурой плавления. При температурах выше 450 о С происходит отжиг заготовок, ведущий к понижению их прочности.
Физико-химические характеристики
Характеристики зависят от хим состава сплава. Так, низкотемпературные владеют наименьшей прочностью, но не понижают прочностных и упругих черт материала деталей.
Высокотемпературные, напротив, делают соединения высочайшей прочности, способные противостоять статическим и динамическим перегрузкам. Но при их использовании требуется большая осторожность, чтоб не пережечь и не ослабить главный материал.
Технические свойства
Температура плавления высокотемпературных составов лежит в границах 645-815 о С. Шов выдерживает перегрузки на разрыв до 250Мпа. Температура эксплуатации соединения, зависимо от состава, составляет 150-250 о С. Не считая фактически меди, такие припои разрешают соединять латуни, красноватую бронзу, чугуны, железные и никелевые славы. Паяют ими и алюминий. Не считая того, их употребляют для соединения деталей из меди и нержавейки.
Методы
 Применяется два главных способа пайки медных заготовок:
Применяется два главных способа пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на базе серебра либо меди делает твердое и крепкое соединение. Шов именуется жестким и выдерживает механические и температурные перегрузки. Чтоб отжиг не приводил к ухудшению прочности главных деталей, следует охлаждать готовую пайку только естественным образом, без обдува прохладным воздухом либо опускания в жидкость.
[stextbox пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125 о С.[/stextbox]
- Низкотемпературный. Такую пайку именуют мягенькой. Припои готовят на базе металлов с низкой температурой плавления. Низкая температура дозволяет избежать отжига, и понижения прочности труб не происходит. Способ сформировывает швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в поперечнике.
Мягенькие соединения недозволено употреблять при монтаже газопроводов.
Что пригодится в процессе?
 Для пайки будет нужно:
Для пайки будет нужно:
- флюс для обработки поверхности заготовки;
- припой, соответственный избранному способу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтоб зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный размер, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где внедрение открытого пламени неприемлимо, соединения прогревают электропаяльником со сменными прижимами и электродами на различные поперечникы трубы
Разработка
Опосля того, как принадлежности и инструменты подготовлены, перебегают к самой пайке:
Отрезаем деталь нужной длины
Для раскроя трубных заготовок употребляют труборезы с ручным либо электронным приводом. Чтоб рез был ровненьким, опосля всякого оборота следует затягивать на третья часть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Дальше поверхности обезжиривают и инспектируют свойство их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, интегрированной в крышку емкости. Она обязана быть вполне покрыта флюсом, в то же время на ней не должны накапливаться избытки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает умеренно распределить флюс.
Избытки флюса нужно стереть незапятанной ветошью.
 При низкотемпературной пайке включенную горелку направляют на стык. Стык нужно прогреть умеренно, плавненько перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
При низкотемпературной пайке включенную горелку направляют на стык. Стык нужно прогреть умеренно, плавненько перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя незначительно отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обыденным методом, баз обдува либо смачивания жидкостью. Это дозволит избежать эффекта отжига.
Для высокотемпературной требуется наиболее горячее пламя. Его получают, сжигая смесь пропана с кислородом или ацетилена с воздухом. Прогревать стык следует умеренно и стремительно, избегая пережога. Подходящую температуру заготовки (750 о С) можно найти по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Бывалые мастера сходу нагревают стык ровно так, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Излишек расплава убирают медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным методом, без обдува прохладным воздухом.
Опосля остывания незапятанной сухой ветошью следует снять остатки флюсовой пасты.
Главные ошибки
Начинающие пайщики нередко делают ошибки. Самые типовые из их таковы:
- Не устраненные недостатки поверхности опосля раскроя: забияки, стружка, овальность. Пайка поверх изъянов ослабляет соединение, понижает его долговечность и плотность.
- Плохое обезжиривание.
- Сужение монтажного зазора. Узенькая пайка также будет ненадежной.
- Недогрев заготовок. Прохладные детали не сумеют своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Прохладная пайка может развалиться при ординарном прикосновении.
- Недочет флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При всем этом выгорает флюс, окисная пленка не разрушается вполне, не считая того, на поверхности возникает окалина. Крепкость пайки значительно понижается.
- Попытка проверки на крепкость жаркого стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Нередкой ошибкой является также пренебрежение требованиями техники сохранности. Высочайшие температуры, вредные испарения, химически активные флюсы требуют внедрения средств персональной защиты. К ним относятся:
- защитные очки;
- обувь, одежка и головной убор из негорючей ткани (Строение тканей живых организмов изучает наука гистология);
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не обязано быть легковоспламеняемых материалов, оно обязано отлично проветриваться. Недозволено паять в верхнем положении.
Верно подобранный паяльный состав дозволяет получать надежные и крепкие паяные соединения. Не наименее принципиально употреблять пригодный флюс и строго соблюдать требования технологии пайки и технику сохранности.
Припой для пайки металлов: информация лишь по существу
Припой для пайки – низкотемпературный сплав либо сплав, назначением которого является наполнение зазоров меж соединяемыми методом пайки сплавами. Главный целью рассматриваемого материала является получение высококачественного, крепкого и надежного цельного соединения. На самом деле, припой – наполнитель, температура плавления которого существенно меньше температуры плавления основного сплава.
Крепкость и свойство пайки по большей части зависит от тиноля. Таковым образом, характеристики соединения определяют выбор более пригодного припоя для того либо другого сплава (стали, латуни, меди, чугуна и т. п.). Может выполняться пайка мягенькими припоями, также пайка жесткими припоями.

Как избрать припой для пайки?
По хим составу они разделяются на свинцово-оловянные, медно-фосфорные, цинковые, титановые, серебряные и остальные. По температуре плавления они разбиты на низкотемпературные (до 450 гр. С), также высокотемпературные (температура плавления выше 450 гр. С). Если для вас нужен припой для пайки алюминия, то с большенный вероятностью подойдет тот, который предназначен для соединения медных деталей, потому что они часто бывают всепригодными.
Также выбор осуществляется зависимо от способа обработки сплава, тонкости работы. К примеру, пайка волной припоя – способ соединения, используемый почаще в пайке плат, когда плата прямолинейно проводится через гребень волны, тем требуя соответственного «наполнителя». Таковым образом, волна остается вольной от окислов.
Выбор осуществляется зависимо от черт соединяемого сплава (меди, алюминия, стали, чугуна), нормы расхода так именуемого наполнителя для соединения железных изделий. Направьте внимание на то, что у всякого припоя для определенных металлов есть свои нормы расхода, которые лучше знать. Выяснить информацию относительно нормы расхода можно из специальной таблицы. К примеру, для пайки труб из меди используются надлежащие тиноли – для соединения меди, также сплавов меди.
В роли базы тинолей, нужных для пайки меди, также ее сплавов применяется нередко композиционный состав тиноля: медь-цинк, медь-фосфор, медь-никель, медь-кадмий. С целью получения подходящих параметров в композиции могут добавляться: марганец, олово, железо, алюминий и остальные материалы.
Необходимо отметить, что соединения, производимые средством внедрения материалов на базе меди, способны выдерживать значимые механические перегрузки. Медно-цинковые материалы для пайки могут похвастать сравнимо низкой температурой плавления. При высочайшем содержании цинка (наиболее 40%) они могут становиться пластичными.
В связи с сиим подобные материалы следует употреблять в большей степени для скрепления железных деталей, не подвергающихся механическим перегрузкам, ударам, извивам. Также при выбирании припоя, нужного для пайки, следует уделять свое внимание на нормы расхода припоя. Направьте внимание на то, что нормы расхода припоя могут быть различными зависимо от обрабатываемого сплава (стали, меди и др.), также остальных характеристик работы.
Систематизация припоев
Припои подразделены на три главные группы зависимо от температуры плавления:
- Мягенькие. Предусмотрены для пайки владеют температурой плавления до 400°С;
- Температура плавления жестких составляет выше 500°С;
- Полутвердые – материалы, владеющие температурой плавления в спектре от температуры плавления незапятнанного олова до 400°С.
Говоря о том, чем паять, мягеньким либо жестким припоем, стоит сказать, что оба обладают пределом прочности до 50-70 МПа при растяжении. Они используются почти всегда для токоведущих частей, которые не являются сразу несущими конструкциями аппаратов и машин. Работа с сплавами мягеньким, также на одну вторую жестким материалом делается средством паяльничка, или с помощью погружения железных деталей в расплавленный тиноль.
Относительно жестких тинолей, предназначенных для пайки, то они имеют предел прочности до 500 МПа, употребляются в качестве тинолей первой группы прочности во время пайки токоведущих частей, допускающих высочайшее нагревание деталей, которые воспринимают основную механическую нагрузку. Работа делается при помощи электроконтактного метода, с применением графитовых либо электродов из меди, также не без роли электронной сварки. Детали незначимых размеров допустимо соединять сплав автогеном.
Система обозначения
Почти всегда обозначение (маркировка) припоя начинается с буковкы «П», которая символизирует первую буковку определения. Числовые обозначения в маркировке припоя демонстрируют на содержание компонент, и идут опосля буковкы «П». Содержание компонент тиноля указывается в процентах (округло).
Стоит также направить внимание на то, что буковка либо буквосочетание, стоящие в конце маркировки тиноля, показывает на то, что данный компонент составляет содержание припоя (оставшееся).
- А – состав содержит алюминий;
- Ж – состав содержит железо;
- И — состав содержит индий;
- К либо Кд – в состав заходит кадмий;
- М – состав содержит медь;
- О – в состав заходит олово;
- С — в состав заходит свинец;
- Ср – в состав заходит серебро;
- Су – в состав заходит сурьма;
- Ф – состав содержит фосфор;
- Ц – в состав заходит цинк.
Сфера внедрения
В различных отраслях народного хозяйства используются разные материалы для пайки, на базе различных металлов: меди, олова, цинка, сурьмы и т. д. Почаще всего тиноли можно повстречать в форме чашек, проволоки, анодов, трубок, листов. Более всераспространенными являются, пожалуй, мягенькие, также бессвинцовые тиноли для пайки разных металлов: стали, меди.
Мягеньким припоем почаще всего можно пользоваться в электричестве, микроэлектронике. Мягенький материал имеет обширное обилие форм, хим составов.


Посреди огромного количества форм следует выделить главные, более всераспространенные:
- Цилиндры;
- Пасты;
- Литые;
- Стержни;
- Порошки;
- Проволочные;
- Стержни;
- Полосы и фольга;
- Формованные.
Если вы отважились пользоваться мягеньким припоем, знайте, что его температура плавления довольно высочайшая (в границах 400-500 гр. С). Пожалуй, самым пользующимся популярностью является на нынешний денек сплав свинца и олова, но могут применяться и остальные сплавы.
Невзирая на достоинства традиционных тинолей, в дальнейшем с большенный вероятностью лидерство получат бессвинцовые материалы, так как они имеют одно весьма прибыльное преимущество – экологичность, к которой так все стремятся. Таковым образом, в состав так именуемого наполнителя не заходит вредный для организма и здоровья человека свинец.
Большущего внимания заслуживает тот факт, что схожее преимущество в дальнейшем дозволит употреблять экологический материал в пайке фактически везде, где обрабатываемые и соединяемые материалы будут безобидно контактировать с продуктами питания, питьевой водой, с человеком. Легко додуматься, что экологичность дозволит существенно расширить круг внедрения данного бессвинцового материала.
Тиноль для стали и меди
Пайка меди, стали может осуществляться жестким припоем, так как для соединения стали и меди требуется высочайшая температура плавления тиноля в границах 840-880 гр. С. Жестким припоем кроме стали и меди также может выполняться пайка такового сплава, как томпак. При выбирании припоя для соединения стали, меди следует проявляться высшую осторожность и бдительность. Не стоит забывать том, что нормы расхода припоя — довольно принципиально в работе. Необходимо отметить, что есть особая таблица, в какой указаны нормы расхода на соединяемые железные детали.
Расход припоя во время пайки
Нормы расхода – отдельная тема для разговора. Имеющиеся для подсчета нормы расхода серебряного тиноля формулы разрешают посмотреть на величины, которые не соответствуют такому понятию, как нормы расхода материала в процессе газовой обработки.
В итоге ряда проведенных тестов по соединению серебряным тинолем ПСр-45 стали известны нормы расхода: на один квадратный сантиметр соединяемых деталей при обработке сплава полностью хватает 0,3 гр материала.
Таковой нормы расхода материала обязано хватать для пайки высококачественного и долговременного соединения железных деталей из стали, меди, также остальных металлов. Необходимо отметить, что применение тиноля выше нормы расхода не даст наиболее высококачественный итог.
Так, можно отдать совет и посоветовать последующую формулу для вычисления нормы расхода серебряного тиноля для работы с газовой горелкой: Gпр=0,3Fпр, где Gпр — данные нормы расхода низкотемпературного материала в граммах 2-ух поверхностей, а Fпр является площадью спаиваемых поверхностей в сантиметрах квадратных.
Во время соединения другими серебряными тинолями нормы расхода на сантиметр квадратный площади будут изменяться соответственно изменениям удельного веса тиноля. Данный метод подсчета нормы расхода для пайки не является полностью четким, так как технологии не способен буквально найти выход тиноля на поверхность в зоне сотворения соединения железных деталей, а, как следует, становится допустимой какая-либо ошибка в определении площади и нормы расхода материала в процессе пайки стали и др. металлов. Кроме всего, утраты материала зависят по большей части от квалификационного уровня паяльщика, и определение нормы расхода становится делом чисто личным.
- alt=»Пайка флюсом: что следует знать?» width=»120″ height=»120″ />Пайка флюсом: что необходимо знать?
- alt=»Припой для пайки медных труб: что необходимо знать?» width=»120″ height=»120″ />Припой для пайки медных труб: что нужно знать?
 Виды сварки меди и природные индивидуальности сплава
Виды сварки меди и природные индивидуальности сплава- alt=»Как выбрать температуру для пайки?» width=»120″ height=»120″ />Как избрать температуру для пайки?
 Виды сварки меди и природные индивидуальности сплава
Виды сварки меди и природные индивидуальности сплава


























